Effect of cutting speed on residual stress of special coating during remanufacturing
2015-04-22SUNYewang孙椰望ZHANGJiaying张甲英ZHANGZhijing张之敬XUBinshi徐滨士
SUN Ye-wang (孙椰望), ZHANG Jia-ying(张甲英), ZHANG Zhi-jing(张之敬),XU Bin-shi(徐滨士)
(1.School of Mechanical Engineering, Beijing Institute of Technology, Beijing 100081, China;2.National Key Laboratory for Remanufacturing, Academy of Armored Forces Engineering, Beijing 100072, China)
Effect of cutting speed on residual stress of special coating during remanufacturing
SUN Ye-wang (孙椰望), ZHANG Jia-ying(张甲英)2, ZHANG Zhi-jing(张之敬)1,XU Bin-shi(徐滨士)2
(1.School of Mechanical Engineering, Beijing Institute of Technology, Beijing 100081, China;2.National Key Laboratory for Remanufacturing, Academy of Armored Forces Engineering, Beijing 100072, China)
To study the residual stress of the special coating at different cutting speeds, the cutting of FeAlCrBSiNb coating is analyzed with the finite element method (FEM) and experiment according to the coating characteristics. The CNC machine tool is used to cut the coating and the X-ray stress equipment is used to measure the residual stress of coating. The experimental and FEM results agree with each other. Also, the residual-stress coating depth is deeper and the residual stress of the coating surface is larger with increasing cutting speed. In addition, the residual stress of the coating surface is in the suppression state affected by axial residual stress and circumferential residual stress, and the residual stress of the deeper coating is in the tensile state based on the original state of arc spraying and cutting process.
coating cutting; arc spaying coating; residual stress; finite element method (FEM) analysis; experimental research
Nowadays, the remanufacturing special coatings such as crystal and amorphous coating[1-2]are widely used in the remanufacture industry. In this paper, FeAlCrBSiNb as a typical amorphous coating is studied. Moreover, coating wires can vary according to the environment and the diversity of technological requirements. Therefore, remanufacturing coatings possess unique material properties (such as wear resistance, corrosion resistance, proper hardness and density, etc.). Different from other coatings, the remanufacturing typical cored wire coatings integrate with pores and micro-granules (heterogeneous particles) in the spraying process, and the remanufacturing coating thickness is general less than 1mm. So there are special requirements in the cutting tool selection and machining process of the remanufacturing typical coatings[3-5].
In the process of coating part manufacturing, there are many spraying processes, and the coating residual stress of coating is induced by different cooling rates. The residual stress seriously affects the characteristics of coating part, such as wear, surface strength and fatigue properties[5-9]. Therefore, the analysis of the residual stress of coating for remanufacturing is becoming much more important during the coating cutting.
In this paper, the finite element method (FEM) of cutting model and the cutting experiment are used to study the residual stress of the inhomogeneous polycrystallin FeAlCrBSiNb coating at different cutting speeds.
1 Constitutive equations and cutting model of finite element cutting analysis
1.1 Constitutive equations
The cutting theory of coating for remanufacturing belongs to the classic cutting theory, and the cutting process is mainly affected by the cutting force and cutting temperature. In this paper, the Johnson-Cook cutting constitutive equation is chose to calculate the FEM model, and the equation can reflect the elastic and plastic deformation of workpiece under the condition of high temperature and high strain[6-7]. The Johnson-Cook cutting constitutive equation is shown as
[1-[(T-Tr)/(Tm-Tr)]m]
(1)
During the cutting process the J-C shear failure equation is used[7,10]. The shear failure equation is based on equivalent plastic strain in the integral point value, and the unit is failure when the failure parameter reaches 1.
1.2 FEM model of coating cutting
The FEM model of coating cutting is based on the structural characteristics of the coating part, and the structure should be simplified in the FEM model. The section structure of FeAlCrBSiNb coating part is shown in Fig. 1, which consists of coating, substrate (45 steel), interface, heterogeneous particles and aperture gap. The coating and substrate are bound by physical binding strength of about 50 MPa.
