三芯滚弯机板材曲率自动测量系统研究
2015-05-08茅云生李先花
郭 荣, 茅云生, 李先花
(武汉理工大学 交通学院, 湖北 武汉 430063)
三芯滚弯机板材曲率自动测量系统研究
郭 荣, 茅云生, 李先花
(武汉理工大学 交通学院, 湖北 武汉 430063)
在板材滚弯成形过程中,板材曲率至今仍然采用人工对样的检测方式。样板不仅在制造过程中耗费大量材料和工时,其使用过程中也存在操作复杂、效率低下、精度差、工作环境恶劣等问题。板材曲率自动测量技术不仅能够解决手工对样中存在的诸多问题,而且为实现辊弯机自动化控制奠定了基础。
辊弯机 自动控制 曲率测量
1 引言
板材滚弯是一种较为常见的板材成形加工方式,被普遍应用于如航空、船舶制造、锅炉、化工等各种行业。但由于辊弯机自动化控制过程还存在一些问题,对辊弯机的操作仍限制在人工指导加工,未能形成自动控制的加工模式。相对于已经实现了自动化控制的其他加工方式,手工对样不仅效率低、精度差,且样板的制作还耗费了大量的材料和工时,同时手工检测的方式也制约了板材滚弯加工自动化控制的实现。在大力提倡绿色制造、精度制造的大背景下,对板材曲率实现自动检测的要求更是迫在眉睫。
1.1 国内外研究现状
弯板机滚弯成形后弯板的曲率测量仍然采用人工样板对样。传统的板材曲率测量方法,通常事先根据型值表制作的三角样板、铁样板或调整活络样板,加工时与成形后的板材进行比对,通过肉眼感官来估计实际板材曲率与理想曲率之间存在的误差。目前,人们开始对板材曲率数字化测量展开研究,并采用多种检测理论设计了多种检测装置,其测量技术主要包括激光测量技术、图像处理技术等。
武汉理工大学的赵凯[5]、廖宝华[6]、郑绍春[5]等人借鉴了活络样板的测量机理,将激光位移传感器和拉绳位移传感器安装在机械手上,传感器通过机械手移动对曲面上各点进行测量得到各点坐标。武汉理工大学的胡勇[7]教授等人按照激光三角测量原理设计了双目视觉测量传感器,它是由1个线激光标线仪及2个CCD摄像机组成。相对其他测量方法,该测量法测量速度快、精度高。
除了以上介绍的都是采用激光位移传感器和CCD摄像机对弯板曲率进行测量外,龚发云等人还提出了一种通过光电编码器对辊弯机上的板材曲率测量的理论。作者通过对板材滚弯过程中所产生的几何变形进行分析,采用角度编码器测量辊弯机上下辊的转角,然后计算得到板材弯曲前后内外表面的变形情况,再建立几何模型,得到板材的曲率。
1.2 研究目的及意义
