牛仔靛蓝染液组分快速定量分析方法探究
2015-03-30刘亨昌刘幸乐
刘亨昌,刘幸乐,刘 丽
(1.河北中纺工程设计有限公司,河北石家庄050051;2.河北新大东纺织印染有限公司,河北石家庄052200;3.石家庄市纤维检验所,河北石家庄050031)
靛蓝(Indigo)用于牛仔经纱染色,通常是在碱性条件下还原成隐色体钠盐进行染色。靛蓝染色效果除受到纱线本身特性和染色机械特性等物理因素的影响外,还原体系中靛蓝质量浓度、游离的烧碱质量浓度、保险粉质量浓度是影响染色效果的最主要因素[1]。因此,快速准确的对还原体系中各组分进行测试,通过这些有效数据对生产进行控制,是保证产品大货质量稳定,避免颜色差异的必要手段,本文拟通过对靛蓝染液主要组分采用多种不同实验方法进行测定,综合实验数据和实验操作性进行比较,优选出适合工厂生产的快速、高效、准确的测定方法,对工厂实际生产具有参考和指导意义。
1 实验部分
1.1 试剂及仪器
试剂: 靛蓝染液(河北新大东纺织印染有限公司提供)、铁氰化钾(郑州博轩化工产品有限公司)、保险粉(吴江市更生化工有限公司)、冰醋酸(天津渤海化工集团供销有限公司)、甲醛(天津开发区乐泰化工有限公司)、碘(天津赛孚瑞科技有限公司)、氢氧化钠(天津市滨海新区创宝化工有限公司)、硫酸(石家庄鑫隆威化工有限公司),以上均为分析纯,氯化钡溶液(自配)、轻油(食用油)。
仪器: B11-1 恒温磁力搅拌器(上海司乐仪器有限公司)、FG2-ELK 型便携式pH 计(上海巴玖实业有限公司)、722s 型分光光度计(上海棱光技术有限公司)、滴定管、移液管、碘量瓶、容量瓶、烧瓶等。
1.2 分析测定方法
1.2.1 染液靛蓝质量浓度测定
(1)分光光度计法
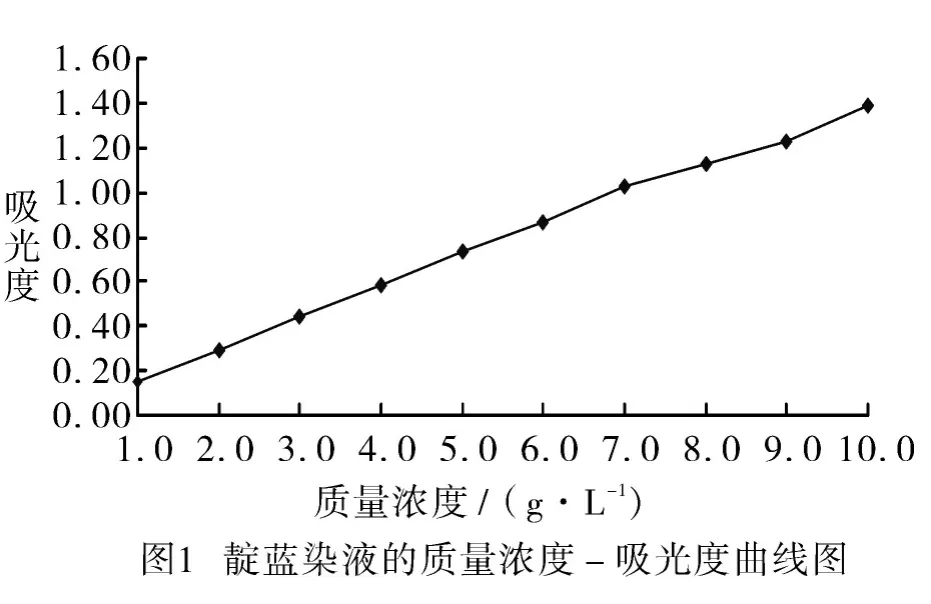
将1 mL 待测靛蓝溶液稀释至100 mL,用722s 型分光光度计(最大吸收波长600 nm,浓度因子设定为356)测定靛蓝溶液的吸光率和透射率。然后根据靛蓝质量浓度与吸光度关系曲线求得靛蓝质量浓度C靛蓝,即为底液靛蓝质量浓度[2]。