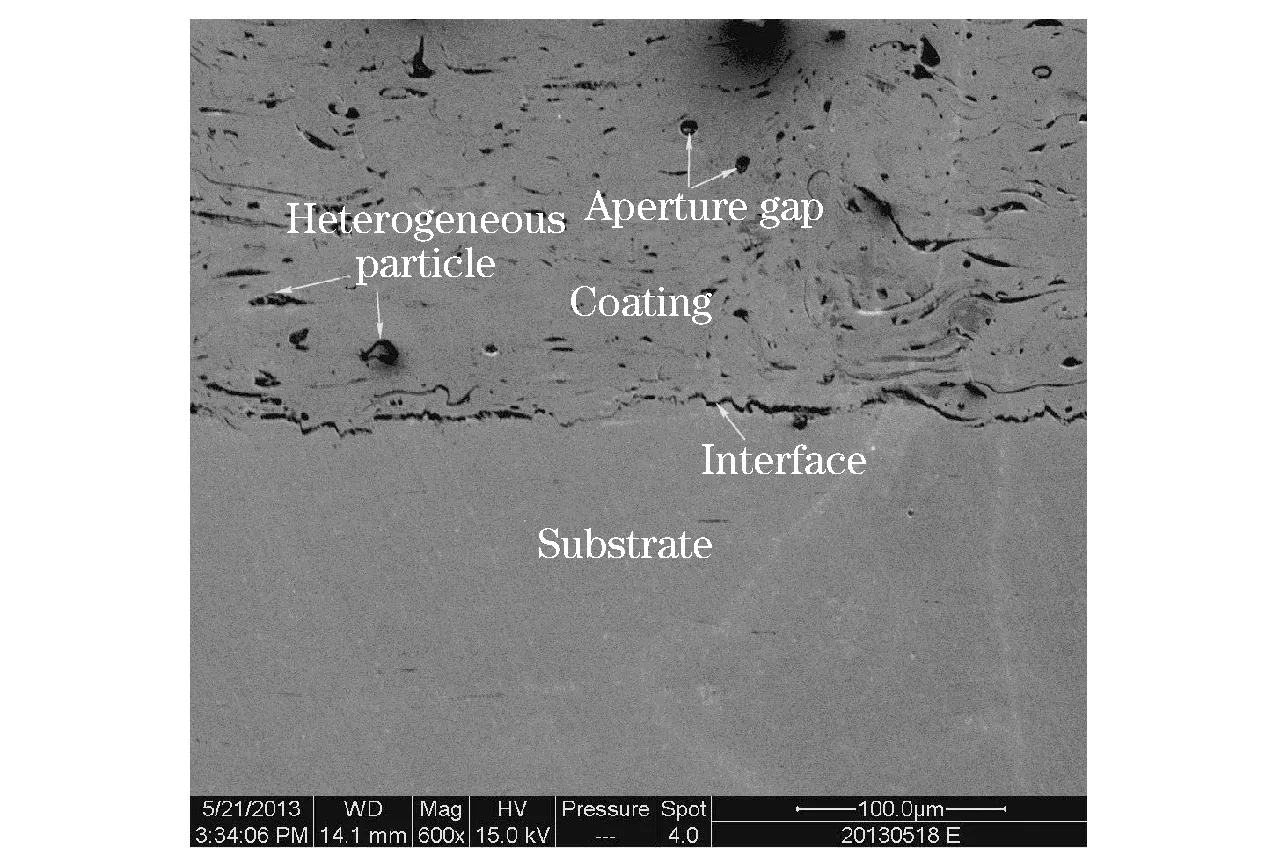
Fig.1 Section of FeAlCrBSiNb coating part
Fig. 2 shows the FEM coating cutting geometry model. The thickness is 0.7 mm according to remanufacturing spraying layer thickness, which mainly includes the thickness of chip layer 0.2 mm (cutting depth) and non-chip coating 0.5 mm. The coating cutting length is 3mm. The FEM tool model is according to the experimental physical vapor deposition (PVD) alloy tool with structural rake angle of 15°and flank angle of 6°.
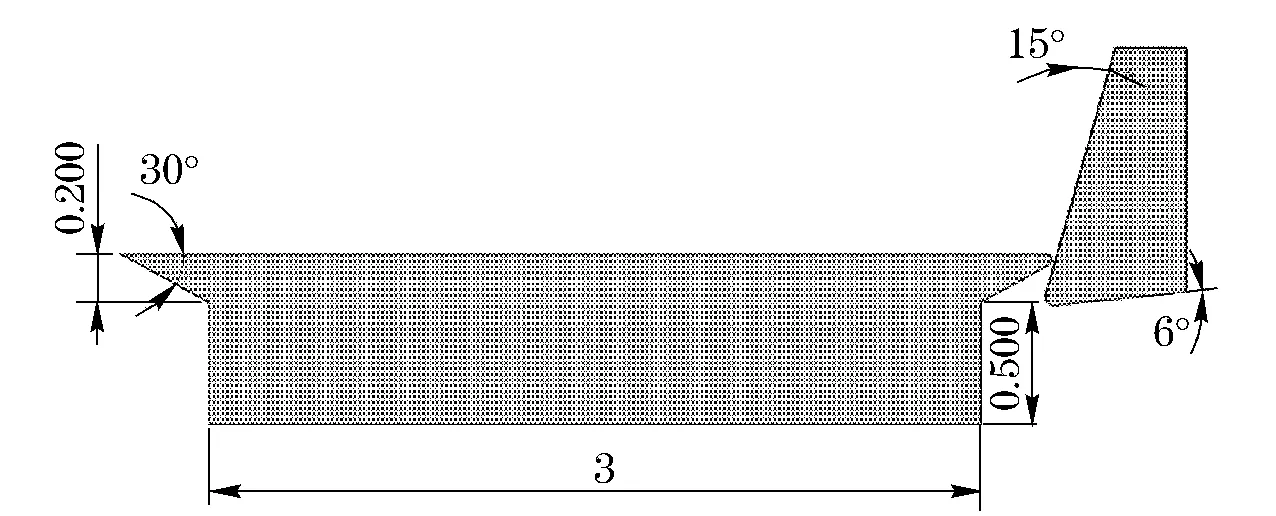
Fig.2 FEM cutting geometry model
According to the bonding strength (about 50 MPa) of the coating and substrate and the motion characteristic of workpiece and tool in the cutting process, the boundary constraint model is established as shown in Fig. 3. In the model, the FEM coating lower edge is defined as pre-stress 50 MPa, the cutting velocity is defined as the tool, and the coating edge is defined as fixed boundary on the both sides of non-chip layer region. In the meshing process, coupling aspect of cutting force and temperature and the FEM calculation time are taken into account, the chip layer and cutting transition layer is precision mesh, and the small effect zone affected by the cutting process is gradient mesh.
