双轴镗床镗杆改造研究与应用
2015-04-24杨瑞金
尹 萍 王 会 杨瑞金
(潍柴动力股份有限公司,山东 潍坊 261041)
为优化产品结构,提高产品质量,需将小止推机体换为大止推机体,为此,机体止推面直径较原尺寸需增大3.1 mm,为此,相应的加工设备及工艺需随之调整。一号工厂所有双轴镗床现只能加工小止推机体,所有设备分属3 个设备厂家,分别为瓦尔特、玛帕、高迈特,设备结构差异大,若切换大止推,全部专机需改造后方能实施。文章以加工三车间M8175 双轴镗床为例,详述改造过程。
1 主轴孔镗杆工作原理
双轴镗床为机体主轴孔、凸轮轴孔镗加工设备,机体止推面由主轴孔镗杆加工完成,因此所有改造均围绕主轴孔镗杆展开。
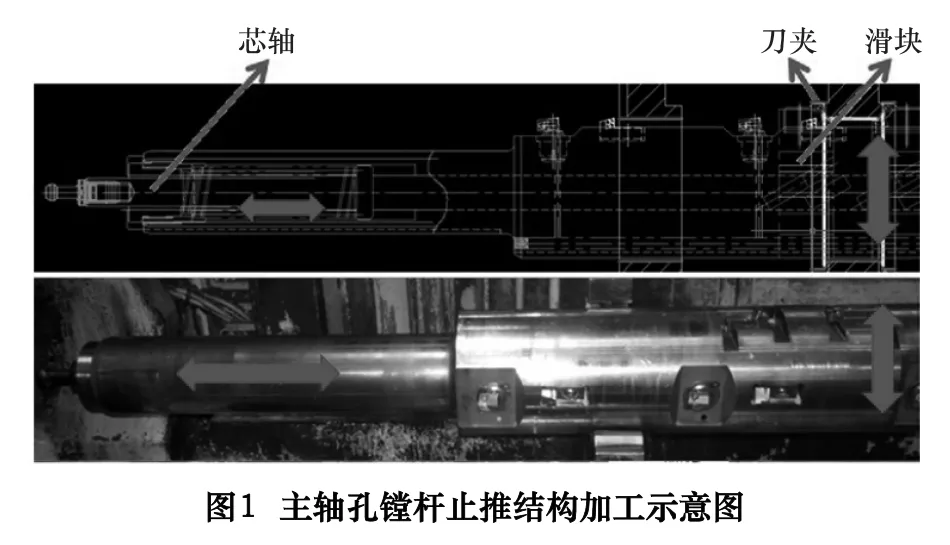
主轴孔镗杆止推加工机构由刀夹、滑块、芯轴、伺服电动机组成。加工方式为在主轴旋转过程中机床伺服系统拉动主轴镗杆内的芯轴,芯轴通过齿形结构和止推加工滑块连接,从而使芯轴的轴向运动转化为滑块的径向运动(控制加工直径),最终通过连接在滑块上的刀夹及刀片的旋转来完成止推面加工。如图1所示。
2 主轴孔镗杆改造实施
经分析,影响止推直径加工的主要因素有两个:
(1)止推加工刀夹的结构形式。
(2)镗杆芯轴的轴向运动行程,即芯轴轴向运动行程是通过滑块转化为刀夹的径向运动行程。不但要满足止推直径尺寸的变更要求,同时保证镗杆进刀、涨刀、退刀不与工件、夹具产生干涉。
2.1 止推加工刀夹及调整垫片改造
2.1.1 刀夹改造
因加工止推直径和加工止推倒角的刀片在同一刀夹上,要求止推直径加大而倒角不变,需设计制作新刀夹。为保证止推直径增大3.1 mm 的尺寸要求,将刀夹上止推面加工刀片至刀夹底部的距离由17.45 ±0.05 mm (小止推加工刀夹尺寸)调整为19 ±0.05 mm。
刀夹新制过程中,同时实现国产化,取代国外原装刀夹,单个刀夹成本降低约0.4 万元。
2.1.2 调整垫片改造
刀夹与镗杆之间存在调整垫片,该垫片的作用为:
(1)调整刀夹高度。
(2)刀夹调整更换频繁,该垫片可做为间隔,放置刀夹直接与镗杆接触,从而避免更换刀夹时对镗杆本体造成损伤。
刀夹高度增大1.55 mm,为防止退刀时刀夹与工装夹具干涉,需减小调整垫片高度。小止推加工时垫片高度为1.9 mm,综合考虑各方面影响因素,决定将垫片高度更改为1.2 mm,由此计算出大止推刀夹最高点至镗杆轴线的距离L 相较于小止推刀夹至镗杆轴线的距离要大0.85 mm,刀夹最高点高于镗杆本体0.1 mm(小止推刀夹最高点低于镗杆本体0.75 mm),为避免干涉,还需同时对芯轴轴向运动行程进行调整,从而调整刀夹的径向行程,即要保证刀夹涨刀时能满足大止推直径尺寸要求,还要保证退刀时刀夹最高点低于镗杆本体。
