丙酸丙酯与乙酸乙酯的精馏分离过程模拟与优化
2015-03-30宋为利颜康
宋为利++颜康

摘 要:乙酸乙酯(ethyl acetate)是一种优异的高档绿色溶剂。该文模拟优化了从乙酸乙酯、丙酸丙酯混合物中精馏提纯乙酸乙酯的过程,考察了混合物的进料位置、进料温度、乙酸乙酯回收塔塔板数、回流比对乙酸乙酯回收效果的影响,得到如下结论:混合物在5th塔板进料,混合物进料温度为40℃,乙酸乙酯回收塔的塔板数为8块;乙酸乙酯回收塔的回流比为2.5时,乙酸乙酯精馏提纯效果最好。另外,模拟得到了乙酸乙酯回收塔的温度分布与浓度分布。
关键词:丙酸丙酯 乙酸乙酯 精馏 分离
中图分类号:TQ053 文献标识码:A 文章编号:1672-3791(2014)12(c)-0040-02
乙酸乙酯(ethyl acetate),具有优异的溶解性和快干性,可与丙酮、氯仿、醚类混溶,并且无毒无害,被称为新型高档绿色溶剂[1,2],是一种用途非常广泛的脂肪酸酯,所以研究乙酸乙酯的提纯是有意义的。该文报道了对丙酸丙酯乙酸乙酯的二元混合物提纯乙酸乙酯的精馏过程进行的模拟与优化,这项研究,目前很少报道。
1 模拟模型
我们采用了radfrac(严格精馏)模块模拟精馏塔。精馏分离丙酸丙酯与乙酸乙酯混合物的流程图见图1,丙酸丙酯与乙酸乙酯二元混合物(流股1)总流量为10kmol/h,其中乙酸乙酯摩尔分数为40%,其余是丙酸丙酯,进料温度暂设为50℃,压力暂设为2bar,精馏塔(B1)共有15块塔板,流股1的进料位置为第三块塔板,进料方式为“Above Stage”,回流比为5,塔顶压力为1bar,不计压降。
2 模拟结果与讨论
模拟结果表明经过精馏分离,乙酸乙酯回收提纯后主要集中在流股2,流股中乙酸乙酯的质量分数可达到97.6%。
2.1 进料位置对流股2中的乙酸乙酯质量分数的影响
对以进料位置为自变量,流股2中的乙酸乙酯质量分数为因变量的函数作图,见图2。如图2所示,流股1在第五块塔板进料,乙酸乙酯精馏提纯效果最好。
2.2 进料温度对乙酸乙酯回收效果的影响
对以进料位置为自变量,流股2中的乙酸乙酯质量分数为因变量的函数作图,见图3。如图3所示,虽然乙酸乙酯浓度是随着进料温度上升而下降的,但总体来看,它下降趋势很不明显,兼顾能耗,最佳进料温度为40℃。
2.3 回收塔塔板数对乙酸乙酯回收效果的影响
对以乙酸乙酯回收塔塔板数为自变量,流股2中的乙酸乙酯质量分数为因变量的函数作图,见图4,为了进一步降低设备成本,乙酸乙酯回收塔的最佳塔板数设为8块。
2.4 回流比对乙酸乙酯回收效果的影响
对以乙酸乙酯回收塔回流比为自变量,流股2中的乙酸乙酯质量分数为因变量的函数作图,见图5。为了进一步降低操作成本,乙酸乙酯回收塔的最佳回流比为2.5。
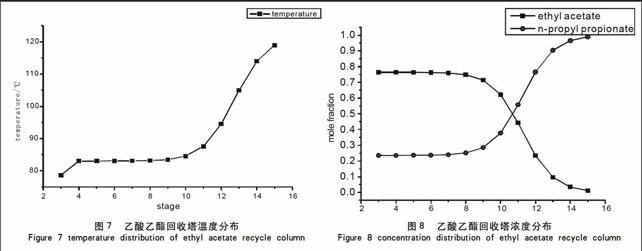
2.5 乙酸乙酯回收塔的温度分布和浓度分布
为了准确分析乙酸乙酯回收塔,我们对乙酸乙酯回收塔各塔板的浓度分布与温度进行了研究[3],图7和图8分别是乙酸乙酯回收塔的温度分布和浓度分布(液相)。
3 结语
含乙酸乙酯的废液在第五块塔板进料,;进料温度为40℃时,乙酸乙酯回收塔的最佳塔板数为8块;乙酸乙酯精馏提纯效果最好,乙酸乙酯回收塔的最佳回流比为2.5。
参考文献
[1] 章思规.实用精细化学品手册(有机卷)[M].北京:化学工业出版社,1996.
[2] 刘冲.石油化工手册(三)[M].北京:化学工业出版社,1987.
[3] 王幼良.化工设计与开发[M].北京:化学工业部第一设计院,1989.endprint
