低合金耐热钢埋弧焊用粘结焊剂①
2015-03-22夏毅冰马昆何少卿编译
夏毅冰,马昆,何少卿编译
(1.锦州万得焊材有限公司,辽宁 锦州121213;2.辽宁工业大学,辽宁 锦州121000;3.锦州市特种设备监督检验所,辽宁 锦州121000)
1 发明概述
埋弧焊是高效焊接方法,适用于各种大型焊接结构的制造,尤其是大型压力容器的石油精炼反应装置的制造。这种石油精炼反应装置的材料一般为低合金耐热钢。为了提高低合金耐热钢熔敷金属的抗回火脆性,进行了大量的研究,结果表明,降低母材和熔敷金属中的杂质,特别是P含量,具有提高抗熔敷金属回火脆性的效果。
为了满足石油精炼反应装置的工作条件向高温、高压化发展的要求,向母材和熔敷金属中添加微量的V元素,以提高材料的强度,防止再热裂纹的产生应降低P含量。因此提出了控制焊丝和焊剂中C、Si、Mn、P和O的含量,减少P 向熔敷金属中过渡的埋弧焊方法(特開平6-328292号公报)。即:设焊丝和焊剂中的化学成分含量X 为[X],则按式(1)算出的Ps在3.50%~5.50%范围,来控制C、Si、Mn、P 和O含量,可以提高抗回火脆性和抗再热裂纹性能。

随着反应装置板厚的增加,主要使用能够获得抗冷裂纹性优良和扩散氢含量低的熔敷金属的粘结焊剂进行埋弧焊,以满足大型压力容器的石油精炼反应装置制造的需要。特開平6-328292号公報中提出了不仅调整焊丝和焊剂中的P,而且调整C、Si、Mn 和O含量的方案,但这种方法的成本较高,且必须对焊剂中的原材料进行认真的研究和探讨。
鉴于上述的问题,研究了一种具有良好的焊接工艺性能,而且提高抗再热裂纹和回火脆性的低合金耐热钢埋弧焊用粘结焊剂。
2 发明的内容