本文对板材曲率的测量方法进行研究,并针对辊弯机设计一种板材曲率测量的装置,旨在改变辊弯机上仍然采用手工对样的现状,不仅提高了工作效率、节省了制作样板的材料、保证测量精度,而且也为自动控制提供可行条件,为板材成形的误差评估、板材曲率校正提供了参考依据。
2 板材曲率测量装置方案设计
本文研究的板材曲率测量装置主要是由伺服电机和激光位移传感器组成,通过伺服电机旋转带动激光位移传感器对待测板材在指定截面进行扫描,可得到各离散点的极坐标数据。对离散点进行曲线拟合即可得到板材截面曲线的特征信息。
2.1 板材曲率测量装置设计
本文所研究的板材曲率测量装置将安装在辊弯机上,在板材滚弯成形后,对板材曲率进行测量,装置的设计需要考虑辊弯机的实际环境情况。对弯板机而言,加工的板材通常是单曲率的,即只有沿板宽方向有曲率,因而在板材曲率测量装置设计时无需对板进行全面扫描,只沿宽度方向任意扫描一个截面,即可得到加工后板材的曲率。板材曲率测量装置除了需要检测单曲率板的情况,同时还需要对滚弯加工的锥形板进行检测。该装置还需要能够水平移动,在辊弯机横梁的水平方向安装一个导向杆和丝杆,导向杆即可限制测量体的移动方向,测量体的移动主要通过伺服电机带动丝杆转动,进而推动测量体沿辊弯机横梁水平移动。移动的位移信息可以通过伺服电机反馈的角度信号计算得到。
本文设计的测量装置是由伺服电机、激光位移传感器、转盘、托架和导轨等几部分组成,激光位移传感器固定在转盘上,伺服电机的转轴与转盘相连。上位机通过伺服电机驱动器对伺服电机进行控制,再由伺服电机反馈的旋转角度信息即可得到精确控制电机的转角。通过伺服电机带动转盘转动,就可以控制激光位移传感器的朝向,即测量角度。激光位移传感器可通过测量得到测量位置与钢板表面测量点的距离,根据角度和位移信息,可得到被测点的极坐标值,板材曲率测量装置部分示意图如图1所示。
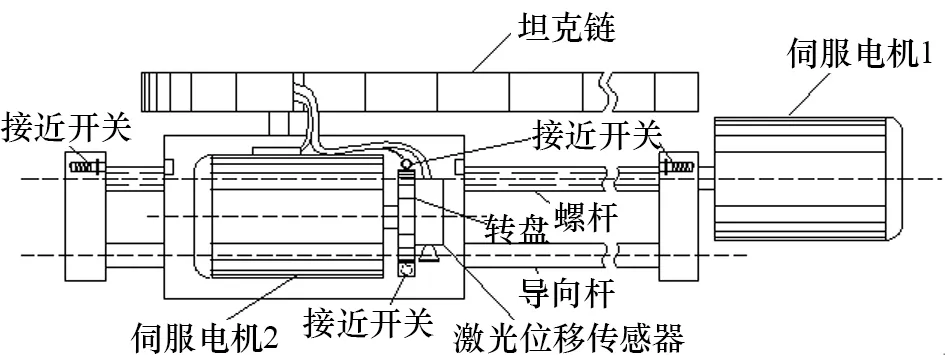
图1 板材曲率测量装置测量部分示意图
2.2 板材曲率自动测量装置的测量原理
通过以上对板材曲率测量装置的描述,可以看出该测量装置是通过极坐标原理进行测量的。通过上述板材曲率自动测量装置的测量,在每个扫描点都能够通过激光位移传感器得到测量点与测量装置的直线距离,即可得到该测量点到旋转中心的位置,记为半径Lk。再通过对伺服电机反馈电机转角的脉冲信号进行计算,即可得到激光位移传感器的方向,即旋转角度记为角度αk。这样可得到该点的两个属性,即角度αk和半径Lk,测量原理如图2所示。
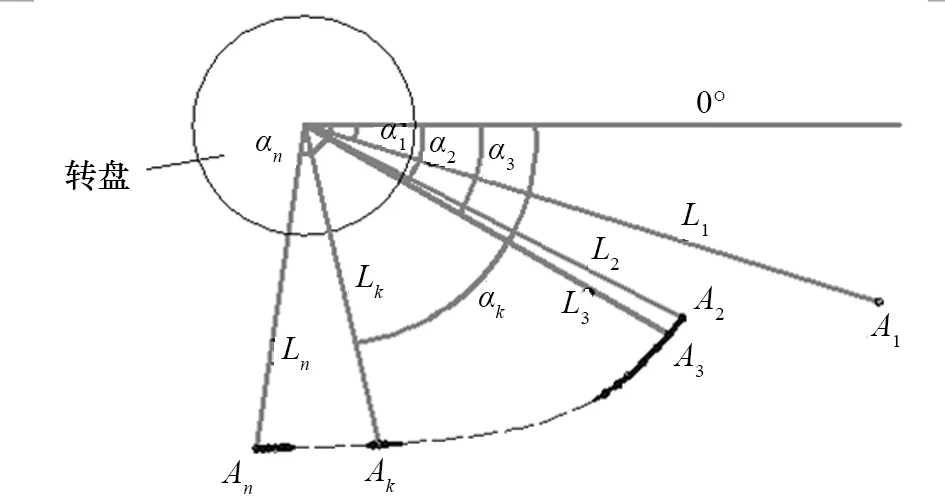
