CEFR一回路冷阱更换过程中的钠钾合金灌装
2015-05-04王荣东王景春禹春利徐永兴杜海鸥
王荣东,王景春,禹春利,徐永兴,谢 淳,杜海鸥,赵 迅
(中国原子能科学研究院 快堆研究设计所,北京 102413)
CEFR一回路冷阱更换过程中的钠钾合金灌装
王荣东,王景春,禹春利,徐永兴,谢 淳,杜海鸥,赵 迅
(中国原子能科学研究院 快堆研究设计所,北京 102413)
介绍了中国实验快堆(CEFR)一回路2#冷阱更换过程中的钠钾合金灌装方案,灌装回路的设计、建造及调试,灌装过程安全防护措施和废钠钾合金的处理,并向CEFR备用冷阱内灌装447.4 kg钠钾合金,对废钠钾合金进行处理。结果表明,所采用的钠钾合金灌装方法、钠钾合金回路活接头冷冻拆卸技术、钠管道切割除钠技术、废钠钾合金处理方法安全可靠,人员安全防护措施得当。本文方法也可用于指导CEFR一回路1#冷阱的更换。
冷阱;钠钾合金;灌装
中国实验快堆(CEFR)一回路中的260 t钠采用一回路冷阱来净化。当冷阱工作时,冷阱内钠的热量通过容器壁传给夹套内的钠钾合金,进而传给有机冷却剂。一回路钠具有放射性,钠中大部分活化产物和裂变产物沉积在一回路冷阱中。一回路有两个冷阱,其中2#冷阱为自主设计,其容积为2.3 m3。2#冷阱夹套内盛装380.9 kg钠钾合金,钠钾合金中钾占55%、钠占45%,该合金的熔点为11 ℃[1]。本文对钠钾合金灌装的工艺和方法进行研究,设计和安装相应的钠钾合金灌装回路,并制定周密的人员安全防护措施,对拆除的钠钾合金管线进行安全处理。
1 灌装方案
图1为一回路冷阱的结构示意图,钠钾合金放置于冷阱夹套内。

图1 冷阱结构示意图Fig.1 Structure diagram of cold trap
一回路2#冷阱的夹套内一直充有氩气保护,因而其夹套内的钠钾合金无污染,可继续用于备用冷阱,作为备用冷阱的中间传热剂。经计算,备用冷阱夹套内可容纳447.4 kg的钠钾合金,而待更换的2#冷阱内只有380.9 kg钠钾合金,还需补充66.5 kg钠钾合金,因此,钠钾合金的灌装分两阶段进行:第1阶段,2#冷阱中的钠钾合金向备用冷阱灌装;第2阶段,新增66.5 kg钠钾合金的灌装。
1.1 第1阶段灌装方案
对钠钾合金第1阶段的灌装设计了2种方案。
1) 方案1
将2#冷阱拆除后和备用冷阱一起布置在135工艺间,现场配做管线,建立2#冷阱至备用冷阱的灌装回路,然后采用正压压差方法将2#冷阱夹套内的钠钾合金充灌到备用冷阱夹套内。
2) 方案2
2#冷阱不拆除,将备用冷阱运输至501大厅靠近2#冷阱位置,现场配做管线,建立灌装回路后,采用正压压差方法将2#冷阱夹套内的钠钾合金充灌到备用冷阱夹套内。
