基于VERICUT的多重复合循环加工程序仿真
2015-05-07王晓升罗英丽
王晓升, 罗英丽
(中航工业郑州飞机装备有限责任公司,郑州 450005)
0 引言
随着现代数控技术的发展,数控车床已经被广泛应用。数控车削加工以精度高、形状复杂的回转体零件为主。加工过程中需要对毛坯进行多层车削,在编制数控程序时,为了简化程序,G70~G73等多重复合循环指令广泛应用,但是多重复合循环指令参数较多,编程思维过程复杂,编程人员需要认真核对参数并反复计算,确认程序正确。借助VERICUT仿真软件,进行多重复合循环加工程序仿真,可以模拟车削加工的整个过程,并得出最终加工结果,便于编程人员对程序调试,提高程序的编制质量。本文以FAUNC系统应用较为广泛的G71为例,在VERICUT软件仿真环境下对多重复合循环程序进行车削加工仿真,阐述车削仿真在多重复合循环程序编制中的可行性。
1 图纸分析及多重复合循环程序的编制
首先对零件图进行分析,图1所示零件粗实线加工部分由于形状复杂,毛坯余量较大,可以使用多重复合循环指令编制程序。程序代码可以使用G71外圆粗加工循环,切除棒料大部分加工余量,然后选择G70代码进行车削精加工,切除粗加工中留下的余量。
1)车削多重复合循环指令的分析(G71)。G71为外圆粗加工循环,用于切除棒料毛坯的大部分加工余量。格式为:

指令中各参数的含义:△d为切深(半径值),该量无正负号;e为退刀量;ns为指定精加工路线的第一个程序段的顺序号;nf为指定精加工路线的最后一个程序段的顺序号;△u为X方向上的精加工余量(直径值);△w为Z方向上的精加工余量。
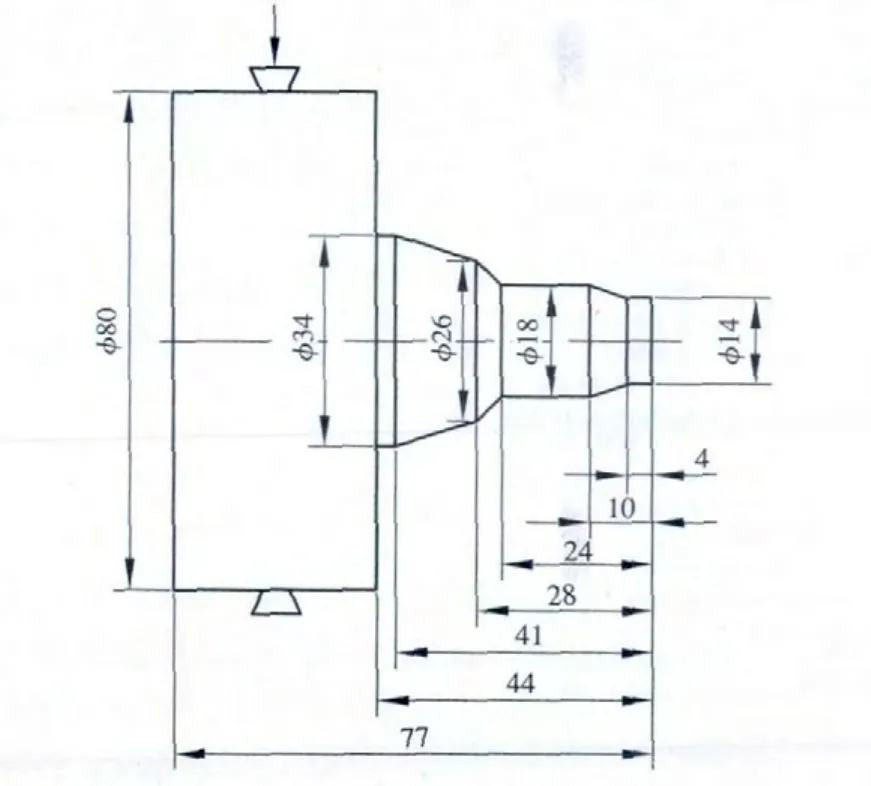
图1 零件图
2)刀具的选择。使用带有80°菱形刀片的镶片车刀加工。
3)编程原点的确定。选择零件右端面中心位置为编程原点。
4)多重复合循环程序编制。
N100 G50 X50 Z50 T0101 (选择1号刀具并指定工件坐标系)
N101 S500 M04 (转速500,启动主轴反转)
N102 G00 X80 Z2M8; (快速移动到刀具起始位)
N103 G71 U0.5 R0.05; (X方向切深为0.5;退刀量为0.05)
N104 G71 P105 Q111 U0.2 W0.1 F0.2;(循环体程序从第105段至111段,X方向的加工余量为0.2,其中0.2为直径值;Z方向上的精加工余量为0.1)
N105 G00 X14; (多重复合循环程序)
N106 G01 Z-4 F0.1;
N107 X18 Z-10;
N108 Z-24;
N109 X26 Z-28;
N110 X34 Z-41;
N111 Z-44;
N112 G70 P105 Q111; (精加工复合循环程序,当用G71粗加工完毕后,用G70代码指定精加工循环,切除粗加工中留下的余量)
N113 G00 X100 Z100T0101M09;
N114M05;
N115 M30; (程序结束)
2 仿真步骤及环境的建立
通过运行VERICUT 7.2版软件,建立多重复合循环的仿真环境,具体步骤如下。
2.1 多重复合循环的仿真步骤
1)建立车床模型、刀具模型及添加操作系统;2)定义零件及毛坯三维模型;3)确定编程坐标系;4)进行仿真,对多重复合循环程序模拟运行;5)使用VERICUT仿真过程零件质量检测工具,分析零件设计模型与仿真切削模型数据,确定程序的正确完整,并对程序进行修改与完善。
2.2 建立仿真环境
1)建立与现实环境相同的机床及机床操作系统。如图2所示,本次仿真过程,在项目树中添加软件自带的三轴车床模型文件(路径D:CGTech rainingconfigure_tailstock.vcproject), 控制系统添加软件自带的FUNC系统(路径 D:CGTechlibraryfan30im.ctl)。
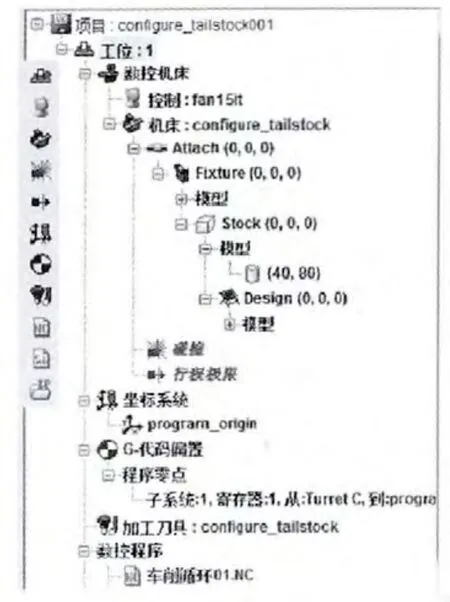
图2
2)在VERICUT软件中建立毛坯模型。设定参数高Z 80,半径 40。
3)建立刀具库。根据多重复合循环程序中使用的刀具,在刀具管理器中建立使用的刀具及刀架,其设置包括车刀刀片、刀柄、刀具装夹点在刀塔的位置等参数。

