激光熔覆特定材料涂层的微观组织和硬度特性
2015-03-29臧春城王延忠张以都
臧春城,王延忠,张以都
(北京航空航天大学机械工程及自动化学院,北京100191)
1 引言
NiCr-Cr3C2是一种常用的金属陶瓷粉末,兼具NiCr合金与Cr3C2粉末的优点,是非常理想的耐磨、抗氧化和耐蚀材料,因而常被用于制备耐磨涂层[1-3]。激光熔覆作为先进的表面工程技术,可以在瞬间产生高能量,作用在材料表面,改变表面层的组织和成分,显著提高金属零部件使用寿命。因此,利用激光熔覆技术在金属零件表面熔覆镍铬碳化铬陶瓷涂层以增强零部件的耐磨耐蚀性能,得到了越来越广泛的应用。国内外诸多专家学者对该项技术进行了细致的研究,并取得了一些研究成果。陆益军等[4]利用激光重熔等离子喷涂NiCr-Cr3C2陶瓷涂层,有效提高了涂层的硬度和致密度,减少了孔隙率。李杰等[5]研究了NiCr-Cr3C2颗粒尺寸对熔覆层性能的影响,结果表明大颗粒NiCr-Cr3C2对熔覆层的显微硬度约提高50%。刘秀波等[6-9]在NiCr-Cr3C2粉末中添加CaF2和WS2自润滑成分,制备了自润滑耐磨涂层,试验结果表明该自润滑涂层具有较好的减摩耐磨性能。俞友军等人[10]制备了NiCr/Cr3C2-Ag-BaF2/CaF2金属基高温自润滑耐磨覆层,该涂层从室温到500℃试验温度范围内表现出了良好的减摩抗磨效果。
本文利用激光熔覆技术,在45钢基体上熔覆25NiCr-75Cr3C2涂层,以期得到高硬度的耐磨金属层表面。在初期试验过程中发现,在45钢基体上直接熔覆25NiCr-75Cr3C2涂层时,由于基体与涂层材料物理性能差异较大,难以获得较好的熔覆效果。而镍基合金粉末通过激光熔覆能够与45钢基体及25NiCr-75Cr3C2涂层均有良好的结合。因此,分别以Ni45和Ni60镍基合金为过渡层,分析了不同镍基合金作为过渡层对25NiCr-75Cr3C2涂层的微观组织和显微硬度的影响。
2 实验材料与方法
2.1 实验材料
采用45钢作为基体,其试样尺寸为50 mm×130 mm×10 mm,试验前对基体表面用砂纸进行打磨,并用无水乙醇清洗。实验所用的过渡层材料选用镍基合金粉末,牌号分别为Ni45和Ni60,其规格尺寸均为-140~+325目,化学成分含量如表1所示。
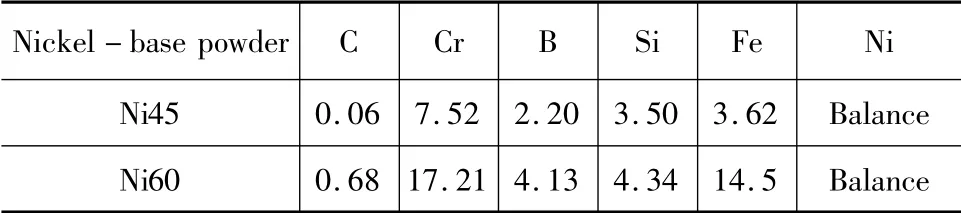
表1 镍基合金粉末的化学成分(质量分数,%)Tab.1 Chemical composition of Ni-base alloy powder(Wt.%)
表面涂层选用镍铬碳化铬复合粉末25NiCr-75Cr3C2,其中NiCr质量百分比为25%,Cr3C2为75%,其规格尺寸为-325~+500目,理论硬度为HV0.3800~1000,工作温度范围≤850℃。
2.2 实验方法
激光熔覆试验采用具有高光束质量的DISTA3000半导体激光器,该激光器具有熔覆效率高、速度快、能耗低、熔覆层深度分布均匀、热影响区小的特点。采用FHPF-20型激光加工送粉器和同轴送粉方式。激光功率0~3000 W,扫描速度范围0~1.2 m/min,送粉率范围为(6~25)g/min。熔覆试验过程中,光斑尺寸调整为2 mm,采用正离焦量20 mm。粉末喷嘴直径1.5 mm,喷嘴轴线与基体夹角45°。采用多道搭接,搭接率为30%。