2#冷阱布置在340/2工艺间,其夹套与钠钾合金灌装系统连接,其中,夹套上部的钠钾合金与氩气边界阀布置在房间东侧靠墙的位置。为保护2#冷阱夹套内的钠钾合金不受污染,在2#冷阱拆除吊装时要求边界阀必须随2#冷阱整体移出,而2#冷阱吊装通道的直径约为1 800 mm,边界阀的位置远超出了吊装通道的范围,无法随冷阱整体移出,因此采用方案2。
1.2 第2阶段灌装方案
对钠钾合金第2阶段的灌装设计了3种方案。
1) 方案1
备用冷阱布置在501大厅,现场配做1#冷阱至备用冷阱的管线,建立灌装回路后,采用正压压差方法将1#冷阱夹套内的部分钠钾合金(66.5 kg)充灌到备用冷阱夹套内。
2) 方案2
从北京化工四厂购买金属钾,利用钠钾合金制备回路生产制备66.5 kg钠钾合金,分2次充灌至钠钾合金运输罐内(简称运输罐),运输罐容积为0.08 m3,有效钠钾合金容积为0.06 m3。将运输罐运输至501大厅,与备用冷阱的钠钾合金管线连接,采用正压压差方法将运输罐内的钠钾合金充灌到备用冷阱夹套内,需充灌2次。
3) 方案3
将运输罐布置在340/2工艺间2#冷阱的钢平台上,运输罐下放置台秤,现场配做1#冷阱至运输罐的钠钾合金管线。建立灌装回路后,采用正压压差方法将1#冷阱夹套内的66.5 kg钠钾合金分2次充灌到运输罐内,通过台秤计量重量。然后将运输罐拆卸吊装至501大厅,与备用冷阱连接,用正压压差方法将运输罐内的钠钾合金充灌到备用冷阱夹套内,需充灌2次。
1#冷阱夹套内装有1个触点式液位计,该液位计探针长度固定,只能测量高液位,不能连续测量钠钾合金液位,因而,方案1不能计量充灌的钠钾合金质量。金属钾属于危险化学品,不易采购,且唯一生产金属钾的北京化工四厂钾生产装置处于停运检修状态,若恢复生产,需较长时间,因此,方案2无法满足快堆更换冷阱的进度要求。综上所述,选用方案3作为第2阶段新增66.5 kg钠钾合金的灌装方案。
2 钠钾合金灌装回路设计与安装
根据钠钾合金灌装方案,设计了3个钠钾合金灌装回路。图2示出2#冷阱向备用冷阱灌装工艺流程图。该回路由2#冷阱、备用冷阱、真空泵、氩气瓶、阀门、氩气系统、抽真空系统等组成。图3示出1#冷阱向运输罐灌装工艺流程图。图4示出运输罐向备用冷阱灌装工艺流程图。上述系统流程设计具有以下特点:1) 通过抽真空和氩气系统,可实现对备用冷阱夹套及运输罐的抽真空和氩气置换功能,满足钠钾合金充灌要求;2) 氩气管线设有排气口,可实现对备用冷阱夹套和运输罐压力的超压排放功能;3) 氩气管线设有取样口,可实现对备用冷阱夹套和运输罐气体的取样分析功能;4) 钠钾合金管线与边界阀采用活接连接,方便钠钾合金管线的拆卸和运输;5) 钠钾合金管线不设电加热和保温。
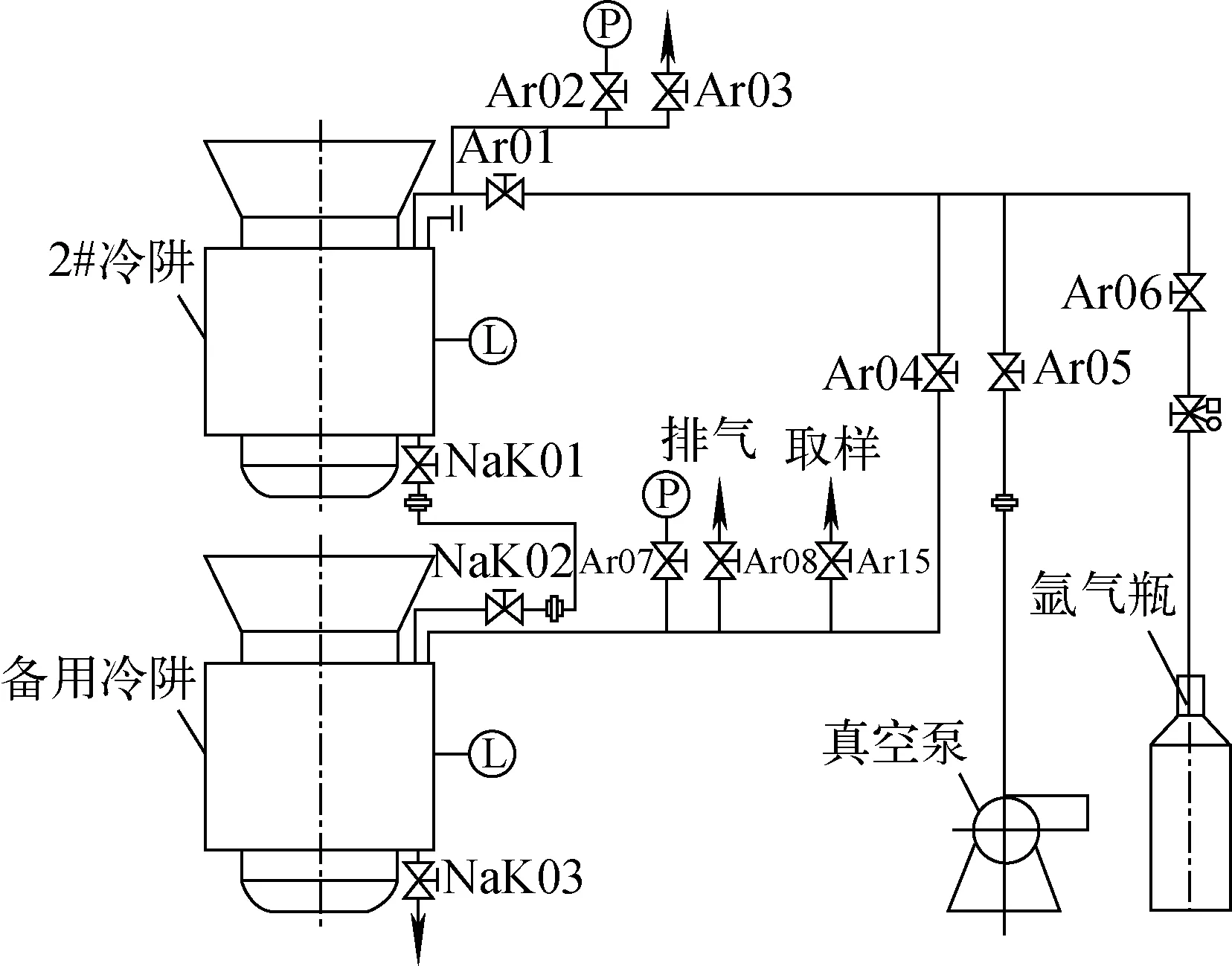