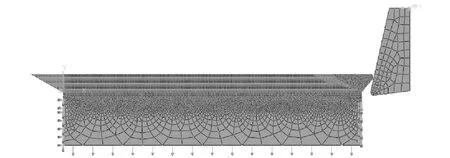
Fig.3 Pre-stress mesh modal of FEM coating cutting
Furthermore, according to Figs.1-2, the coating heterogeneous particles and aperture gap are simplified in the FEM model; and FEM calculation is based on the following assumptions: ① Tool is rigid, and only its friction and temperature conduction are considered. ② The microstructure and chemical change of material are ignored. ③ The machining material is isotropic. ④ The vibration of cutting tool and workpiece are ignored. The main physical parameters of FEM model is according to Tab. 1 and experimental parameters.
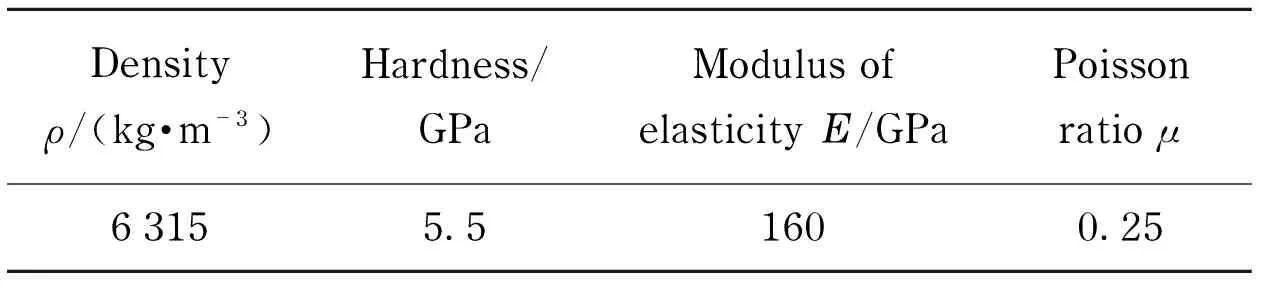
Tab.1 Characteristic of FeAlCrBSiNb
2 Applicability analysis of FEM coating cutting
In order to reveal applicability of the FEM coating cutting process,tchip morphology and cutting force are analyzed with the FEM. The J-C equation of FEM is a numerical model of thermal coupling force, so the FEM analysis considers cutting temperature, and the FEM and experimental residual stress analysis are all coupled with the cutting force and heat. Meanwhile, it shows that the impact of low cutting on the residual stress is much smaller than the impact of cutting force in the cutting process, so this paper focuses on the cutting force.
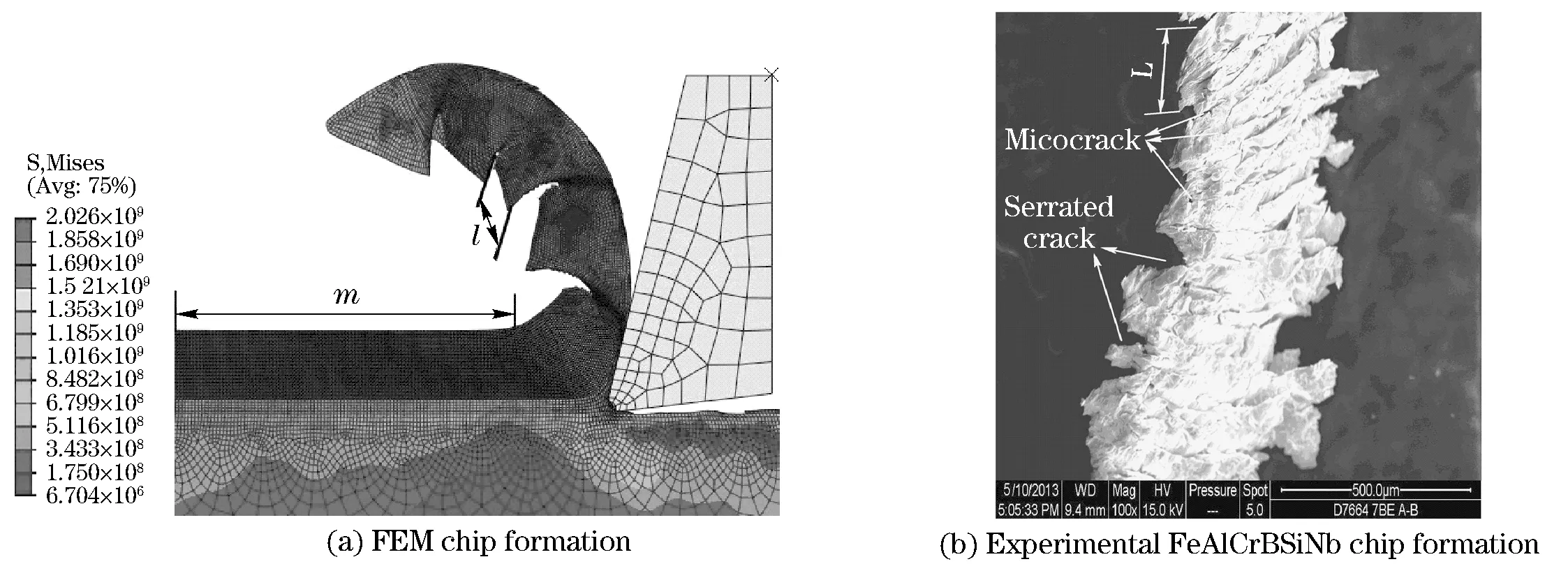
Fig.5 Coating chip formation (vc=80 m/min,f=0.09 mm/r,ap=0.2 mm)
The experimental platform of cutting coating study is as shown in Fig. 4. The experimental platform includes Kistler piezoelectric dynamometer for cutting force measuring, PVD alloy tool with angle 15° and X-ray residual stress equipment.