2.2 芯轴轴向运动行程调整
涨刀及退刀时芯轴轴向运动行程的调整可通过滑块高度的调整及芯轴运动控制程序来实现。项目组根据止推直径增大要求、刀夹高度、调整垫片高度、镗杆内滑块倾斜角度以及滑块调整高度,计算出镗床镗杆芯轴轴向运动需增大的行程L1,并通过涨刀试验,确定了行程增大L1后镗杆不会出现“拉脱”现象,即芯轴轴向运动行程调整可行,结果如表1所示。

表1 M8175 芯轴轴向运动行程调整调查表
2.2.1 调整镗杆内滑块高度
从如图1 所示主轴孔镗杆止推加工结构示意图中可以看出,为保证退刀时刀夹最高点低于镗杆本体,需降低滑块高度,根据滑块倾斜角度及刀夹缩短距离,计算出滑块高度减少0.09 mm。
2.2.2 调整芯轴运动行程
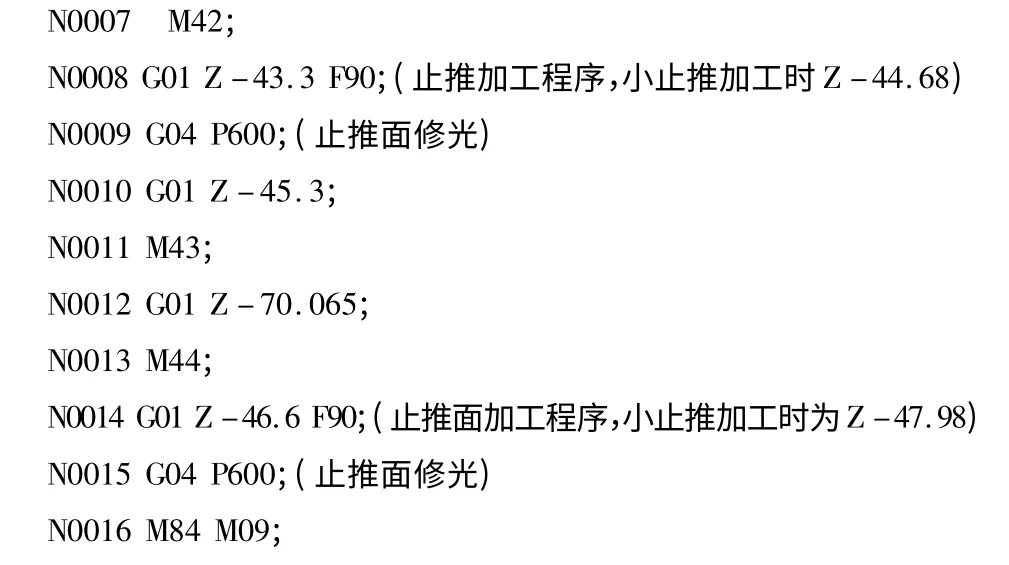
M8175 双轴镗床通过FANUC 数控程序控制镗杆及芯轴的进给,根据计算可以得出,芯轴轴向运动行程需增大的距离L1=(1.9 -1.2)/tan30° +0.17=1.382 mm,更改数控程序中z 值即可实现行程的调整。更改后的加工程序如下:
3 改造双轴镗专机,提高精加工尺寸稳定性
双轴镗床因运转年限较长,镗模轴承均存在或多或少的磨损情况,影响加工精度,因此决定在镗杆改造同时更换镗模轴承。镗模轴承采用角接触球轴承成对安装,由于轴承内圈与外圈之间存在一定的轴承间隙,为了提高传动轴的旋转精度和刚度,在安装轴承时,一般会在两个轴承之间使用中间隔套进行轴承预紧,即在安装过程中对轴承给予一定的轴向预紧力,使轴承内圈产生相对位移,从而消除游隙。因此需对中间隔套端面与轴承端面进行配磨,从而保证各镗模轴承间隙(要求0.009~0.012 mm)一致,提高导向套及镗杆回转精度,改善加工质量。
4 结语
通过对双轴镗床镗杆的改造,一号工厂准时、高效、保质地完成了大止推机体切换工作,满足市场需求,同时节省进口镗杆改造及新制、刀夹新制费用约500 万元,实现刀夹国产化,缩短改造周期2 个月。
[1]陆剑中,孙家宁.金属切削原理与刀具[M].北京,机械工业出版社.
[2]高元绪.WD618 柴油机气缸体总成预装配工艺分析[D].天津:天津大学.
[3]刘泽九.滚动轴承应用[M].北京.机械工艺出版社.2007.