深水Reel-lay铺管船与复合管铺设概述
2015-05-08胡知辉佟光军
胡知辉, 田 凯, 佟光军
(中国石油集团海洋工程有限公司工程设计院, 北京 100028)
深水Reel-lay铺管船与复合管铺设概述
胡知辉, 田 凯, 佟光军
(中国石油集团海洋工程有限公司工程设计院, 北京 100028)
针对深水强腐蚀性油气田开采过程中存在的CO2和H2S导致的腐蚀问题,双金属复合管以优异的耐腐蚀性能、较低的价格和较高的承压能力,在深水油气田开发中得到了广泛应用。与普通碳钢管相比,双金属复合管焊接工艺复杂,焊接速度慢,若采用Reel-lay铺设双金属复合管,能够解决目前双金属复合管的安装问题。该文对现有深水Reel-lay铺管船资源和双金属复合管进行了介绍,同时对采用Reel-lay铺设双金属复合管的可行性进行了分析,为后续深水油气田的开发提供参考。
海底管道; 复合管; Reel-lay铺设
0 引言
近十年来,随着深水油气田的不断开发,海底管道和立管的数量在不断增加,同时海底管道和立管的安装水深也在不断增加。目前正在规划的一些深水海底管道项目水深已经超过3 000 m[1],对管材、钢管制造和安装技术提出了新的挑战。另外对于强腐蚀性油气田的开采,添加缓蚀剂、采用耐蚀合金等传统防腐技术及材料解决油气中存在的CO2和H2S导致的腐蚀问题,在耐蚀可靠性、经济性指标上都难以满足深水强腐蚀性油气田开发的需要[2]。双金属复合管的出现,以优异的耐腐蚀性能、较低的价格和较高的承压能力,在深水油气田开发中逐步得到应用。但与普通碳钢管相比,双金属复合管焊接工艺复杂,焊接速度慢,也是一直困扰双金属复合管大规模应用的一道难题[3]。海上油气田开发进入深水后,海上施工必须更注重提高焊接速度和焊接质量,减少施工周期,以降低施工成本。海底管道铺设方法中,Reel-lay与S-lay、J-lay相比,具有在陆上完成管道接长、适合深水管道铺设、铺设速度快和受环境条件影响小等优点,因此采用Reel-lay铺设双金属复合管,能够解决目前双金属复合管应用受限的问题。
该文首先对现有深水Reel-lay铺管船和双金属复合管进行了介绍。Reel-lay铺管船资源及能力能够满足双金属复合管铺设要求,同时双金属复合管生产技术不断改进,生产厂家不断增加,为双金属复合管的大规模应用奠定基础。最后对采用Reel-lay铺设双金属复合管的可行性进行分析,为后续深水油气田的开发提供参考。
1 深水Reel-lay铺管船资源
Reel-lay铺管法是将管道在陆地预制场地上接长,然后卷在专用滚筒上,铺管船抵达海上现场后,将管子从卷筒上退卷,经矫直器矫直后,通过张紧器、滑道将其铺设到海底。卷管过程可以直接在停泊的铺管船上进行,也可以卷在滚筒上再吊装到铺管船上,但滚筒完成卷管后,如果缺少相应的起重设备会给滚筒的搬运带来一定的困难。该方法的优点是大部分的焊接、检验、保温和防腐等工作都在陆地完成,海上铺设时间短、成本低、每段管道(一个滚筒的管段)可连续铺设、铺管效率高、铺管费用低、作业风险小,适用于深水区域的各种管线铺设。