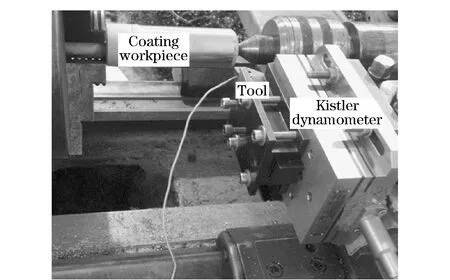
Fig.4 FeAlCrBSiNb coating cutting experiment
The cutting parameters of experiment and FEM analysis are based on FeAlCrBSiNb coating material properties (Tab. 1) and the laboratory coating cutting data[6,8]. FEM analysis and cutting experimental cutting speedvcinclude 60 m/min, 70 m/min and 80 m/min, and the cutting feed is 0.09 mm/r. The results are shown in Figs. 5-6.
Fig. 5 shows that the chip formation of FEM and experimental analysis are both serrated shearing chip; also, the chip dimension is similar. As shown in Fig. 5a, the chip is about 1.5 mm based on Fig.2, and the chip lengthLbetween the adjacent cracks is about 0.25 mm. As shown in Fig.5b, the chip lengthlis about 0.26 mm. The result indicates that the FEM cutting model used in this paper is able to analyze chip serrated crack characteristic of FeAlCrBSiNb coating.
Fig. 6 shows the coating cutting force comparison of FEM and experiment, and the analysis results of two methods have the similar trend. Furthermore, it reveals that the cutting force does not increase as the cutting speed increases. The main sources of error in the two methods are due to the FEM cutting assumption and the experimental measurement error, and the numerical error value is about 30 N. The analysis shows that the FEM cutting model is suitable for the mechanics characteristic of coating cutting process.
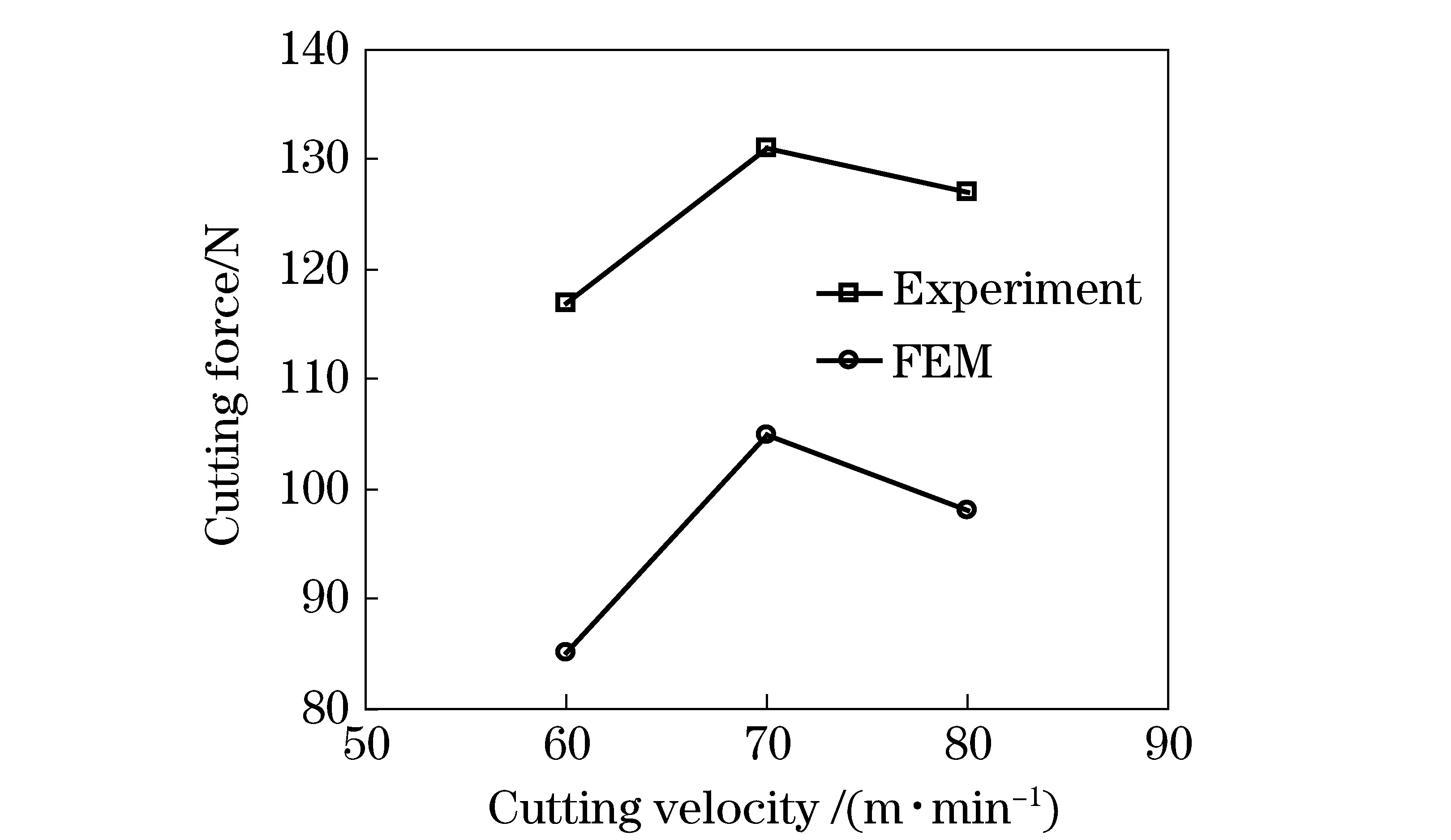
Fig.6 Comparison of FEM and experiment cutting force (f=0.09 mm/r,ap=0.2 mm)