发明的低合金耐热钢埋弧焊用粘结焊剂的特征是使用水玻璃造粒,烧结制成。含有20%~40%的氧化镁,氧化镁的P含量控制在0.025%以下,占焊剂总量的0.015%以下。
粘结焊剂中氧化镁的含量最好为25%~35%。经过深入的试验研究,发明者对焊剂中原材料的P 向熔敷金属中过渡提出了不同见解:认为原来使用的粘结焊剂的各种原材料中,特别是氧化镁原料是天然的,没有对原材料中的P含量进行控制。发明控制了氧化镁中的P含量,降低了P 向熔敷金属中的过渡。
以下详细说明埋弧焊用粘结焊剂的成分控制理由。
焊剂中的MgO含量20%~40%。氧化镁具有提高熔渣流动性、改善焊道形状的效果。氧化镁含量占焊剂总重量小于20%时,得不到这种效果;超过40%时,脱渣性降低,同时电弧不稳定。因此焊剂中的氧化镁含量占焊剂的总量在20%~40%范围内,最好控制在25%~35%之间。
氧化镁原料中的P≤0.025%。氧化镁原料中的P含量超过氧化镁原料总重量的0.025%时,熔敷金属的抗回火脆性下降,同时容易产生再热裂纹,因此,氧化镁原料中的P含量占总重量的百分比控制在0.025%以下。作为氧化镁的原材料可以使用烧结氧化镁和橄榄石。
焊剂中的P ≤0.015%。焊剂中P 总量超过0.015%时,降低熔敷金属的抗回火脆性,同时容易产生再热裂纹,因此,焊剂中P 总量控制在0.015%以内。
在发明的焊剂中,除上述的氧化镁原料外,还使用氧化硅、氧化铝和氧化钛等氧化物、萤石和氟化钡等金属氟化物、石灰石和碳酸钡等金属碳酸盐以及脱氧剂等。
3 发明实施例
表1是φ4 mm焊丝的化学成分,表2和表3是焊剂的各种成分。使用这种焊剂和焊丝按表4所示的母材(低合金耐热钢)进行焊接来评价焊接工艺性能。焊接规范如表5所示。