式中:C靛蓝—染液中靛蓝的质量浓度,g/L;
A—吸光度;
K—吸收系数,L/(g·cm);
L—比色皿宽度,cm。
图1 为根据不同已知质量浓度的靛蓝染液实验测定的吸光度绘制的靛蓝染液质量浓度- 吸光度曲线,当比色皿确定后,L就是一个常数,那么靛蓝染液的质量浓度和吸光度呈线性关系,其斜率值为1/KL,通过测定斜率值为7,所以靛蓝质量浓度C靛蓝= 7A即底液靛蓝染液质量浓度。
(2)震荡间接测试
在进行震荡实验前,先将底液中游离的保险粉用甲醛固定住,再通过震荡,使靛蓝隐色体完全氧化,记录消耗的空气体积V。利用公式(2)计算底液中靛蓝的质量浓度C靛蓝[3]。

式中:C靛蓝—染液中靛蓝的质量浓度,g/L;
V—消耗空气的体积,mL。
1.2.2 烧碱质量浓度分析测定
(1)酸碱滴定法
在锥形瓶中移入1 mL 靛蓝染液,以酚酞作指示剂,用稀H2SO4滴定,当溶液由红色变为淡蓝色,即为滴定终点。同时,在实际操作中为了避免保险粉将酚酞指示剂还原造成指示剂消色问题,可先将靛蓝染液稀释,取定量稀释后的染液再进行滴定测试或加入Matexl PA-L 将保险粉吸附结合[2],用0.025 N 的H2SO4溶液滴定,当溶液由红色变为淡蓝色时,记下此时所耗用的硫酸溶液体积VH2SO4。
(2)pH 计测试法
用pH 计测定染液的pH 值,待显示数据基本恒定时记录染液的pH 计数值,并根据公式(3)换算成COH-。

式中:COH-—烧碱浓度,mol/L。
1.2.3 保险粉质量浓度分析测定
(1)直接碘滴定法
在100 mL 容量瓶内加入10 mL 甲醛,10 mL BaCl2,10 mL 染液,加水稀释至100 mL,摇匀静止后取20 mL 上层清液和4~5 mL 5 N 的醋酸,以0.01 N 的碘标准溶液滴定,读出此时消耗碘标准溶液的体积V碘乘以0.22 即为保险粉质量浓度C保险粉[4]。

式中:C保险粉— 保险粉质量浓度,g/L;
V碘— 碘标准溶液体积,mL。
注: 甲醛为易挥发有毒性气体,建议在通风柜操作,避免呼入中毒。
(2)铁氰化钾Ⅲ滴定法
在50 mL 小烧杯中加入0.1 mol /L 的烧碱溶液,再加入少量食用油封住液面。移取10 mL底液从油层以下加入小烧杯。开启磁力搅拌棒,转速以使小烧杯中的液体不与空气接触为宜。用针头吸管吸取0.05 mol/L 的铁氰化钾Ⅲ溶液5.0 mL,将针头插入油层以下,慢慢滴定,待小烧杯中的颜色为蓝黑色,且颜色不再发生变化为止。
原理: 铁氰化钾Ⅲ可以将靛蓝氧化,使底液颜色变为蓝色。而被氧化的靛蓝又与底液中游离保险粉发生反应,生成还原态,铁氰化钾不断加入,底液颜色重复变化,保险粉逐渐被消耗掉,直至蓝色保持不变,即达到滴定终点[5]。

式中:C保险粉— 保险粉质量浓度,g/L;
V铁氰化钾— 消耗的铁氰化钾体积,mL。
(3)氧吸法
室温条件下,在烧瓶内注入200 mL 蒸馏水,同时加入5 g/L 发泡剂,再加入50 mL 染液,盖上橡皮塞,放开橡皮管上的弹簧夹。将弹簧夹旋紧并激烈摇动烧瓶2 min,使底液中的保险粉充分氧化,以消耗烧瓶内的氧气(过程应避免手温影响),将移液管浸入备有冷水的烧杯中,放松弹簧夹,由于瓶内氧气被消耗从而造成部分真空,使水向移液管内吸入以平衡压力,记录进入移液管内水的体积V水(即为消耗烧瓶内空气中氧气的体积V氧气)[3]。
反应方程式为:

根据方程式可知:
50 mL 染液中的保险粉重量为:

式中:V氧气—消耗的氧气,mL;
V水— 进入移液管内水的体积,mL;
C保险粉— 保险粉质量浓度,g/L。
(4)ORP 电位测试法
用电位计检测染液的电位值,待显示数据基本恒定时记录染液的电位值(mV)。靛蓝染料的还原电位为- 750 mV,因此测量的电位值必须在- 750 mV 以上。然而,电位值一旦超过- 800 mV,则容易出现过还原现象,隐色体对纱线吸附能力开始降低,纱线得色量浅,靛蓝上染率低。因此可结合染液保险粉测试和还原电位对生产同时进行控制[6-7]。
(5)玻璃片试验法
将染液滴在玻璃片(或滤纸上),根据染液由黄色转为蓝色的时间而测知。根据机组不同情况,一般在10~20 s[2]。
2 结果与讨论
以下标准浓度的选定是根据工厂牛仔靛蓝染色规模化生产,在保证染色产品质量时的各组分合理区间范围,组分标准浓度测定对工厂实际生产具有数据支持和指导意义。
2.1 染液靛蓝质量浓度测定分析讨论
上述靛蓝染液质量浓度测定方法测定标准溶液的分析结果如表1 所示。
从表1 测试数据比较可以得出,分光光度计法相比震荡间接测试法测定染液靛蓝质量浓度数值更接近标准溶液质量浓度,相比较而言更加准确,精确度高。靛蓝的质量浓度用分光光度计法进行测定,只要找出最大吸收波长,科学的设定好浓度因子,利用分光光度计法可直接将靛蓝染液稀释100 倍进行测试,可根据测得的浓度- 吸光度曲线,直接读取吸光度对应的染液靛蓝质量浓度,测试值× 0.01 即为靛蓝的质量浓度。此方法快速准确,完全适应工厂生产需求。

表1 不同测定方法对靛蓝染液质量浓度测定的比较 g/L
相比而言,震荡间接测试方法,操作相对复杂,对测试结果的影响因素较多,数据不够准确且耗时较长,因此在实际生产中采用较少。
2.2 烧碱质量浓度测定分析讨论
上述烧碱质量浓度测定方法测定标准溶液的分析结果如表2 所示。
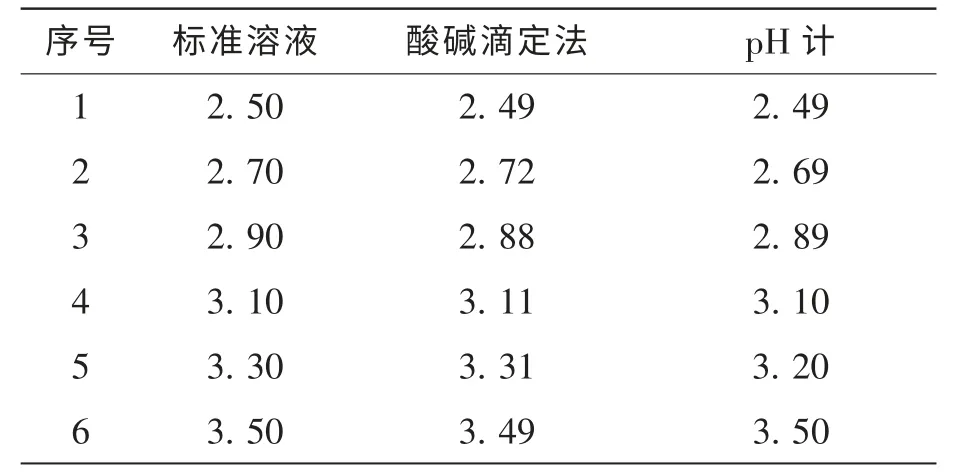
表2 不同测定方法对烧碱质量浓度测定的比较 g/L
由表2 的测定结果可知,酸碱滴定法测定的结果与实际值基本吻合。酸碱滴定的终点是通过酚酞指示剂的颜色变化来确定,滴定结果基本不受到靛蓝颜色的影响;但染液中存在保险粉的分解,导致染液中存在Na2SO3,消耗微量的硫酸,从而在理论上对测试结果有一定影响。直接通过pH 计可快速准确测试出染液的pH 值,避免了酸碱滴定法所引起的误差,其结果真实可靠[8]。因此可结合酸碱滴定和pH 计两种方法的测试对生产进行控制。
2.3 保险粉质量浓度测定分析讨论
液的分析结果如表3 所示。
上述保险粉质量浓度测定方法测定标准溶