The comparison analysis of Fig. 5 and Fig. 6 shows that the FEM cutting model is able to explain the characteristics of coating cutting mechanics and chip formation, and the results match the theory foundation for the residual stress analysis of coating cutting.
3 Results and discussion
3.1 Mechanism analysis of coating cutting
Coating cutting mechanism is shown in Fig.7, which is based on the principle of orthogonal cutting[6,11]and the structural characteristics of coating workpiece. The coating cutting process is mainly influenced by the shear slip, cutting friction and temperature. There is non-uniform thermo-mechanical coupling function in the stress field.
According to the chip formation analysis in Fig.6 and Fig.7, coating cutting deformation zone is divided into three main areas. The Ⅰ zone is cutting plastic deformation zone, and chip is mainly affected by shear stress. When the shear stress reaches the coating yield strength, the chip begins to fracture. In addition,Φis shear angle,OAis chip emerging slip line, andOCis the chip termination slip line. The Ⅱ zone is the chip deformation zone, and the chip is mainly affected by the rake face pressureFnand frictionFf. Also, the chip deformation and motion affect cutting plastic deformation process. The Ⅲ zone is machining surface affected by pressureFNand frictionFf2of flank tool; moreover, the zone directly affects the quality and residual stress of the machined surface.
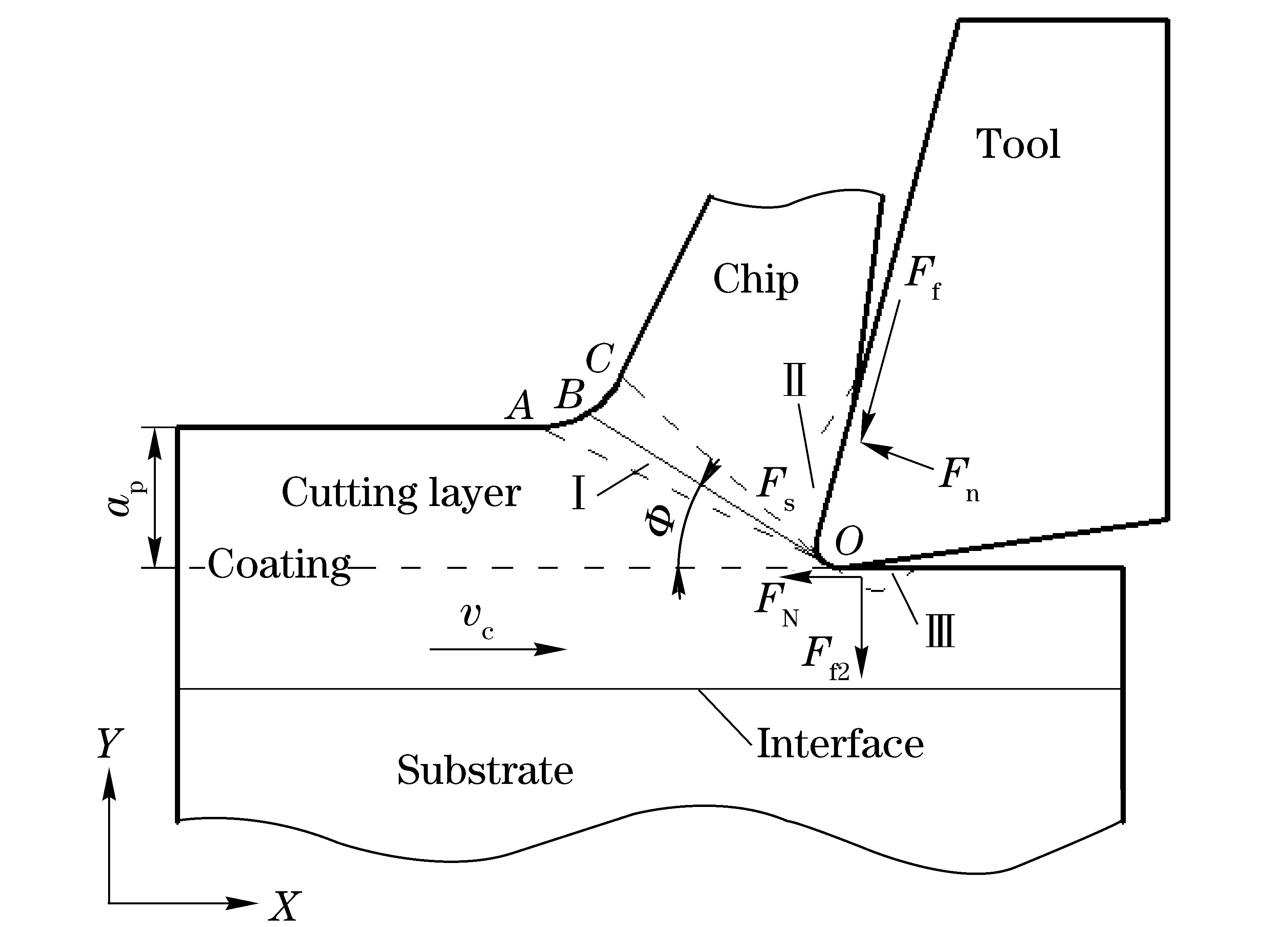
Fig.7 Schematic drawing of cutting process for remanufactures