图2 2#冷阱向备用冷阱灌装工艺流程图Fig.2 Schematic diagram on NaK filling process from 2# cold trap to backup cold trap
钠钾合金灌装回路安装过程中,考虑了以下关键技术。
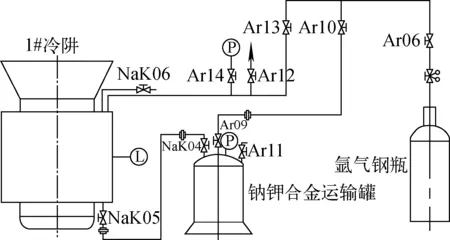
图3 1#冷阱向运输罐灌装工艺流程图Fig.3 Schematic diagram on NaK filling process from 1# cold trap to transport tank
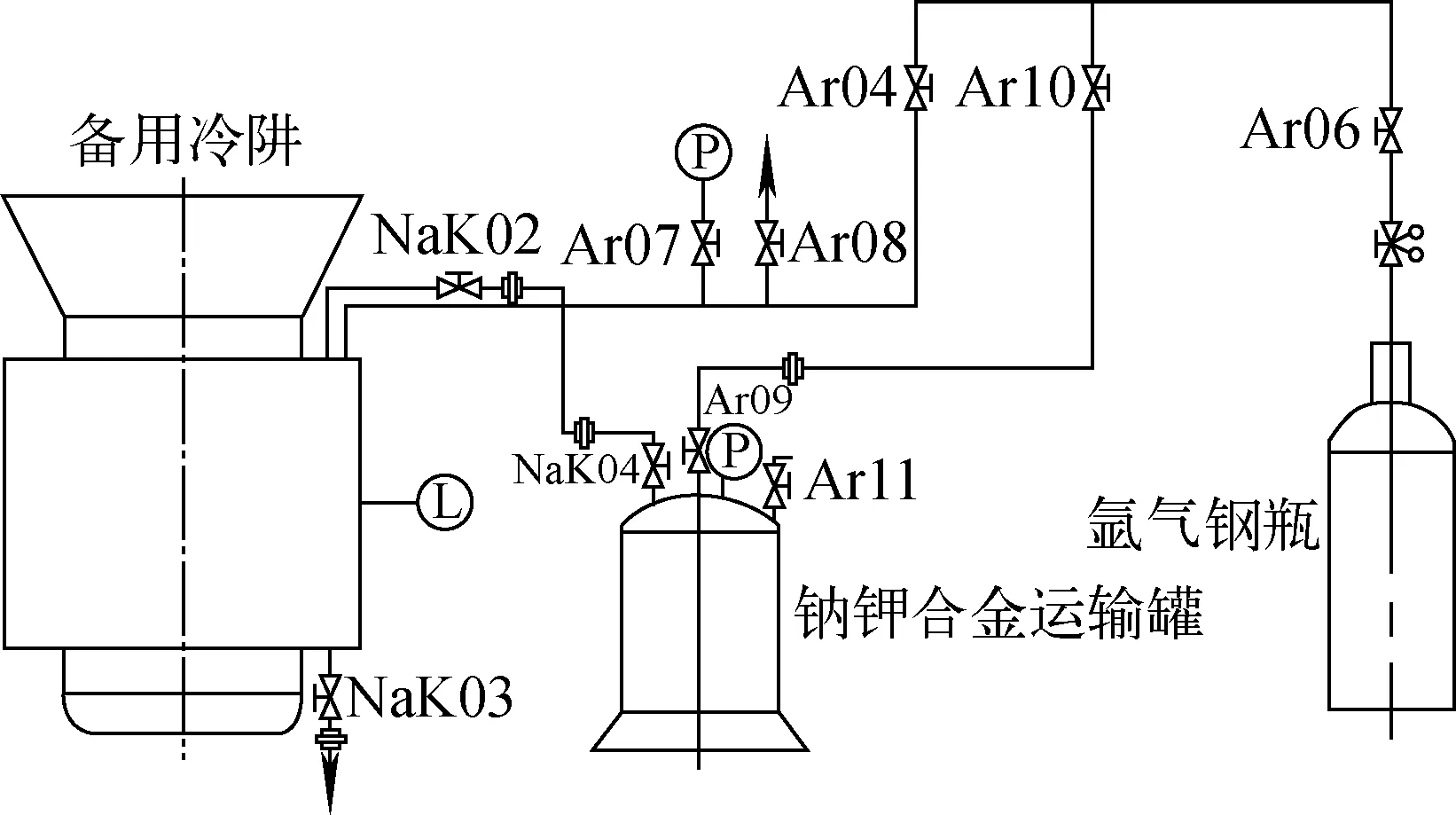
图4 运输罐向备用冷阱灌装工艺流程图Fig.4 Schematic diagram on NaK filling process from transport tank to backup cold trap
1) 备用冷阱夹套下部的接管为球锥面密封的活接结构,端部用死堵封死。由于一回路冷阱具有放射性,而活接结构存在泄漏的可能性,为保证密封的可靠性,在回路建造时把原接管由活接结构改成焊接结构。
2) 由于钠阀门无压力试验报告,为保证阀门安全可靠,对备用冷阱选用的2台钠阀和1台仪表阀进行了打压试验,试验结果均合格。
3) 由于管线中可能含有灰尘、油污等杂质,为避免管线对钠钾合金的污染,要求管线安装前必须用白纱布蘸丙酮清洗,以白纱布擦洗后不改变颜色为合格。另外,活接头也必须用丙酮清洗。
4) 焊缝探伤备用冷阱为核安全二级设备,其边界阀内的管线焊缝必须探伤,探伤合格后才可进行系统打压试验。
3 钠钾合金灌装回路调试
3.1 系统气密性试验
1) 试验压力的确定
2#冷阱底部距备用冷阱钠钾合金入口的管道高度为10 m,钠钾合金在50 ℃时的密度为890 kg/m3。经计算,此时管道的压力降为0.09 MPa。因此,备用冷阱夹套及运输罐检漏采用0.2 MPa的试验压力是满足工艺要求的。
2) 气密性试验
气密性试验按图5所示的压力试验曲线进行。保压期间用惰性气体检漏仪对系统所有焊接接头和连接部位进行泄漏检查,如有泄漏,泄压维修后重新打压试验。检漏时,应使用经检定合格的压力表,压力表量程为试验压力的1.5~3倍,压力表精度不得低于1.6级。气密性试验的合格要求为系统的泄漏率小于0.1%/h。

图5 压力试验曲线Fig.5 Test curve of pressure
系统泄漏率计算公式[2]为:
式中:A为单位时间的泄漏率,%/h;p初、p终为最初和最终试验的绝对压力,MPa;T初、T终为最初和最终试验的绝对温度,K;t为总的试压时间。
3.2 抽真空及氩气置换试验
抽真空及氩气置换是利用真空泵将备用冷阱夹套和运输罐内的空气抽出,再充入氩气至常压,然后再抽出不纯气体,充入氩气,这样反复数次直至冷阱夹套和运输罐内气体纯度合格。