表3 不同测定方法所得保险粉质量浓度 g/L
表3 只列出了前四种保险粉质量浓度的测定方法实验数据,关于玻璃片实验测定更主要的是依赖测试人员鉴定技能的熟练程度,因为终点不够明显清晰,一旦掌握好这个方法,就能非常准确、快速地做出判断。此方法要求测试人员具备丰厚的经验,主观因素影响较大,因此工厂极少采用[3]。
由表3 几种保险粉质量浓度测定方法测得数据比较可知,铁氰化钾法测定结果和氧化还原电位法测定结果相比其他两种方法更接近标准质量浓度。分析结果主要原因是由于直接碘滴定化学法滴定终点判断有一定的误差。到达滴定终点时,溶液颜色应由浅黄色变为蓝黑色,但染液中存在靛蓝染料时,靛蓝本身就有颜色,这使得终点控制存在一定误差,所以该方法的准确性不能保证。同时,由于该方法在酸性条件下进行且保险粉易分解,测试需要时间较长,同时滴定步骤较复杂,造成染液测定的滞后,不能及时控制生产,故工厂采用较少。
铁氰化钾作为滴定试剂具有诸多优点。其纯度高,当量大,不吸潮,铁氰化钾溶液避光保存很稳定,0.1 N K3Fe(CN)6溶液五周内浓度不变。其碱性溶液在较高温度下也很稳定,能抑制保险粉的自分解。铁氰化钾Ⅲ滴定法相比其他定量测定保险粉质量浓度的方法具有快速、准确、操作简便和成本低的特点[9]。
电位滴定法的终点控制则是通过电位突跃来实现,这就消除了化学法中靛蓝颜色干扰而产生的误差。测量氧化还原电势是一种检测保险粉是否存在的简单方法,但是该电位不能提供保险粉质量浓度的实际数[4]。对保险粉进行定量分析时,如果有氧气(空气中)存在,就不推荐使用该容量分析方法。
3 结论
综上所述,靛蓝染色较为复杂,染色过程难以控制。在生产中对颜色质量的影响因素较多,因此通过快速有效的方法对染液组分进行检测,是保证质量稳定的前提。
(1)使用分光光度计对染液靛蓝进行测试,可快速、有效的调整靛蓝母液的补充速率,准确度较高,是实际生产中测定染液靛蓝质量浓度的较佳方法;
(2)酸碱滴定法测定烧碱质量浓度较为简单,测试数据相对准确,结合pH 计辅助使用,更有利于对颜色深度和色光进行控制和调整,在实际生产中运用较为普遍;
(3)铁氰化钾滴定法测定保险粉质量浓度用时较短,染液中游离的保险粉挥发少,测试数据较为接近原始值,配合辅助使用ORP 电位计,更能精确掌握染液组分中保险粉质量浓度的变化,有利于控制生产。
[1]李彬,叶国铭.染液中保险粉浓度的控制及实现[J].山东纺织科技,2009(3): 18-21.
[2]伍新炎.靛蓝染色中三种物料的实用检测方法[J].印染,1995,21(10): 32-34.
[3]曾林泉.还原染料轧染保险粉含量的快速测定[J].印染,2005(9): 65-66.
[4]董晓丽,何钟林,程菊花,胡兆勇.电位法测定靛蓝染液中碱度及保险粉含量[J].大连轻工业学院学报,1998,17(1): 17-19.
[5]唐增荣,张珏敏.牛仔布染整加工中靛蓝染料及助剂的测试分析[J].印染助剂,1996,13(1):29-31.
[6]范立昌,石立华,刘世琛.青黛膜剂的制备和靛蓝的含量测定[J].药物研究,2008,5(7):24-25.
[7]陈立秋.印染工艺过程亟需pH 值在线测控[J].纺织导报,2006(3): 31-33.
[8]曾林泉.纤维织物上靛蓝浓度的测定[J].染料工业,2002,39(5): 46-47.
[9]刘丛林,何文雪,王伟,等.靛蓝染液组分浓度在线检测系统[J].青岛大学学报,2010,25(4): 21-23.