表1 焊丝的化学成分(质量分数,%)
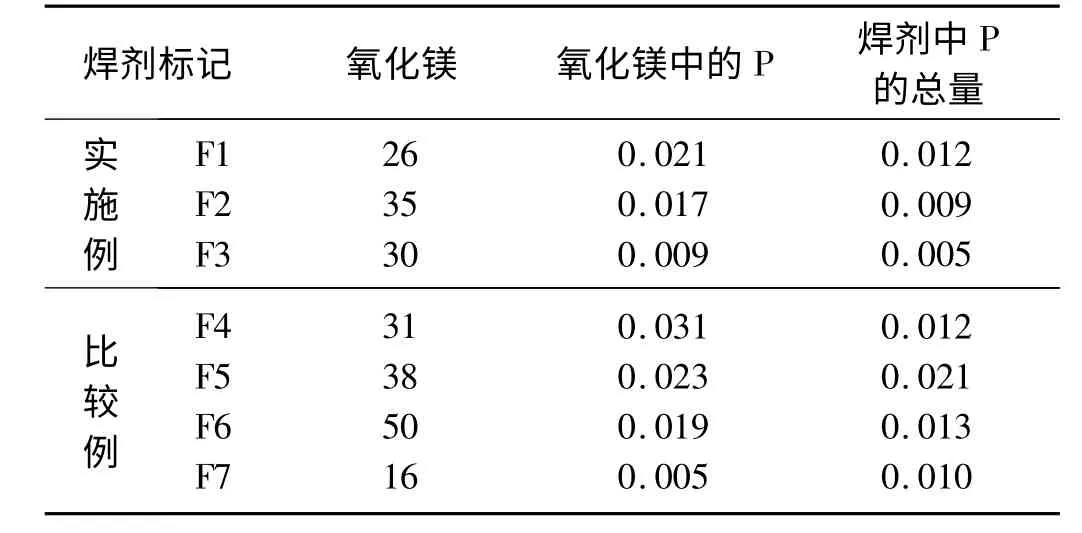
表2 粘结焊剂中的化学成分(质量分数,%)
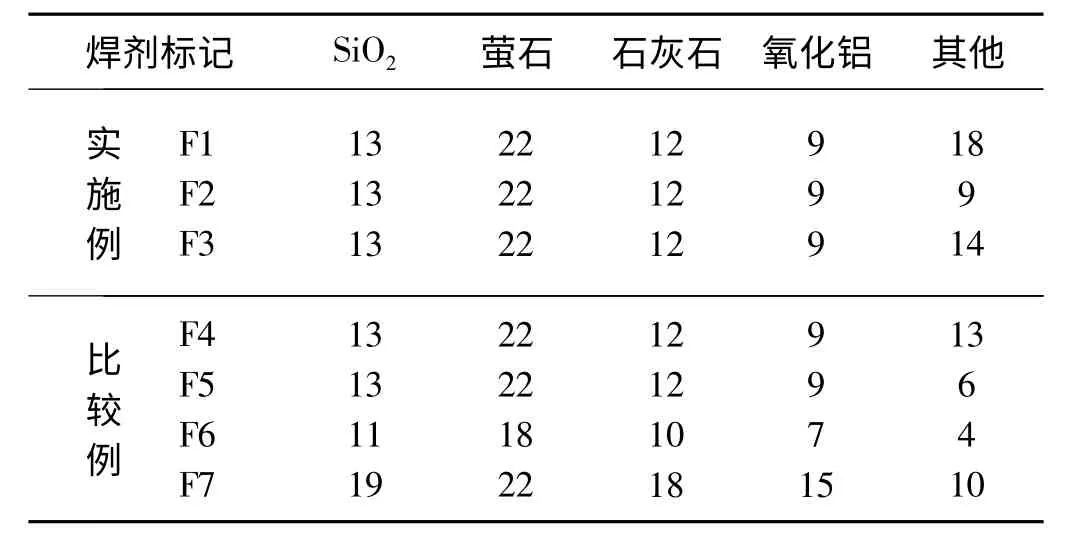
表3 粘结焊剂中的成分(质量分数,%)

表4 母材化学成分(质量分数,%)

表5 焊接规范
为了评价熔敷金属的抗回火脆性和抗再热裂纹性能,截取试样,对试样进行评价。关于回火脆性,对试样进行步冷处理(促进脆化的热处理),根据夏比V形缺口冲击试验测定ΔVTr55进行评价,ΔVTr55小于25℃时为良好,所谓ΔVTr55是指步冷后55 J 冲击吸收功时的脆性转变温度。
图1是步冷处理条件的示意图,纵轴为温度,横轴为时间。
如图1所示,试样超过300℃时,以小于50℃/h的温升速度加热到593℃后,保温1 h。然后以5.6℃/h的降温速度冷却,在538℃时保温15 h,524℃时保温24 h,496℃时保温60 h。从496℃开始以2.8℃/h的冷却速度降到468℃,保温100 h,然后以28℃/h的冷却速度冷却到300℃以下。300℃以下时,温升和冷却条件不规定。
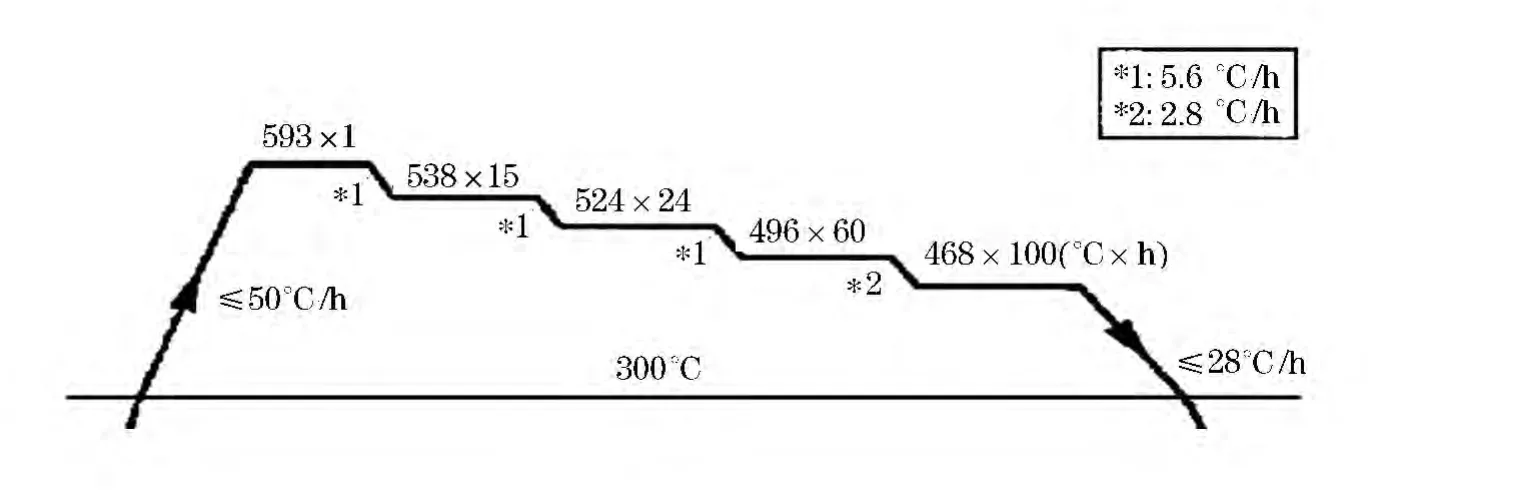
图1 步冷处理条件的示意图
关于再热裂纹,参照《关于消除应力退火裂纹的研究》(溶接学会誌,1964,30(9):71)进行评价环状裂纹试验。
如图2a所示,母材开V形坡口,在V形坡口下面配置与母材化学成相同的垫板。在熔敷金属的最后焊道的上面截取带有缺口和环状筒的试样。图2c所示的缺口位于熔敷金属的上方,切口位于熔敷金属的下面。圆筒形试样如图2b所示,长度为20 mm,外径10 mm,内径5 mm。