目前Reel-lay铺管法在国外深水油气田开发中的管道铺设、立管安装中得到了广泛应用,同时国外Technip、Subsea 7和EMAS等公司拥有功能先进的Reel-lay铺管船为Reel-lay铺管提供装备支持,表1列出了国外现有主要深水Reel-lay铺管船资源,并对Deep Blue、Aegir和Lewek Constellation三艘具有代表性的Reel-lay铺管船进行了详细介绍。
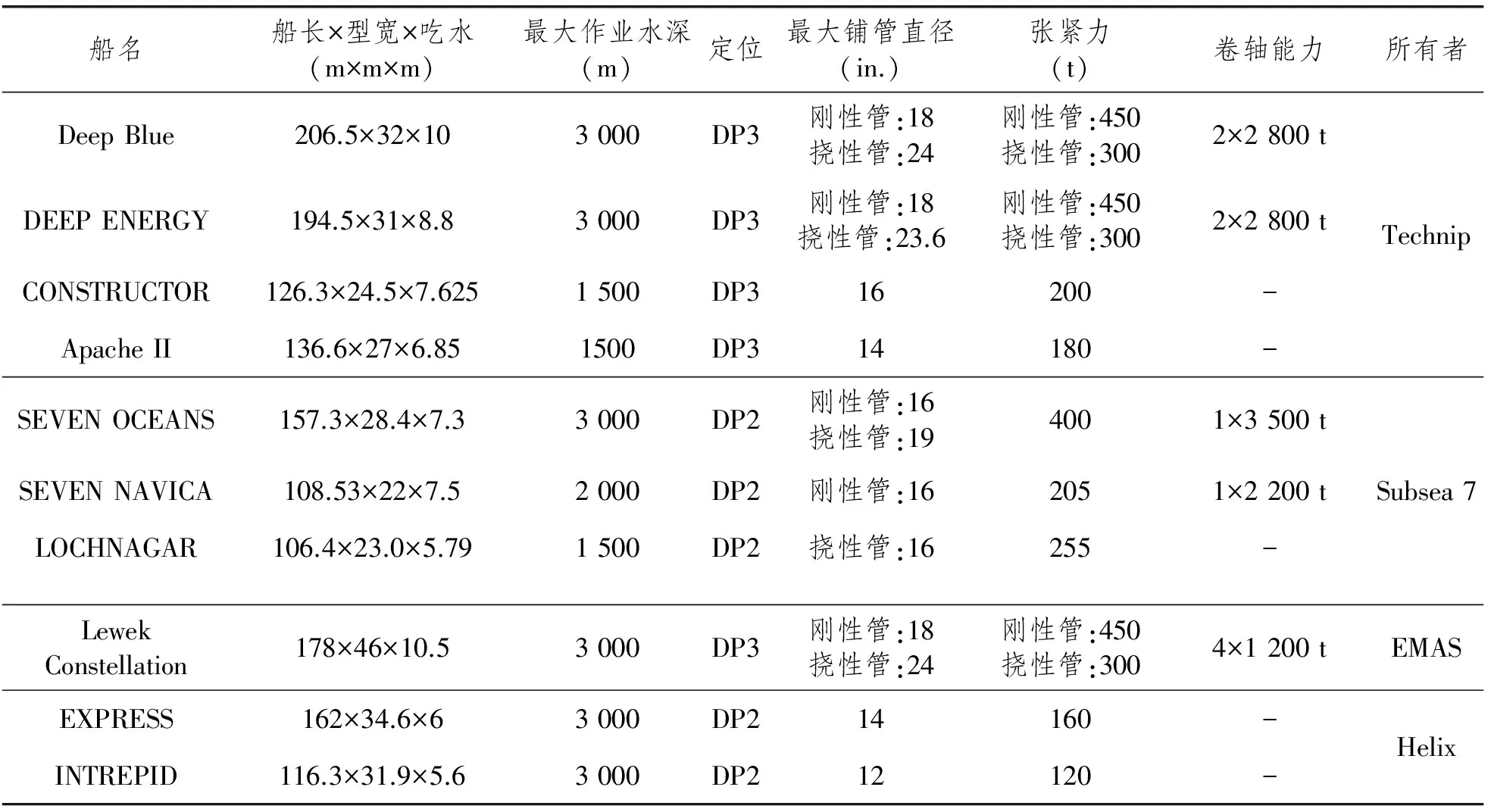
表1 国外主要Reel-lay铺管船铺管船技术参数
Deep Blue是Technip公司的一艘先进深水Reel-lay和J-lay铺管船,该船刚性管道铺设能力达到18英寸,对应张紧器能力为550 t,拥有2个 2 800 t的刚性管储管滚筒。Aegir是Heerema公司投入使用的Reel-lay和J-lay铺管船,Reel-lay滚筒的储管能力达到了2 000 t,最大铺管直径为0.4 m,对应张紧器能力为800 t,Aegir能在恶劣的环境下进行铺管作业,如图1所示。Lewek Constellation是EMAS公司投入使用的新一代超深水Reel-lay铺管起重船,具备冰区航行能力。该船刚性管道铺设能力为0.1 m~0.4 m,对应张紧器能力为800 t,挠性管铺设能力为0.1 m~0.6 m,对应张紧器能力为520 t,拥有4个1 200 t刚性管储管滚筒和2个1 250 t挠性管储管滚筒,同时起重能力为3 000 t,非常适用于对船只的多功能、多元化作业能力有要求的项目。4个刚性滚筒储管量0.2 m能铺设64 km,0.4 m能铺设16 km,与其他铺管船相比,能够节省铺管时间,如图2所示。

图1 Heerema Aegir号J-lay和Reel-lay铺管船 图2 Lewek Constellation号Reel-lay铺管船
2 双金属复合管Reel-lay铺设
2.1 双金属复合管介绍
双金属复合管结构是以耐腐蚀合金管作为内衬层,以碳钢管或低合金钢管作为基管,通过不同制造工艺将两种不同金属管结合在一起的一种管材,如图3所示。该管充分结合了外碳钢管高强度的特性和内不锈钢管优良的抗腐蚀性能,能够解决油气中存在CO2和H2S导致的腐蚀问题,因此在国外海上油气输送管道中得到了广泛应用。双金属复合管按其制作工艺可分为机械复合管和冶金复合管。机械复合管的制作工艺比较简单,是将内抗腐蚀合金钢管插入外碳钢管中,两管同轴叠加,通过液压或燃爆等方法,使内管产生较大塑性变形,外管产生较小的塑性变形,撤除内压后,内外管紧密结合在一起。冶金复合管的制作主要分两步,首先将碳钢材料和抗腐蚀性合金钢材料通过热轧工艺结合在一起制成复合钢板,然后将复合钢板制成无缝管或者直缝焊管。与机械复合管相比,冶金复合管在生产制作和经济上存在一定的劣势。

图3 双金属复合管示意图