激光熔覆后的试样经过线切割、打磨、抛光后,采用JXA-8100电子探针显微分析仪(Electron Probe Microanalyzer,EPMA)观察涂层横截面微观组织形貌,并用电子探针自带的能谱分析仪(EDS)检测和分析微区元素成分。FM-800型显微硬度计用来测定沿涂层深度方向的显微硬度,载荷200 gf,加载时间15 s。
3 实验结果与分析
3.1 熔覆层的微观组织
图1和图2所示分别以Ni45和Ni60为过渡层时,激光熔覆25NiCr-75Cr3C2涂层的截面微观组织,其中,(a)为涂层组织全貌图,(b)为涂层25NiCr-75Cr3C2接近表面处的组织,(c)为涂层25NiCr-75Cr3C2与过渡层交界处的组织,(d)为过渡层与基体交界处组织。从图中不难看出,不同部位的组织结构是不同的,这是由于各部分材料成分不同,以及熔覆过程中温度场的差别所致。
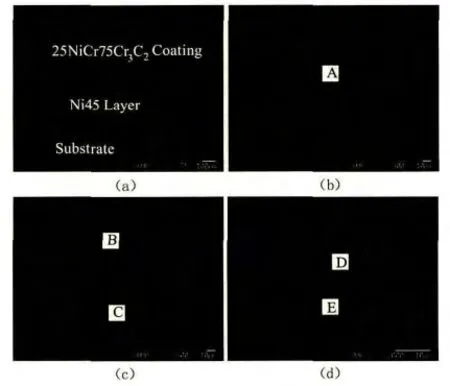
图1 以Ni45为过渡层的镍铬碳化铬涂层微观组织Fig.1 Micro-structure of 25NiCr-75Cr3 C2 with transition layer of Ni45

图2 以Ni60为过渡层的镍铬碳化铬涂层微观组织Fig.2 Micro-structure of 25NiCr-75Cr3C2 with transition layer of Ni60
镍基合金经过熔覆后得到的组织比较致密均匀,与45钢基体形成了一条细窄的光亮带,如图1(d)和图2(d)中的E区,也称为熔合区。这是由于在高能量密度激光束加热作用下,在形成熔池的过程中,熔池和基体之间元素浓度梯度大,因而合金元素之间互相强烈扩散,凝固后即形成了熔合区。过渡层的组织呈胞状结构,晶粒细小且尺寸均匀,这是由于激光熔覆快速加热快速冷凝的典型特征所致。过渡层组织在靠近基体的部位具有垂直于界面向上生长的趋势,方向性明显。镍铬碳化铬涂层与过渡层之间的结合也比较牢固,但在结合面处的组织不太均匀,有黑色块状晶组织,通过EDS分析可知,该晶体组织主要成分为Cr和C,如表2所示,Cr和C的重量百分比和原子百分比都比较高,Cr与C的原子百分比为49.44/28.78,,可以推测该晶体可能为Cr3C2。当Ni45为过渡层时,25NiCr-75Cr3C2涂层接近表面处的组织呈絮状和针状,并分散排布有少量的花团状晶体组织,如图1(b)所示;接近过渡层处的组织除了块状晶外,主要为絮状和针状晶。当Ni60为过渡层时,25NiCr-75Cr3C2涂层组织呈现叶片状和枝晶状,与Ni45为过渡层的组织具有明显的差别,此外,过渡层Ni60除胞状晶外,还有呈带状分布的黑色球状物。经过EDS分析,涂层各区组织中主要化学成分重量百分比如表3所示,图3和图4分别为不同过渡层时25NiCr-75Cr3C2涂层接近表面的能谱图。从表3中数据可以看出,从接近基体处到涂层表面,Cr和C的含量逐渐增加,而Ni的含量逐渐减少。表面涂层同为25NiCr-75Cr3C2,与过渡层Ni45相比,以Ni60为过渡层时,25NiCr-75Cr3C2涂层中Cr的含量明显偏高,而C和Ni的含量则基本接近。这主要由于镍基粉末材料Ni60的Cr含量为17.21%(如表1所示),明显高于Ni45粉末中Cr的含量7.52%,C元素也明显偏高,激光熔覆过程中,元素亦存在涂层间的扩散,因而在涂层中有更多的碳化铬硬质相生成,导热系数降低,使得涂层内温度梯度增加从而导致热应力的产生,使涂层容易出现裂纹,如图2(c)所示,裂纹垂直于基体表面一直延伸到涂层表面,调整激光熔覆的工艺参数,可以控制或减少裂纹的产生。