图3
4)确定加工坐标系并对刀。如图3,在坐标系统选项,设定加工坐标系为毛坯的右端面。在G-Code Settings中设置对刀方式,实现刀具的驱动。车削加工中,对刀方式的设置一般为从TUrretC到Programe_origin。
5)添加多重复合循环程序。
3 多重复合循环程序的仿真及调试
3.1 仿真加工
如图4所示,对多重复合循环程序进行仿真。编程人员通过信息选项下的数控程序选项,对程序进行预览、单段仿真,在仿真界面上确定每一段程序所对应刀具运行点位。
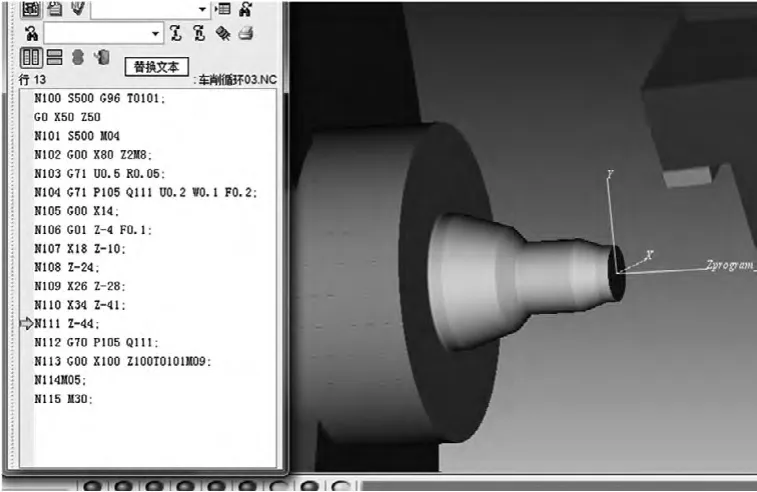
图4
3.2 仿真结果质量测量与多重复合循环程序的完善
通过仿真环境得出的切削模型与三维设计模型数据进行比较。在分析选项下的自动比较选项对话框中,比较方式选择“过切”,过切检查值为0.1,超差颜色为红色。图5为进行程序调试时发生的过切。通过VERICUT仿真结果质量测量功能,可以迅速地判断出问题程序段,编程人员对问题进行分析,解决程序编制中存在的问题。

图5
4 结语
本文介绍了VERICUT7.2版仿真软件对多重复合循环程序的仿真。在仿真环境下模拟现实加工,得出加工结果,并对加工过程及结果进行质量测量分析,判断零件的加工质量。通过VERICUT仿真,编程人员可以提高多重复合循环程序的编制效率,在生产实践中具有重要意义。
[1] 杨胜群.VERICUT数控加工仿真技术[M].2版.北京:清华大学出版社,2013.
[2] 李郝林,方键.机床数控技术[M].北京:机械工业出版社,2000.