In short, from chip emerging to separation, coating cutting residual stress is mainly affected by cutting force in the process of cutting and the influence of pressureFNand frictionFf2of flank tool on the machining surface. As a result, due to the factors in the process of cutting, the elastic and plastic stress of the machining coating surface and subsurface inevitably alternate. In order to further reveal the residual stress characteristic of coating cutting, the FEM and experiment methods are used to study the coating cutting, and the results are shown in Fig.8 and Fig.9.
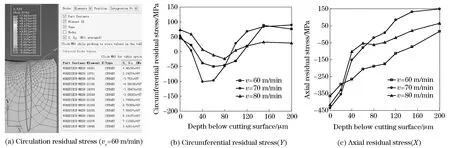
Fig.8 FEM residual stress analysis of FeAlCrBSiNb coating
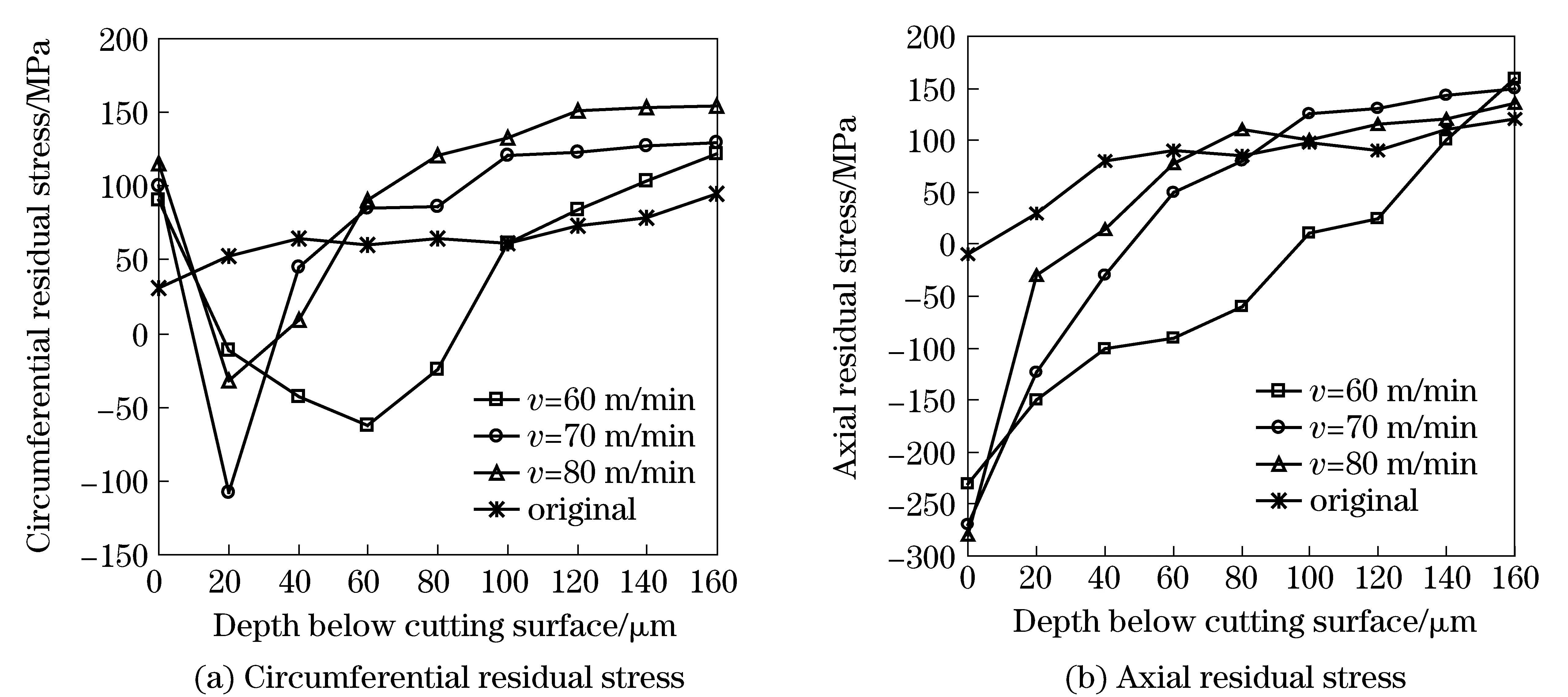
Fig.9 Experimental residual stress of the coating
3.2 Analysis of FEM residual stress
Fig.8a shows FEM coating residual stress image and acquisition data. The result shows that the residual stress along the deep direction (Y) is not a consistent distribution, but there is a similar trend. Data acquisition is based on the cutting process region in Fig.5a, and the region is chose to avoid much influence of cutting process and boundary constraint. The data of the selected elements are acquired from top to bottom, and the data contains the axial residual stress (S11) inXdirection and the circumferential residual stress inYdirection (S22). The acquisition data is shown in Fig.8b and Fig.8c; in addition, the positive data is tensile stress, and the negative data is compressive stress.