目前,国外双金属复合管制造生产水平已相当先进,德国BUTTING公司利用冷液压扩充法开发出了新的产品,申请了专利BuBi®Pipe。美国CLADTEK公司利用自创的干液压扩充法生产出了机械复合管,南海Liwan3-1项目采用了该公司生产的双金属复合管。德国BERGROHR公司采用新的辊弯成型制管工艺制造机械复合管,具有成本低、内衬层材料选择更广泛和制造周期短等特点,同样申请了专利BERG-LAY®。
由于双金属复合管结构的特殊性,其焊接与普通碳钢管相比,存在两种材料的多层焊接,内衬复合层壁厚小,焊接难度大,基层碳钢管焊接碳及合金元素的扩散,造成焊缝中奥氏体形成元素减少、含碳量增加,导致不锈钢焊缝耐蚀性的下降[4]。双金属复合管焊接程序复杂,焊缝检测难度大,因而其铺设速度远低于碳钢管铺设速度。由于铺管船日费率较高,尤其是在深水,因此复合管海上安装费用远高于碳钢管。
2.2 双金属复合管Reel-lay铺设
双金属复合管卷管铺设过程中的弯曲力学特性一直是亟待解决的问题。卷管铺设简图如图4所示,管道在上卷、退卷以及经过校准器、拉直器、张紧器等设备的过程中,至少经历了两次塑性变形,管道不可避免地产生残余应力,过大的残余应力会降低管道抗疲劳强度和耐腐蚀性能[5]。对于双金属复合管,Reel-lay安装过程中还存在内衬层起皱问题,如图5所示。双金属复合管内衬层起皱对管道长期运行完整性产生威胁,可能导致内衬层压溃或穿孔、内衬层疲劳失效以及影响清管等。影响内衬层起皱的因素有内压、内衬层与基管之间的加持力、内衬层径厚比、内衬层与基管之间的间隙尺寸及表面缺陷等。
2002年,Heerema Marine Contractors(HMC)公司联合荷兰代尔夫特理工大学和日本Kuroki钢管公司开展卷管铺设过程中内衬层的起皱和管道椭圆化研究,进行了全尺寸管道上卷试验和轴向压缩试验。2007年,HMC公司和代尔夫特理工大学进一步研究了双金属复合管弯曲过程中的力学特性影响因素,特别是复合管弯曲过程中内衬层起皱的产生和发展。2010年,Statoil公司和Technip公司申请了通过内压减小卷管过程中内衬层起皱的专利。Subsea 7公司同样通过试验和数值模拟对内压减小卷管过程中内衬层的起皱进行了研究。2011年,Technip公司研究表明合理选择内衬层的厚度,无内压也能避免双金属复合管安装过程中内衬层起皱。
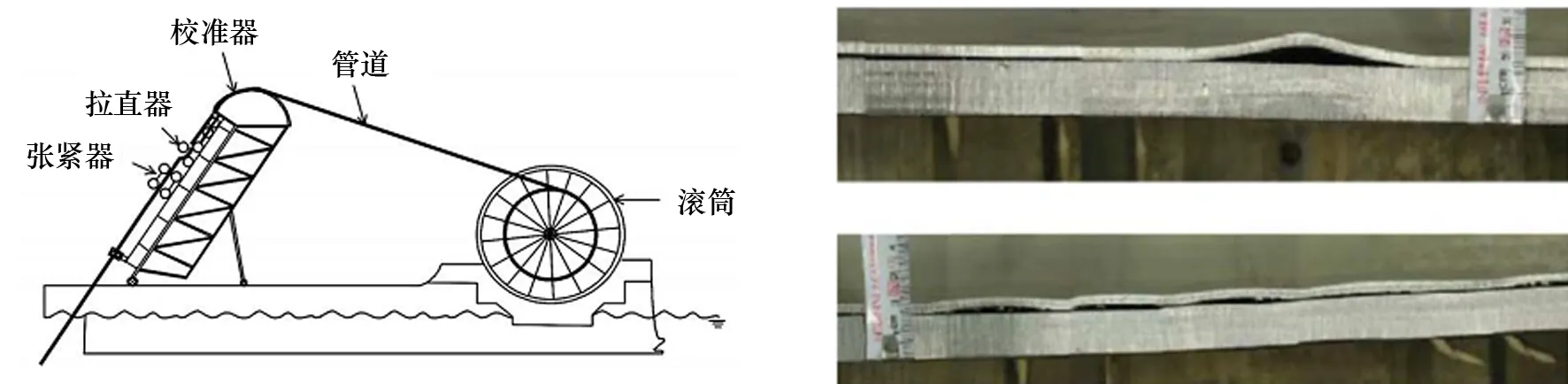
图4 Reel-lay铺设简图 图5 双金属复合管内衬层起皱示意图
3 结语
双金属复合管具有很好的耐腐蚀性能和良好的性价比在国内外已经得到广泛应用。对国外深水Reel-lay铺管船资源分析表明,现有Reel-lay铺管船资源能够满足Reel-lay安装双金属复合管的需要。同时,长期开展对Reel-lay铺设法安装双金属复合管的研究以及结合Subsea 7公司和Technip公司相关工程经验,将促进该方法的推广与应用。
[1] Bruschi R. From the longest to the deepest pipelines[C]. Proceedings of the International Offshore and Polar Engineering Conference. Rhodes, Greece, ISOPE, 2012.