图2 板材曲率测量原理示意图
通过得到点的角度和半径两个属性,即该点的极坐标Ak(αk,Lk),然后将极坐标转换成垂直坐标的形式,再通过合适的曲线拟合方法对测量得到的离散点进行曲线拟合,得到板材的曲率信息,再调用参照加工的曲率信息与之对比,可达到检验加工效果。
3 板材曲率测量装置硬件设计
板材曲率测量装置测量体是由伺服电机、转盘、激光位移传感器、接近开关及托架组成的,整个测量体可以沿着固定在辊弯机横梁上的导向杆横向移动,其电缆可通过坦克链拖动,辊弯机横梁上固定着导向杆、丝杆、伺服电机、接近开关,伺服电机与丝杆相连,丝杆的转动可以为测量体提供前后移动的动力,导向杆的作用是限制测量体的移动方向。
3.1 伺服电机各参数计算
在伺服电机的选择方面,需要考虑电机的工作状态、功率、力矩、转速、转子惯量等因素。功率的选择应考虑电机的状态,对连续工作状态的伺服电机,需要保证其额定功率略大于工作的功率;对短时间工作的伺服电机,选择电机的额定功率可略小于机构工作的功率。计算力矩的过程中,不仅需要考虑额定工作状态下的力矩,还应当考虑电机启动和停止时的最大力矩。
在本机构中,两个伺服电机的作用分别是对激光位移传感器角度控制和测量体横向移动控制。下面我们对横向移动测量体的伺服电机的选型做详细计算,该伺服电机通过丝杆驱动测量体横向移动,移动方向由丝杆和导杆控制,机构的受力示意图如图3所示。
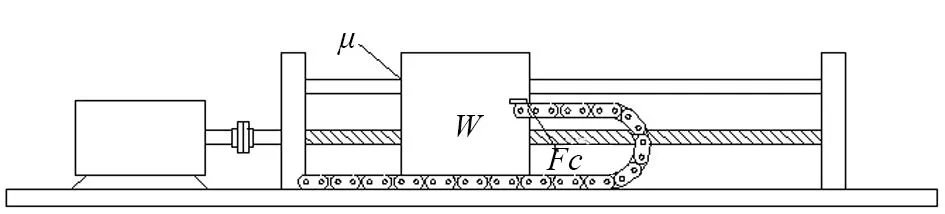
图3 测量体受力示意图
对驱动电机的负载力矩计算公式如下:
电机连续工作时的力矩为负载力矩与阻力力矩之和。除了对电机持续工作状态下的力矩进行计算,还应当计算电机的最大力矩,即电机启动和停止时的力矩。在计算启动和停止时的力矩,需要计算其最大负载惯量,最大负载惯量的计算可以分为两部分,一是计算对丝杆自身的转动惯量Jb,二是计算测量体沿直线运动的惯量Jw。其计算公式如下:
得到负载力矩后选择电机时,负载转动惯量与电机的转动惯量比应当在1~5之间,我们可以预估电机的转动惯量应当在J/2.5左右,测量体采用直线加速模式时,其加速力矩的计算公式如下:
通过以上计算,得到电机的额定转矩应当为0.045N·m,最大转矩为6.3N·m,故伺服电机可选取Panasonic出产的MQMA042P1V型号,该电机为单相200V电压,额定功率为400W,额定转矩为1.3N·m,最大转矩为3.82N·m,电机转动惯量为0.64×10-4kg·m2,最高转速可达3 000r/min,制动电源为DC24V,带有17位绝对式编码器,重量为2.5kg。
