FDM工艺参数对成型制品表面粗糙度影响的研究
2015-05-07邬宗鹏
邬宗鹏
(安徽工业大学 工程实践与创新教育中心,安徽马鞍山 243002)
0 引言
熔融沉积(Fused Deposition Modeling,FDM)快速成型是一种基于喷射的成型技术,具有成本低、成型速度较快、无污染等特点[1]。在FDM成型加工过程中,每一个环节都可能会引起误差,这些误差严重影响了FDM制品的成型精度,作为其中重要因素的工艺参数,将会直接引起成型制品表面粗糙度的较大差别,因此应在加工之前予以考虑。本文利用北京殷华GⅡA型快速成型机,通过制品加工试验,考察不同的工艺参数对制品表面粗糙度的影响,以期为后续的成型制品精度分析提供理论参考依据。
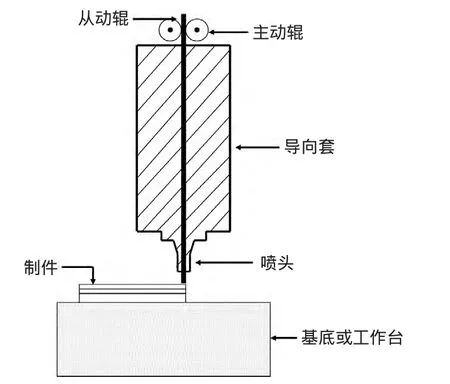
图1 FDM快速成型工艺原理图
1 FDM快速成型的工艺原理
熔融沉积是将丝状的热熔性材料加热熔化,通过带有一个微细喷嘴的喷头挤喷出来,其工艺原理如图1所示。
喷头装置在计算机的控制下,可根据加工工件截面轮廓的信息作X、Y平面运动,而工作台则作Z方向,即垂直高度的运动。热塑丝材(ABS、蜡丝及尼龙丝等)由供丝机构送至喷头,并在喷头中加热至熔融状态,然后被选择性地涂覆在工作台上,快速冷却后形成加工工件截面轮廓。当一层成型完成后,工作台下降一截面层的高度,喷头再进行下一层的涂覆,如此循环,最终形成三维制品[2]。
2FDM系统的主要工艺参数
在FDM快速成型系统中,尽管诸多因素对成型制品精度或加工时间都有或多或少的影响,但主要还是由少数几个工艺参数来控制的,本文选取了3个最重要的工艺参数在成型加工之前必须予以考虑,它们分别是分层厚度、成型温度、成型角度。
1)分层厚度。即制品成型过程中每层切片截面的厚度,该参数与所用喷嘴类型有关,一般取0.15~0.4 mm。
2)成型温度。包括喷嘴温度与环境温度。喷嘴温度是指喷头加热到一定值时的工作温度。环境温度则指成型系统工作时制品周围环境的温度,通常是成型设备工作室的温度。
3)成型角度。制品与成型室三维坐标系的夹角,如图2所示,α为长方体模型与XOY平面的夹角,即将长方体绕X轴旋转了α角。
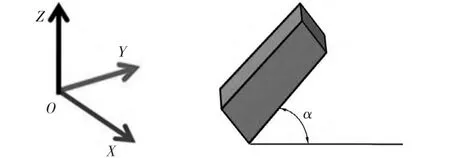
图2 制品成型角度
3 工艺参数对制品表面粗糙度的影响
3.1 分层厚度对表面粗糙度的影响
使用半径为10mm的半球作为试验件,分别在0.2mm、0.3 mm和0.4 mm的分层厚度时加工成型,其它工艺参数取默认值,加工后的试件如图3所示。

图3 半球试验件
成型数据如表1所示。
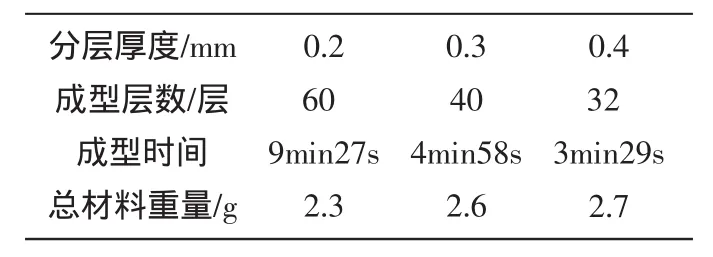
表1 半球试件的不同分层厚度成型数据
从成型实物可以明显看到0.2 mm分层厚度的半球试件表面粗糙度比0.3 mm与0.4 mm的试件小。当成型角度取90°时,根据表面粗糙度公式可计算出粗糙度值分别为Ra0.1、Ra0.15和Ra0.2。因此分层厚度越小,制品的表面粗糙度值也越小,但所需成型时间会变长,加工效率降低。相反则表面粗糙度值变大,加工效率相对提高。所以实际成型加工过程中,为了减小制品的表面粗糙度,在时间合理允许的情况下,应选择较小的分层厚度。