According to the circumferential residual stress in Fig.8b at different cutting speeds, there are several main features as follows.
① The results show that the depth of residual stress change distribution is 120-140 μm, which indicates that the depth of mechanical influence on the coating cutting is about 140 μm. Furthermore, there is a decreasing trend of residual stress along the coating depth.
② At different speeds, distribution of the residual stress has similar trend-decrease; then it tends to be stable. In addition, the residual stress changes from tensile stress to compressive stress along the coating depth; then, it changes from compressive stress to the initial state. Furthermore, it shows that the maximum stress and stress distribution depth do not change linearly with the cutting speed increasing. When cutting speed is 70 m/min, the maximum compressive residual stress value is 110 MPa, and its distribution depth is 35 μm which is the shallowest. However, when the cutting speeds are 60 m/min and 80 m/min, the maximum compressive residual stress values is gradually decreasing.
③ With the increase of cutting speed, the residual stress of coating surface gradually increases, and the stress is all residual tensile stress.
Fig.8c reveals the axial tensile stress and compressive stress changes in the cutting velocity direction (X) at different cutting speeds. The surface residual stress increases with the speed increasing, but the increase is not linear. In addition, the process of residual stress change reflects that the stress changes from maximum surface compressive stress to tensile stress along the depth direction. Moreover, Fig.8c reveals that depth of coating residual stress reduces with increase of cutting speed.
In Fig.8, there are curve cross phenomena. It is mainly due to the rates of residual stress are different from the cutting zone to the initial state based on the different cutting conditions. The larger coating residual stress transition area is, the clearer the amplitude variation is. However, there is residual stress pulse in local area, and it is mainly due to the different residual stress distribution and the cutting coating non-uniformity. Further, it illustrates that the residual stress in the coating integrates with diversity characteristics in the local area.
3.3 Analysis of experimental residual stress
In order to study the coating cutting residual stress further, the coating cutting is analyzed by the experiment with the same parameters of FEM analysis, and the results are shown in Fig.9.
It shows that the coating original circumferential residual stress is tensile stress about 50 MPa as shown in Fig.9a. Fig.9b shows the original axial residual stress of coating surface is compressive stress, but the other zone is tensile stress about 70 MPa. Especially, there is visible change in the coating zone within 120 μm, indicating that the cutting stress has large influence on the coating residual stress in the cutting effect zone.
Comparison of Fig.8 with Fig.9 shows that there are similar characteristics of FEM and experimental residual stress analysis, and the FEM and X-ray stress equipment are able to study the coating cutting residual stress. Of course, there are special characteristics in the two methods, and there are several differences in the results, and the numerical difference of the local coating zone is due to the instrument error and the FEM assumptions in the calculation.
3.4 Thermal-mechanical effect on coating residual stress
FeAlCrBSiNb coating cutting process is integrated with cutting force and heat. The research shows that cutting force could induce tensile stress and compressive stress in the coating cutting process. Furthermore, when the residual tensile stress is larger than the compressive stress, the coating is tensile stress; on the contrary, it is compressive stress. Fig.8 and Fig.9 show that the coating surface circumferential residual stress is main tensile stress, and the axial residual stress is compressive stress. In addition, the compressive stress value is much greater than the tensile stress value, so the coating cutting surface residual stress is in the compressive stress state.
Moreover, because the “plastic bulge” affected by the initial spraying stress is greater than “thermal expansion” caused by the thermal stress, the spraying coating is in tensile stress state at certain depth[3, 5, 12]. Due to the original residual stress of arc spraying coating and the coating cutting residual stress, the residual stress of machined coating is changed from compressive stress to tensile stress along the coating depth. According to Fig.6, Fig.8b and Fig.9a, with the increase of cutting speed, the cutting force decreases, which causes the plastic deformation zone decrease along the coating depth direction; as a result, the rate of coating residual stress translated to the initial tensile stress is much faster.
