数控立式磨床磨头精度修复
2015-04-29袁志刚罗永铭余志良
袁志刚 罗永铭 余志良

摘要:磨头是磨床的最为重要的部件,磨头的装配质量将直接影响磨床的加工精度、工作效率和轴承的使用寿命,通过对磨床MG28100的磨头进行拆检,并对轴承进行调整,利用专用工装确定轴承隔圈厚度和预紧力,解决了磨床磨头发热和振动问题,延长了轴承使用寿命,为公司节约了修理成本。
关键词:数控立式磨床;角接触球轴承;径向跳动;发热
1.问题提出
磨床型号为MG28100立式数控磨床,主要用于飞轮法兰和薄壁锥套外圆和内孔一体磨削加工。机床在工作5~10min后,主轴有发热的现象,并产生振动和噪声;在磨床磨削内外圆时,加工的工件表面有波纹,工件圆度,圆柱度均超差,在加工薄壁内孔时表面粗糙度超差,达到Ra0.6以上,圆度超差0.01以上,加工出的零件精度不符合技术要求,无法满足生产的需要。因此公司组织维修人员对其进行修复。
2.磨头故障分析
要找出磨床的故障首先要了解磨头的结构,通过查阅技术资料,磨床磨头的结构为如图一所示,磨头前端有两只轴承,型号为7212CD,两只轴承同向布置,中间有内外隔圈;后端轴承为一组两个轴承组成,其型号为7212CD,并且后端轴承用均匀布置的弹簧顶住,磨头前后两端轴承均用专用螺母进行锁紧。
图一 磨头结构
其工作原理是:成对使用的轴承7212CD,用内外隔圈消除轴承的间隙,达到成为一个轴承的作用,并且可以增加磨头的承载能力,用均匀布置的弹簧顶住轴承套,使磨头前后端轴承外圈始终受弹簧的推力作用,达到预紧作用。了解了磨床磨头结构,在对机床进行拆解前,先对磨床的几何精度进行测量,为后续的维修提供依据。通过对加工工件的情况和测量结果进行分析,即零件磨削表面出现波纹和精度超差。
3.内、外隔圈厚度的确定
通过分析可知通过弹簧使轴承获得一定的预紧力,再配合适当厚度的内、外隔圈,就能消除轴承的游隙,对于由于轴承磨损使得轴承预紧力及内外隔圈厚度不足,使得磨头在工作时产生轴向窜动和振动的故障,可以通过调整内、外隔圈的厚度的办法来解决磨头窜动的故障[1]。
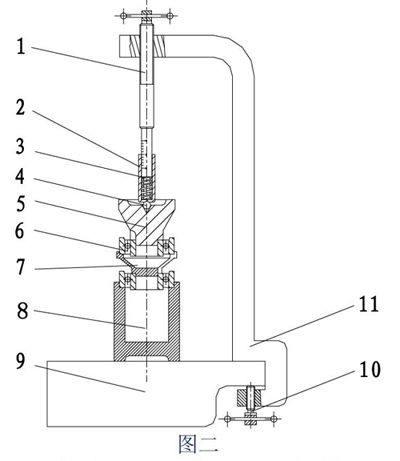
磨床磨头装配的轴承为角接触球轴承,是同向成对使用的,安装在轴的一个支承上,同时承受径向载荷和轴向载荷,并且通过轴向内环或外环来调整轴承本身的间隙并实现预紧,为了消除轴承间隙,必须精确的测量出轴承的游隙,从而准确的确定内、外隔套的厚度。传统的方法选用压块作为轴承预压力,维修人员通过感觉判断内、外隔套需要研磨的量,并且要经过几次拆装,反复研磨才能使内、外隔套达到消除轴承游隙的目的,操作比较繁琐,效率较低。为了简化操作,提高效率,本文中将配对使用的两个轴承按外环薄边向下的串联排列装入专用夹具中如图二所示,转动调整螺杆调整弹簧的预紧力,预紧力的大小根据转速大小及轴承内孔直径的大小进行选择,转速越大,轴承内孔直径越大,选用的预加载荷越大,反之越小[1][2],使弹簧产生的压力正好等于轴承的消隙力矩,然后用杠杆千分表测定内环端面之间的尺寸和外环端面之间的尺寸,每相间隔测定一次,取其平均值,内、外隔套的厚度差为,当 时,在内隔套上磨去,反之,从外隔套上磨去,隔套在使用过程要配对测量,配对研磨,装配时注意保证轴承的方向一致,避免装反。
图二
- 调整螺杆;2—套筒;3—压缩弹簧;4—钢球;5—压轴;6—轴承;7—支撑架;8—底座;9—钳工台;10—固定螺杆;11—支架
根据MG28100磨床的轴承型号轴承内径较大,转速较高,由参考文献[1][2]可知,选用的预紧力为16Kg,因此,调整调整螺杆到16Kg大小的刻度,然后用杠杆百分表测得内环端面之间的平均, 外环端面之间的平均尺寸,,因此,将外隔圈上均匀研磨去0.03mm,同时保证隔圈厚度的平行度0.0025mm,然后将磨好的隔圈进行清洗。
4.磨头的装配与检验
在对磨头进行装配前先将所有零件用煤油或汽油进行清洗,并且在清洗时不能打乱调整游隙时的顺序;将轴承放入油箱中并缓慢均匀加热到到之间,轴承受热后在用专用工具将轴承装入轴中,在装配过程中不能用手锤敲打,以免损坏轴承和轴颈。采用定向装配法装配轴承,将轴承内圈的径向跳动最高点与轴的径向最低点对应,所有轴承外圈径向跳动最大点装在同一直线上,以提高轴承的装配精度;调整好磨头前后两端专用锁紧螺母和弹簧的预紧力,装好轴承后,将绿豆大小的锂基润滑脂滴到每颗钢珠上,在旋转轴承外圈以使润滑剂均布。
将磨床磨头装好后对磨头精度进行检验。用手缓慢旋转主轴时振动感和不均匀感消失,测得主轴前端径向跳动为0.004mm,端面跳动为0.003 mm,轴向窜动为0.0015mm,静态测量精度以达到机床工作要求。開机对磨头进行试车,再对磨头精度进行检测,各项结果与静态检测结果一样,磨头温度不超过室温18℃,达到要求。再开机对零件进行加工,加工精度达到要求。
5.总结
通过对数控立式磨床磨头故障进行分析,确定磨头主轴维修方法,改进传统的关于磨床磨头主轴轴承游隙测量调整方法,运用专用工装测量主轴游隙,简化了操作过程,提高了维修效率,成功排除了数控磨床主轴故障,节约了维修成本。
参考文献:
[1]张景云.滚动轴承磨头的维修知识[J],设备维修,1984.04.
[2]杨钟胜.内圆磨头的修复与调试[J],机械制造,1988.11.
作者简介:
袁志刚(1973—),男,江苏常州人,中国南车首席技能专家,高级技师,研究方向:机车车辆设备。