表2 Ni60/25NiCr-75Cr3 C2涂层B区块状晶元素成分Tab.2 Main chemical components of the block crystal in area B of Ni60/25NiCr-75Cr3C2 coating

表3 涂层各区元素成分重量百分比Tab.3 Mass percentage of chemical components in different areas of coatings
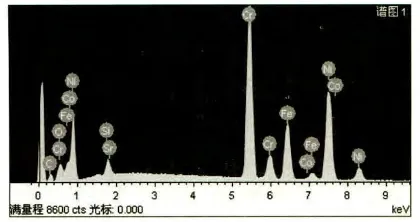
图3 Ni45/25NiCr-75Cr3 C2涂层A区能谱图Fig.3 EDSspectrum in the area A of Ni45/25NiCr-75Cr3 C2 coating
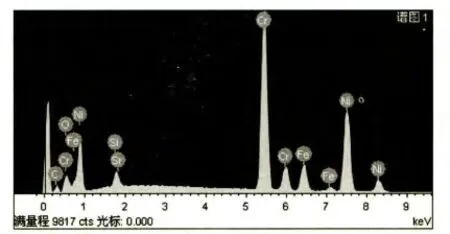
图4 Ni60/25NiCr-75Cr3C2涂层A区能谱图Fig.4 EDSspectrum in the area A of Ni60/25NiCr-75Cr3C2 coating
3.2 熔覆层的显微硬度
图5 为激光熔覆Ni基过渡层及镍铬碳化铬涂层的显微硬度,横坐标正值表示接近涂层表面的方向。从图5可以看出,显微硬度从涂层内部到涂层表面具有上升的趋势,硬度分布规律明显。当过渡层为Ni45时,上升趋势比较平缓,25 NiCr-75Cr3C2涂层表面处硬度在890 HV0.2左右,约为基体硬度300 HV0.2的3倍。当过渡层为Ni60时,25 NiCr-75Cr3C2涂层表面硬度高达1660 HV0.2,远远高于基体的显微硬度,硬度分布出现阶梯状。而且,与Ni45过渡层相比,Ni60为过渡层的25 NiCr-75Cr3C2涂层硬度提高了一倍。主要原因是Ni60合金粉末中含有更多的Cr和C元素,激光熔覆过程中,元素存在涂层间的扩散,因而在涂层中有更多的碳化铬硬质相生成,从而提高了涂层的硬度。
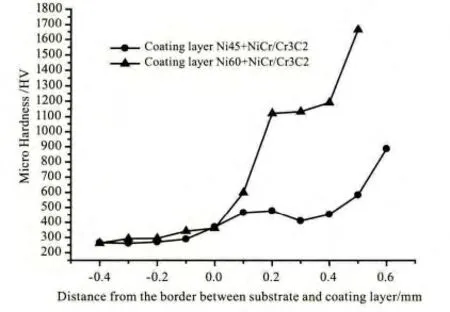
图5 不同过渡层的涂层显微硬度对比Fig.5 Micro hardness comparison of cladding coatings with different transition layers
4 结论
本文分别以镍基合金Ni45和Ni60为过渡层,通过激光熔覆技术,在45钢基体上熔覆25NiCr-75Cr3C2涂层,对比分析和研究了两种条件下涂层的微观组织和显微硬度,可以得出以下结论:
1)以镍基合金为过渡层,在45钢基体上熔覆25NiCr-75Cr3C2涂层,可以得到与基体结合紧密的涂层组织,且涂层硬度明显高于基体硬度。
2)不同的镍基过渡层上熔覆的25NiCr-75Cr3C2涂层微观组织结构及元素成分也不相同。
3)选择不同的镍基合金Ni45和Ni60为过渡层,得到的25NiCr-75Cr3C2涂层的硬度值不同。与过渡层Ni45相比,过渡层为Ni60时25NiCr-75Cr3C2涂层的显微硬度明显提高,但产生裂纹等缺陷的几率也增加。
[1] SUN G F,ZHANG Y K,LIU C S,et al.Microstructure and wear resistance enhancement of cast steel rolls by laser surface alloying NiCr-Cr3C2[J].Materials and Design,2010,31(6):2737-2744.