Remanufacturing coating cutting residual stress primarily affects the joint components surface, combined with coating cutting residual stress analysis and coating process characteristics, the Second Project of the engine 5C components remanufacturing applications of the First Automobile Works (FAW ) has been carried out on September 23, 2013 in the National Key Laboratory for Remanufacturing. Especially, the tentative processes of rough machining, preheating treatment stress, semi-finishing and finishing machining were made in the crankshaft machining process; then, on the basis of suitable process , it is expected that more than 2 000 damaged crankshafts will be repaired a year, indicating a more than 10 million yuan (each crankshaft ¥5 000) business per year.
4 Conclusions
The FEM model proposed in this paper is able to analyze the coating serrated shearing chip formation, and the FEM cutting force is in accordance with the experimental value in 30 N compensation case.
The depth of coating residual stress affected by the cutting process is within 0.2 mm, and with the increase of cutting speed, the depth caused by cutting force and heat decreases, resulting in increase of the surface residual stress.
Because cutting residual compressive stress of coating surface is larger than tensile stress, the machined coating surface has compressive stress. In addition, affected by the arc spraying thermal residual stress and cutting residual stress, the residual stress of coating is in the tensile residual stress state under 0.2 mm of machined coating surface.
The results show that there is optimal speed range of cutting speed influence on coating residual stress. In view of the FeAlCrBSiNb coating, when the cutting speed is 70-80 m/min, the influence depth of cutting residual stress is shallow, and the stress amplitude is stabile.
[1] Xu Binshi, Zhu Shaohua. Theories and technologies on surface engineering[M]. Beijing: National Defense Industry Press, 2010: 4. (in Chinese)
[2] Wang Min, Xu Binshi, Dong Shiyun, et al. Experimental investigation into the effect of cutting parameters on cutting forces in turning of Fe-based amorphous overlay for remanufacture [J]. International Journal of Advanced Manufacturing Technology, 2013, 65(5): 735-743.
[3] Chen Yongxiong, Liang Xiubing, Liu Yan, et al. Prediction of residual stresses in thermally sprayed steel coatings considering the phase transformation effect[J]. Materials and Design, 2010, 31: 3852-3858.
[4] Zhang X C, Xu B S, Wang H D, et al. Thermo-mechanical integrity of coatings with residual stresses [C]//Fracture Mechanics 2004-Symbosium of Environment Effects on Fracture and Damage, Huangshan, China, 2004.
[5] Cheng Jiangbo, Liang Xiubing, Chen Yongxiong, et al. Residual stress in electric arc sprayed coatings for remanufacturing [J]. Transactions of the China Welding Institution, 2008(29): 17-20. (in Chinese)
[6] Chen Riyao. Principles of machining [M]. Beijing: China Machine Press, 2012, 12, 1. (in Chinese)
[7] Sun Yazhou, Liu Haitao, Lu Zesheng. Finite element simulation and experimental research of residual stress in the cutting based on the coupled thermo-mechanical model [J]. Chinese Journal of Mechanical Engineering, 2011, 47(1): 187-193. (in Chinese)
[8] Wang Suyu, Ai Xing, Zhao Jun, et al. Effect of cutting speed on residual stress of workpiece by using FEM [J]. Machine Tool Technology, 2005, 39(9):33-36. (in Chinese)
[9] Xin Min, Xie Lijing, Wang Xibin, et al. Study on the surface residual stress of high hardness and strength alloy steel in high speed milling [J]. Transactions of Beijing Institute of Technology, 2010, 30(1):19-23. (in Chinese)
[10] Tan Mengyang. Residual stress control research on machined surface for pre-stress cutting [D]. Guangzhou: South China University of Technology, 2012: 5. (in Chinese)
[11] Zhang Y C, Mabrouki T, Nelias D, et al. Chip formation in orthogonal cutting considering interface limiting shear stress and damage evolution based on fracture energy approach [J]. Finite Elements in Analysis and Design, 2011,47(7):850-863.
[12] Chen Yongxiong, Liang Xiubing, Liu Yan, et al. Finite element modeling of coating formation and transient heat transfer in the electric arc spray process [J]. International Journal of Heat and Mass Transfer, 2010, 53: 2012-2021.
(Edited by Cai Jianying)
10.15918/j.jbit1004-0579.201524.0209
TH 112 Document code: A Article ID: 1004- 0579(2015)02- 0194- 07
Received 2013- 07- 04
E-mail: sun_yewang@163.com
杂志排行

Journal of Beijing Institute of Technology的其它文章
- Numerical simulation of effects of operating conditions on the molecular weight of polypropylene using a response surface method
- Efficient and fair resource allocation in downlink OFDMA systems
- Un-powered gliding aircraft’s ballistic missile optimal design
- Quantification of CP4-EPSPS in genetically modifiedNicotianatabacum leaves by LC-MS/MS with 18O-labeling
- Investigation on experimental method of low-impedance materials using modified Hopkinson pressure bar
- Effect of solvent on the crystal morphology of royal demolition explosive