3.2 激光位移传感器介绍与选型
激光位移传感器是属于非接触式测量仪器,相对于接触式测量仪器,它拥有便捷,且不存在划伤被测物体表面和因探头磨损导致精度下降的问题。激光位移传感器根据测量原理可分为三角测量法和回波分析法两种。针对辊弯机的尺寸和测距范围,我们选用YF-YJ系列激光测距传感器。YF-YJ系列激光测距传感器具有测量速度快、精度高等特点,同时测量仪器体积小、数据接口丰富,输出数据类型可根据需要任意选择。
3.3 输入输出板卡介绍与选型
在本文研究的板材曲率自动测量装置的数控系统中,运动控制卡采用的是研华公司的产品PCI-1 240U和PCI-1 716L两张板卡。PCI-1 240U采用由研华公司出产的伺服或步进电机控制卡,该卡可同时驱动四部电机,通过向伺服电机驱动器输入指令,可实现对伺服电机的控制。PCI-1 716L是一款功能强大的PCI数据采集卡,它具有分辨率高、采集速度快等优点。
3.4 控制系统设计
测量装置对板材曲率进行测量时,通过伺服电机带动丝杆的转动,可控制测量体沿辊弯机横梁上的导向杆前后移动,测量体的位置根据待测板材的形式和测量位置决定。伺服电机转动的同时可通过电机输出的脉冲信号来反馈其旋转角度,再通过旋转角度和丝杆的螺距计算,得到测量体横向移动的距离。当测量体移动到轨道端部,可触碰位于轨道端部的限位开关,限位开关通过反馈开关信号来告知上位机测量体已到轨道端部。
工控机通过PCI-1 240U板卡向伺服电机驱动器发送驱动伺服电机运动的控制指令,其中包括伺服电机的转动角度和方向等信号,同时,把伺服电机实际的转动角度、方向信息通过脉冲的形式反馈给驱动器,再由PCI-1 240U板卡将反馈回来的信息输入到工控机,通过相应的转换计算即可得到伺服电机的旋转角度。激光位移传感器固定在伺服电机的转盘上,当伺服电机转动,可以带动激光位移传感器旋转,当旋转指定角度,工控机通过PCI-1 716L发送测量指令,激光位移传感器即刻开始测量,并将测量得到的位移模拟量信号以差分的形式通过PCI-1 716L输入工控机,通过相应的转换计算,即可得到测量点与测量位置间的距离。伺服电机上的转盘旋转到限制位置或者整个测量装置移动到水平轨道端部,都会触发安装在端部的限位装置,即接近开关,接近开关将触发信号通过PCI-1 716L输入工控机,工控机将立即发出停止继续向相应方向运动的命令,控制流程如图4所示。
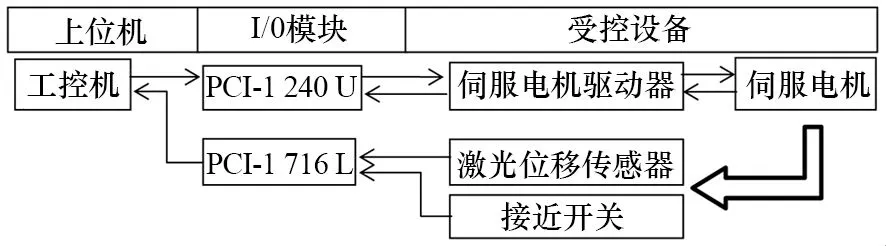