[2] HUANG Chuanbing,DU Lingzhong,ZHANG Weigang.Preparation and characterization of atmospheric plasmasprayed NiCr/Cr3C2-BaF2-CaF2composite coating[J].Surface and Coatings Technology,2009,203(20-21):3058-3065.
[3] WEI Long,LIU Zongde,LI Xinzhi,et al.Microstructure and grain abrasion properties of Cr3C2-NiCr coating prepared by laser cladding method[J].Applied Mechanics and Materials,2013,271-272:3-7.
[4] LU Yijun,WANG Xiaoni,SUN Qian.Microstructure and properties of laser remelting plasma-sprayed NiCr-Cr3C2coatings[J].Journal of Ceramics,2011,32(3):368-371.(in Chinese)陆益军,王晓妮,孙倩.激光重熔等离子喷涂NiCr-Cr3C2涂层微观结构和性能研究[J].陶瓷学报,2011,32(3):368-371.
[5] LI Jie,ZENG Keli,GAO Feng.The effects of Cr3C2-25NiCr on microstructure and properties of iron based laser clad layer[J].Thermal Spray Technology,2012,4(1):36-40.(in Chinese)李杰,曾克里,高峰.Cr3C2-25NiCr对铁基激光熔覆层微观组织与性能的影响[J].热喷涂技术,2012,4(1):36-40.
[6] LIU Xiubo,LIU Haiqing,MENG Xiangjun,et al.High temperatue tribological behaviors of laser cladding NiCr/Cr3C2-WS2self-lubrication wear-resistant coating[J].Journal of Materials Engineering,2013,(11):26-31,37.(in Chinese)刘秀波,刘海青,孟祥军,等.激光熔覆NiCr/Cr3C2-WS2自润滑耐磨涂层的高温摩擦学行为[J].材料工程,2013,(11):26-31,37.
[7] YANG Maosheng,LIU Xiubo,FAN Jiwei,et al.Microstructure and wear behaviors of laser clad NiCr/Cr3C2-WS2high temperature self-lubricating wear-resistant composite coating[J].Applied Surface Science,2012,258(8):3757-3762.
[8] CHEN Shufa,HE Xiangming,YANG Maosheng,et al.NiCr/Cr3C2-WS2-CaF2wear resistant composite coatings prepared by laser cladding[J].Transactions of Materials and Heat Treatment,2012,33(10):21-25(in Chinese)陈书法,何祥明,杨茂盛,等.激光熔覆制备NiCr/Cr3C2-WS2-CaF2复合材料涂层[J].材料热处理学报,2012,33(10):21-25.
[9] LIU Haiqing,LIU Xiubo,MENG Xiangjun,et al.Study on γ-NiCrAlTi/TiC+TiWC2/CrS+Ti2CShigh temperature self-lubricating wear resistant composite coating on Ti-6Al-4V by laser cladding[J].Chinese Journal of Lasers,2014,41(3):0303005-1~6.(in Chinese)刘海青,刘秀波,孟祥军,等.Ti-6Al-4V合金激光熔覆γ-NiCrAlTi/TiC+TiWC2/CrS+Ti2CS高温自润滑耐磨复合涂层研究[J].中国激光,2014,41(3):0303005-1~6.
[10]YU Youjun,ZHOU Jiansong,CHEN Jianmin,et al.Microstructure and tribological behavior of laser cladding NiCr/Cr3C2-Ag-BaF2/CaF2self-lubrication wear resistant metal matrix composite coating[J].China Surface Engineering,2010,23(3):64-69,73.(in Chinese)俞友军,周健松,陈建敏,等.激光熔覆NiCr/Cr3C2-Ag-BaF2/CaF2金属基高温自润滑耐磨覆层的组织结构及摩擦学性能[J].中国表面工程,2010,23(3):64-69,73.