备用冷阱夹套和运输罐内氩气指标要求为氧含量≤50 μg/g、水含量≤50 μg/g,用普通氩气置换,每次抽空的真空度小于133 Pa,经估算,需抽真空置换4~5次。
3.3 气体取样分析
利用氧分析仪和水分析仪进行备用冷阱夹套和运输罐内氩气中的水、氧含量分析,分析结果列于表1。由表1可见,钠钾合金运输罐及冷阱夹套内杂质水、氧含量满足要求。

表1 氩气中水、氧含量的分析结果Table 1 Analysis results on water and oxygen contents in argon
4 钠钾合金现场灌装
2#冷阱向备用冷阱的灌装步骤如下:1) 开阀门Ar08、Ar07,将备用冷阱夹套内的压力降低至0.02 MPa,检查并关闭所有阀门;2) 开氩气瓶,开气阀Ar06、Ar01和Ar02,将2#冷阱夹套内压力充至0.15 MPa,关闭气阀Ar01;3) 开钠阀NaK01、NaK02,钠钾合金流入备用冷阱夹套内,在充灌过程中,通过调节阀门Ar01、Ar08,保持2#冷阱夹套内压力为0.15 MPa,备用冷阱夹套内压力为0.02 MPa,压差为0.13 MPa;4) 当出现两台冷阱夹套压力迅速达到平衡,同时管道内伴有气流声等现象时,判断为钠钾合金全部转移到备用冷阱夹套内,关闭钠阀NaK01、NaK02。
1#冷阱向运输罐的灌装步骤如下:1) 确定运输罐液位计工作是否正常;2) 开氩气瓶,开气阀Ar06、Ar13、Ar14,将1#冷阱夹套内压力充至0.1 MPa,保持恒定压力;3) 打开阀门Ar11,将运输罐压力调至0.02 MPa后关闭Ar11;4) 打开钠阀NaK05、NaK04,钠钾合金流入运输罐内,在充灌过程中,通过调节阀门Ar13、Ar11,保持1#冷阱夹套内压力为0.1 MPa,运输罐内压力为0.02 MPa,压差为0.08MPa;5) 当运输罐高液位报警时,迅速关闭钠阀NaK05和NaK04。
运输罐向备用冷阱的灌装步骤如下:1) 将运输罐运至501大厅,在运输罐下放置台秤;2) 在氩气保护下,将运输罐与钠钾合金管线和氩气管线连接好;3) 记录台秤初始重量;4) 开氩气瓶,开阀门Ar06、Ar10、Ar09,将运输罐压力充至0.1 MPa,保持压力恒定;5) 开Ar08,将备用冷阱压力降至0.02 MPa后,关闭Ar08;6) 打开钠阀NaK02、NaK04,钠钾合金流入备用冷阱夹套内,在充灌过程中,通过调节阀门Ar08、Ar09,保持运输罐内压力为0.1 MPa,备用冷阱夹套内压力为0.02 MPa,压差为0.08 MPa;7) 第1罐灌装时,在运输罐低液位报警时关闭所有阀门,记录台秤重量,计算出已灌装重量和还需要灌装重量,第2罐灌装时,在灌装重量达到计算值时迅速关闭阀门NaK02、NaK04。