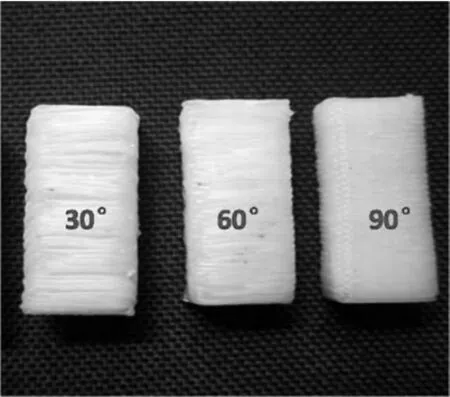
图4 长方体验件(成型角度)
3.2 成型角度对表面粗糙度的影响
使用20 mm×10 mm×5 mm 的长方体模型作为试件,分别在 30°、60°、90°的成型角度上进行成型,分层厚度取 0.3 mm,其它参数取默认值,成型后的试件如图4所示。
表面粗糙度为0是不可能的,从成型试件上可用肉眼观察到表面质量的不同,30°的成型试件表面十分粗糙,凹凸不平,丝材出现紊乱,60°时表面质量明显较30°有所提高,90°时粗糙度值最小,在分层厚度取值相同的情况下,制品成型角度与粗糙度值之间成反比关系,角度越大,表面粗糙度值越小。
3.3 成型温度对表面粗糙度的影响
成型温度包括设备喷嘴和成型室两个温度,首先是喷嘴温度,其决定了材料的粘接性能、堆积性能、丝材流量以及挤出丝宽度。北京殷华GⅡA型快速成型机喷嘴温度默认值为240℃,在实际加工中,制品成型前需对喷嘴进行升温与清洗,通过试件成型时的温度设置及试验,得到不同的试验结果。GⅡA型成型材料为ABS B601,为了节约材料,选择8件20 mm×10 mm×5 mm长方体作为试验件对象,经过加工后不同长方体试件表面粗糙度间的比较,得出喷嘴温度合理范围,如图5所示。
从图5中可知,成型的喷嘴合理温度范围区域是220~260℃,在这个温度范围内,制品的成型质量是正常的,实验表明,小于220℃时,成型丝材ABS难以融化,黏度加大,材料挤丝速度变慢,喷嘴容易发生堵塞,并且材料层面粘结强度降低,从而引起层间剥离,导致制品成型失败,大于260℃时,材料则偏向于液态,黏性系数变小,流动性强,挤出过快,无法形成可精确控制的丝,制品的表面粗糙度值较大,精细轮廓难以成型,甚至出现表面起皱和制作时材料“塌陷”现象。
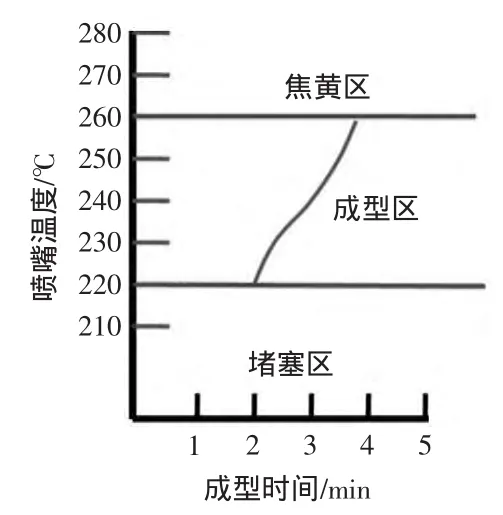
图5 喷嘴温度范围图
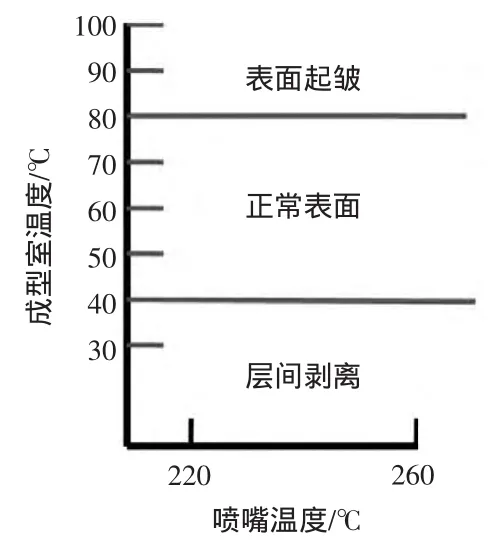
图6 成型室温度范围图
其次是成型室温度,它会影响制品的表面质量及热应力大小。殷华GⅡA型FDM快速成型机的成型室温度可调范围为30~100℃,因而需选择8件试件,鉴于此前已建好的三维模型,仍将20 mm×10 mm×5 mm的长方体作为试验样件,在成型室温度分别为30℃、40℃、50℃、60℃、70℃、80℃、90℃和100℃时成型,比较得出成型室合适温度范围,如图6所示。
从图6中可以看到制品成型时成型室的合适温度为40~80℃,若温度过高,虽然有助于减少热应力,但试件表面易起皱,粗糙度值变大;而温度过低,从喷嘴挤出的丝骤冷使成型制品热应力增加,容易引起试件翘曲变形,同样表面粗糙度值也变大。
4 结语
在FDM快速成型加工中,表面粗糙度影响着最终制品的质量,它们对FDM技术能否拓展到更多应用领域起着关键性甚至是决定性作用。本文针对目前FDM快速成型制品精度不高的情况,对影响FDM快速成型制品表面粗糙度的工艺参数进行了系统分析,通过试验研究了它们对制品的表面粗糙度的影响,实践证明,利用上述试验的结果能够很好地实现主要工艺参数的合理控制与设置的目的。
[1] 刘伟军.快速成型技术及应用[M].北京:机械工业出版社,2005:12.
[2] 莫建华.快速成型及快速制模[M].北京:电子工业出版社,2006:155.
