钳工实训锯割技术的探讨
2015-04-15辛宗艳
辛宗艳
【摘 要】在钳工的基本操作中,虽然锯割不是最难掌握的技能,但能否熟练掌握锯割技能,将直接影响工件的加工质量。
【关键词】钳工;锯割;技能
在钳工基本操作中虽然锯割不是最难掌握的技能,但能否熟练掌握锯割技能.将直接影响工件的加工质量。研究锯割操作中出现的主要质量问题并寻求相应的解决措施,是中职学校提高钳工教学质量的重要课题。
一、学生在锯割操作中出现的质量问题
对锯割基本操作技能的训练,通常是给定工件尺寸及公差,要求在规定时间内完成。教师给学生的工件评分,了解学生掌握技能的程度,帮助他们调整和改进下一阶段训练。出现问题如下:
1.锯割尺寸超差。经对工件的评分可以发现,有很多操作者没有按照规定尺寸加工工件,工件尺寸不是偏大就是偏小,不符合要求。在不符合要求的工件中,实际尺寸大于基本尺寸的占多数,普遍存在担心会把工件尺寸加工小的心理。尺寸留的多了自然挫削的量就大了,时间也就耗掉了。
2.锯缝歪斜超出公差范围。锯的时候关键是掌握好两个方向的垂直度,才能把工件锯直。第一个是锯条长度方向与工件的垂直,这个垂直决定着拉锯前后运动方向加工出来的面与工件的垂直。另一个方向是锯条面与工件的垂直,也就是锯条切入方向的垂直。只有掌握了好这两个方向的垂直才能保证锯出来的锯面及格。这两方面保证不了,就会致使锯割面与邻面垂直度超差、锯割尺寸和平行度趟差,此类问题在超差工件中所占的比例较大。
3.工件表面被锯坏。在锯割操作训练中,少数学生把工件起锯表面拉伤,使得工件表面粗糙度超差,影响工件的外观。
二、对锯割操作中技术问题的分析
1.锯割尺寸控制分析。在操作训练中,操作者按划线锯割,这样就能满足要求。锯割虽是粗加工,在不同的场合、对尺寸有不同的要求:
(1)对锯割尺寸要求不高的锯割操作。用单线法加工,所谓单线法就是锯条对正所划加工线锯割,按此方法加工出来的工件尺寸偏差较大,工件的实际尺寸要比划线尺寸略小,偏差可达锯缝的宽度。
(2)对锯割尺寸要求较高的锯割操作。采用双线法锯割,所谓双线法就是在工件上划两条加工线,两条线的跑离留1-2个毫米的余量,锯割的时候锯线的外沿,保持锯条的垂直。在锯割的时候注意观察两面锯缝的位置,随时调整锯条的方向,尽量不要超线。
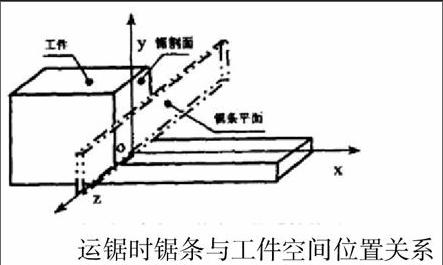
2.锯割运锯分析。操作者应清楚地认识到,锯缝是锯条锯出来的,锯条的切削运动方向直接影响到锯割质量。要保证锯割面平整,操作运锯时锯条平面在立体空间坐标中,必须保持与锯割面yoz平行且与xoy面垂直,如图所示。
运锯时锯条与工件空间位置关系
操作中如果出现锯条平面与锯割面yoz不平行,则锯缝在yoz方向会左右歪斜,锯条平面与yox面不垂直,则锯条在工作前后歪斜,锯条在立体空间中的位置不正确,工件的锯割面在垂直度、平行度尺寸等出现偏差,有的甚至会成废品。在锯割操作时,由于各种原因:如工件夹持不正;锯条安装过松或扭曲;锯割压力过大;锯割时未握正锯弓等,均可导致锯缝偏斜,对此应特别注意。
3.起锯操作分析。起锯的好坏直接影响到锯割质量,要细心操作。起锯时锯齿应逐步切入材料,不易卡住,起锯比较方便。如果太大,则起锯不易平稳;但起锯角也不宜太小,否则,由于锯齿与工件同时接触的齿数较多,不易切入材料,多次起锯往往容易发生偏离,使工件表面锯出许多锯痕,应多加练习。
三、提高锯割操作质量的对策
1.及时纠正操作姿势出现的问题
要注重培养学生的正确操作姿势,锯割时的握锯与站姿右手握紧银柄,左手轻扶锯弓前端、据割时右手主要起控制锯弓运动的作用,左手配合右手扶稳锯弓,轻施压力,起辅助作用,推据是工作行程.双手应对锯弓施以压力,回锯是非工作行程。不施压力。站姿是错别时站立的姿势。据割时,操作者站在台虎钳纵向中心线左侧,身体偏转约45,左脚向前跨小半步,重心偏于右脚,两脚自然站稳,视线落在工件的锯割线上。正确的操作姿势能使操作者正确用力,降低疲劳程度,保证工件的加工质量。我在教学实践中总结出“分解法”,即学生初次锯割操作时,将锯割操作要领分解成若干步,对每步先分开练习,然后再进行整体动作连贯、协调训练。
2.及时纠正操作方法出现的问题
(1)工件夹持要正确。要装夹好要切割的工件,防止工件振动,锯割时,可以以钳口为参照物,使锯条与钳口保持平行,可以较好的保证不锯弯。
(2)锯片夹持要正确。锯片要装紧,要和锯弓保持在同一个平面上,这样锯的时候只要控制好锯弓就能摆布锯条了。现在有的锯弓质量差,不是挂锯片的销子不够斜靠不紧锯片,就是收紧螺丝的方杆和锯弓之间有松位。锯弓的大梁干脆砸紧打直得了。装好的锯子用钳子夹住锯条中段用力掰,块掰断了锯条也没有明显的转动,一放松钳子锯条就回复到与锯弓同一平面,这时就有了一把听话的锯子了。
(3)掌握起锯要点。起锯的方式有远边起锯和近边起锯两种,一般情况采用远边起锯。起锯角α以15°左右为宜。为了起锯的位置正确和平稳,可用左手大拇指挡住锯条来定位。起锯时压力要小,往返行程要短,速度要慢,这样可使起锯平稳。
(4)及时纠正锯缝偏斜。在操作过程中,操作者的眼睛要注意观察锯缝,若发现锯缝偏斜,应及时纠正。纠偏的方法可用一句话来概括:“左偏左摆,右偏右摆”,即当锯缝相对于加工线向左边偏斜时,锯弓稍微向左边偏斜一小角度;当锯缝向右边偏斜时,锯弓稍微向右边偏斜一小角度,这样就可以把偏缝纠正过来,保证了工件锯割后垂直度、平行度和尺寸的偏差。
(作者单位:辽宁省凌源市职教中心)