5 钠钾合金回路的拆卸
回路的拆卸采用气体反吹排空管路法和液氮冷冻活接头拆卸的关键技术。
5.1 气体反吹排空管路法
气体反吹排空管路法是将备用冷阱夹套的压力升至0.1 MPa,2#冷阱及运输罐的压力泄放至0.02 MPa,通过压差把回路内残留的钠钾合金反吹至2#冷阱和运输罐内,从而排空管线。反吹后,还必须将钠钾合金管线的压力泄放至微正压。
5.2 钠钾合金回路的活接头拆卸
为了保证钠钾合金回路的活接头安全拆卸,至少要保证活接头处的钠钾合金冷冻成固体。本文采用液氮作为冷却剂。液氮为无色、无臭的压缩液体,熔点为-209.8 ℃,沸点为-195.6 ℃。少量的液氮会气化成大量的氮气,同时强烈吸热,使接触物瞬间冷冻。对于钠钾合金回路冷冻的关键是确定冷冻部位、冷冻程度、每次液氮用量及如何操作。
对活接头两侧20 mm处的钠钾合金管线实施液氮冷冻,如图6所示,A、B两点为液氮冷冻点,每次液氮用量为10 g,实施时间为5 min,此时A、B两点温度约为-30 ℃。管线冷冻点附近及活接头处的钠钾合金均处于固态,采用球锥面密封设计的活接头也不会出现因冷冻过度而出现咬死的现象,保证了活接头的安全拆卸。

图6 钠钾合金管线活接头拆卸示意图Fig.6 Schematic of dismounting NaK alloy pipe fittings
6 安全防护措施
钠钾合金灌装时的安全防护措施如下:1) 501大厅的冷阱吊装通道口设置围栏,防止人员坠落;2) 清理钠钾合金灌装工作区的杂物,不能有水和任何可燃物;3) 冷阱进行氩气置换过程中,操作人员身上配备氧计,当氧计报警时,关闭相关阀门,人员迅速离开房间;4) 在充灌过程中,所有操作人员应穿戴专用防护器具,包括防火服、防火鞋、带面罩的安全帽、口罩及防火手套等;5) 现场配备碱金属防护药品;6) 现场配备手提式灭火器和灭火剂盒;7) 在发生小规模钠钾合金泄漏、没有人员伤亡的情况下,技术人员自行解决现场问题,当发生大规模钠钾合金泄漏时,按《中国实验快堆碱金属事故应急救援预案》执行。
7 结论
1) 通过对CEFR备用冷阱447.4 kg钠钾合金的灌装,充分证明了本文所采用的钠钾合金灌装方案和灌装工艺及安全防范措施切实可行。
2) 本文所采用的气体反吹排空管路法和液氮冷冻活接头的拆卸技术确保了钠钾合金灌装操作的安全实施。
3) 本文所采用的技术和方法可用于指导CEFR一回路1#冷阱的更换。
[1] 《快堆研究》编辑部译. 钠,钠钾工程手册[M]. [出版地不详]:[出版者不详],1986.
[2] 张竞. 精馏操作知识问答[M]. 北京:化学工业出版社,1980.
NaK Filling Technology in Cold Trap Replacement Process of CEFR Primary Loop
WANG Rong-dong, WANG Jing-chun, YU Chun-li, XU Yong-xing,XIE Chun, DU Hai-ou, ZHAO Xun
(ChinaInstituteofAtomicEnergy,P.O.Box275-34,Beijing102413,China)
The 2# cold trap replacement scheme in the primary loop of China Experimental Fast Reactor (CEFR) was introduced, including the design, construct and commissioning of the filling loop, the protective methods for safety in the filling procedure and the disposal of NaK waste. Filling of 447.4 kg NaK into the backup cold trap of CEFR and disposal of the waste NaK were completed successfully and safely. The results show that the method of filling NaK, the freezing and disassembling technique of the NaK loop connector, the cutting and sodium removing technology for the sodium pipes and the treatment for NaK waste are reliable and safe. Additionally, the protective measures for the safety of operators are suitable. Moreover, the technology introduced in the paper is applicable for the replacement of the 1# cold trap in the primary loop of CEFR.
cold trap; NaK; filling
2014-03-18;
2014-10-22
王荣东(1983—),男,黑龙江七台河人,工程师,从事钠火消防系统的设计与研究
TL43
A
1000-6931(2015)07-1285-05
10.7538/yzk.2015.49.07.1285