图4 板材曲率测量控制系统原理
4 数据处理
通过以上测量装置,得到测量点的离散坐标,通过拟合方法得到实际曲线。在本文中,板材最小曲率半径为600mm,因此不会出现很复杂的曲线,选用三次多项式进行曲线拟合即可满足要求。由于测量离散点的数量大,且板材横截面曲线较长,如果只采用一个多项式曲线函数拟合,将难以取得较好的拟合精度和效果。为有效地解决上述问题,一般采用分段多项式曲线拟合。分段三次多项式拟合方法首先要对测量点进行分段处理,将测量点按顺序分成若干个分段,然后对各段进行三次多项式拟合,拟合后得到各分段曲线的多项式各参数如表1所示。

表1 分段三次多项式拟合各项系数
通过对测量点进行曲线拟合,可以得到实际板材的截面曲线函数,为了得到加工效果,我们需要对实际截面曲线与目标曲率相比较,由于测量坐标系与目标设计坐标系存在偏差,若直接求测量曲面到目标曲面的距离是不符合轮廓度误差定义的。为了消除系统定位误差,需要对曲面进行空间位置的变换,我们要保证匹配后的曲线仍然满足函数一一对应的关系,因此我们将实测点拟合得到的曲线坐标不变,平移和旋转目标曲线上的关键点,然后计算变换后的测量曲面与目标曲面的偏差,最大偏差值即为曲面轮廓度偏差。曲线的匹配总共分为两个步骤,即粗匹配和精匹配,匹配后的结果如图5所示。
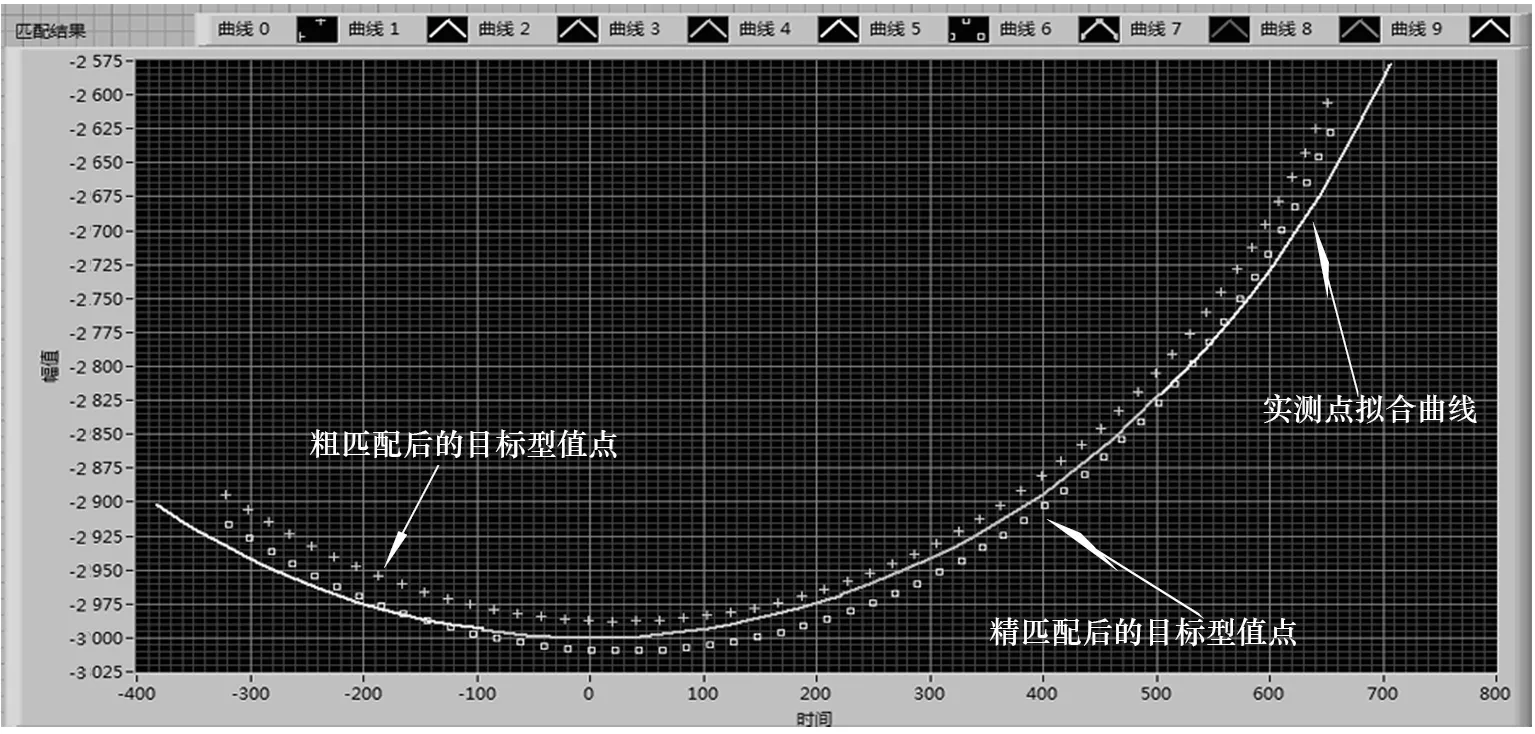
图5 粗匹配和精匹配的匹配结果图
5 总结
本文是针对辊弯机进行数字化改造中的自动测量系统进行研究,考虑到辊弯机的结构和加工形式,设计了一套基于极坐标的无接触板材曲率测量系统。本文涉及到对伺服电机、激光位移传感器、限位开关等设备的指令控制和信号读取,其中还涉及到对PCI-1 240 U和PCI-1 716 L的使用及注册表的写入和读取方法。除了对控制系统设计,本文还介绍了对测量得到离散点数据进行处理,通过去噪处理、曲线拟合、曲线匹配,最终将板材曲率测量结果与目标曲率的比较结果用距离和半径两种形式显示出来。
在控制程序编辑中,我们采用了LabVIEW程序进行编辑,不仅能灵活应用研华公司提供的数据包对驱动器进行控制,同时也能够对程序界面进行很方便地设计。对精匹配过程,调用了LabVIEW中的Matlab节点,对实测曲线和目标型值点进行优化过程,并得到了较好的结果。
[1] 茅云生,向胜,邵天芬.板材滚弯成形理论及自动控制的研究进展[J].船海工程,2001,6:28-31.
[2] 张承谱,徐健,贾安东等.钢板卷制过程的数学模型[J].锻压技术,2011,2:39-43.