[2] 王永芳, 袁江龙, 张燕飞,等. 双金属复合管的技术现状和发展方向[J]. 焊管. 2013, 36(2): 5-9.
[3] 李发根, 孟繁印, 郭霖,等. 双金属复合管焊接技术分析[J]. 焊管. 2014, 37(6): 40-43.
[4] 朱丽霞, 何小东,仝珂,等. L360QB/316L复合管电弧焊环焊缝接头组织性能研究[J]. 热加工工艺. 2013, 42(5): 188-194.
[5] 张九菊, 段梦兰, 马建敏,等. 基于深海卷管铺设的海管椭圆度分析[J]. 应用数学和力学. 2013, 34(6): 552-563.
Introduction to Deepwater Reel-lay Pipe Laying Barge and CRA Lined Pipe Installation
HU Zhi-hui, TIAN Kai, TONG Guang-jun
(Engineering Design Institute, CNPC Offshore Engineering Company Limited, Beijing 100028, China)
In the development of deepwater oil/gas field with high corrosivity, the corrosion problem of subsea pipeline caused by CO2and H2S can be solved with CRA lined pipe, whose advantages are excellent corrosion resistance and lower prices. But compared with normal carbon steel pipe, the welding process of CRA lined pipe is more complicated and the welding speed is slower. This disadvantage can be improved with the Reel-Lay method. The pipe laying barge resources and brief introduction of CRA lined pipe are presented in this paper first. Then feasibility research is conducted for the application of Reel-Lay in the CRA lined pipe installation.
submarine pipeline; CRA lined pipe; reel-lay
2014-11-22
胡知辉(1983-),男,工程师。
1001-4500(2015)04-0001-04
P75
A