如图2c所示,圆筒的内部空洞部分到切口的宽度为0.5 mm,在与切口相对的外周的长度方向切成缺口。图2c所示缺口5A部分的放大如图2d所示,深度0.5 mm,宽0.4 mm,底部的曲率半径为0.2 mm的U形槽。
如图2e所示,评价环状裂纹试验是对圆形试样的箭头所示的方向施加应力,试样4的切口6 使用填充焊材进行TIG焊,U形槽的底部产生拉伸残余应力而遭受热处理,评价U形槽地底部的裂纹有无。
裂纹的评价结果见表6。
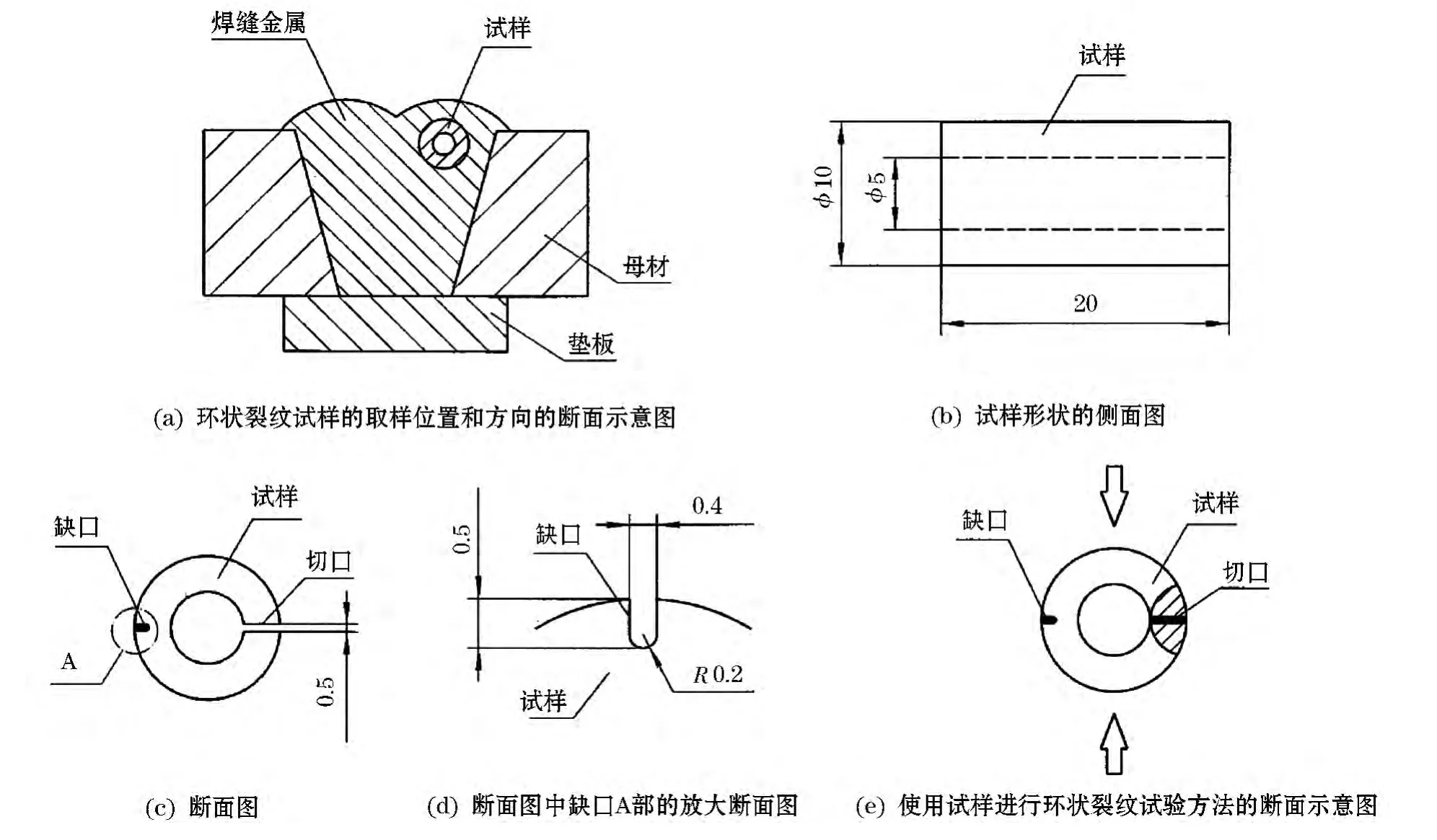
图2 试样截取示意图

表6 裂纹的评价结果
如表1~表6所示,实施例1~3号,焊剂中含有的氧化镁材料中的P含量和焊剂中含P 总量在发明的范围内,焊剂中氧化镁(MgO)含量也在发明的范围内,所以具有良好的焊接工艺性能,而且提高了抗回火脆性和抗再热裂性。
相反,比较例4号焊剂中含P 总量满足本发明的范围,但氧化镁材料中的P含量超过发明范围的上限,抗回火脆性下降,产生再热裂纹。比较例5号氧化镁材料的P含量在发明范围内,而焊剂中含P 总量超过发明的上限,与比较例4号相同,降低了抗回火脆性,产生再热裂纹。
比较例6号和7号焊剂中氧化镁含量不在本发明范围内,6号焊剂的脱渣性不好,7号焊剂焊道外观恶化,因此不能进行抗回火脆性和再热裂纹性能试验。
4 发明的效果
根据以上的详细说明,由于合理控制焊剂中氧化镁含量,可以获得优良的焊接工艺性能,同时合理地限制氧化镁材料中含P 量和焊剂中含P 总量,能够提高熔敷金属的抗回火脆性和抗再热裂纹性能。