[3] 舒东海,王呈方.三辊弯弯板机自动控制数学模型的探讨[J].造船工艺,1994,6:19-21.
[4] 茅云生,侯磊,王呈方.板材滚弯成形的理论计算与自动控制模型[J].中国造船,2003,2:74-80.
[5] 赵凯.船体外板加工成形自动检测模型研究[D].武汉:武汉理工大学,2008.
[6] 廖宝华.船体外板数控测量装置研究[D].武汉:武汉理工大学,2008.
[7] 胡勇,刘强,王从军等.双目视觉测量传感器研究[J].传感器技术,2005, 2:86-88.
[8] 张庆英,王呈方,向祖权.水火弯板线位移视觉测量中的标定精度分析[J].中国造船,2001,4:57-60.
[9] 茅云生,侯磊,王呈方.计算机视觉测量在板材滚弯成形中的应用研究[J].船舶工程,2003,2:46-48.
ResearchonAutomaticMeasuringSystemofPlateCurvatureforThree-rollBender
GUORong,MAOYun-sheng,LIXian-hua
(SchoolofTransportation,WuhanUniversityofTechnology,WuhanHubei430063,China)
At present, triangle template is generally used to test the result in the process of bending. That work is not only complex, low efficiency, terrible working environment, but also affects the measurement accuracy during use. Automatic measurement technique of sheet can not only solve the above problems existing in the manual for sampling, but also provide support for the realization of automatic control of roll bending machine.
Roll bending machine Auto-control Curvature measurement
郭 荣(1988-),男,实验员,硕士研究生。
TG
A
