高性价比点焊捆带的研制
2015-03-21胡因洪陶军晖张兆丽张建国
黄 菲,胡因洪,陶军晖,张兆丽,匡 伟,张建国
(1.武钢研究院, 武汉 430080;2.武钢江北公司, 武汉 430415)
点焊捆带是一种具有高附加值和广阔市场前景的冷轧深加工产品,广泛用于高速自动打包机对钢卷,特别是冷轧钢卷进行捆扎包装。[1]
一般来说,钢卷包装主要采用三种方式:锁扣式、免扣式和焊接式。锁扣式是将捆带接头用钢扣扣压的方式结合在一起,主要用于气动(人工)打捆,拉紧力大于6 kN。免扣式是将捆带接头通过冲压变形(冲模做扣)的方式结合在一起,主要用于全自动打捆,拉紧力大于14 kN。焊接式是将捆带接头通过点焊的方式连接在一起,主要用于全自动打捆,最大拉紧力达到 20 kN。[2-5]
采用锁扣式打捆,拉紧力本身较小,同时受气源压力和人工操作等因素的影响较大,速度慢,效率低,钢卷在打包过程中易发生包装损坏和散包等问题,主要适用于常规条件下的打捆作业。此外,捆扎时需要辅助以大量的钢质锁扣,生产成本较高。相对而言,免扣式或焊接式打捆主要依靠高速运行的自动打包机,速度快,效率高,特别适合极端或高速连续的工作环境。同时,无需专门的锁扣,降低了生产成本。焊接式,由于拉紧力是三种方式中最大的,捆扎的安全系数最高。同时,由于没有锁扣,也极大减轻了对钢卷表面的损伤,保证了钢卷的表面质量。此外,操作也最为简便。因此,焊接式打捆在国外钢铁企业中获得了广泛应用,是钢卷包装技术未来的发展方向。随着近年来我国钢铁工业的迅猛发展及产能的急剧扩增,钢材生产日益呈现出“规模化、高速化、连续化、自动化”的特征,因此,点焊捆带的市场需求量将会大幅增加。
有鉴于此,针对某客户的现实需求,我们通过优化原料钢种和生产工艺,成功研制出满足使用要求的高性价比点焊捆带,在相关产线得到广泛应用,替代了部分同类进口产品。
一、实验部分
(一)实验试样
实验试样由客户提供,实验前对其进行裁剪,其中热轧原料厚度一般为3.0 mm,冷轧原料和成品捆带的厚度一般为0.8 mm,并清洁表面。
(二)实验设备
化学元素分析在ULTIMA 2C等离子发射光谱仪(法国JOBIN-YVON公司)和EMIA-820V碳硫分析仪(日本HORIBA公司)上完成,力学性能分析在GALDABINI SUN10电子拉伸试验机(意大利GALDABINI公司)和WJJ-6C机动式弯折试验机(宁夏青山试验机有限公司)上完成,金相分析在PME3-323UN金相显微镜(日本OLYMPUS公司)上完成,焊接试验在三相次级整流DZ-3×40型点焊机上完成。
二、结果与讨论
(一)产品研制
产品优良的使用性能是确保不发生断带的关键。基于客户现有自动打包机的运行情况,产品性能的要求一般如下:厚度0.8 mm,抗拉强度不低于900 MPa,延伸率不低于9%,反复弯曲次数不少于4次,焊点质量良好。简而言之,力学性能和焊接性能是重点。这里,主要通过优化原料钢种和生产工艺来实现产品性能。
1.原料钢种
原料钢种非常关键,是保证产品性能的基础。客户现有A、B、C、D四个钢种,分别是低合金成分系A,高Si高P成分系B,C-Mn成分系C和D。为保证产品的强度,钢种A采取的办法是加入合金元素Nb;钢种B则大幅提高Si和P的含量;而钢种C和D主要通过C和Mn的固溶强化来实现。见表1。从理论上来说,这四个钢种的设计思路均有一定的合理之处。
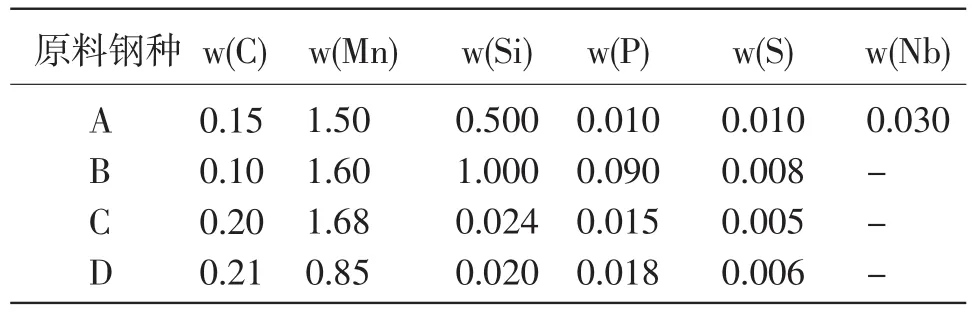
表1 不同钢种的化学成分(wt%)
2.生产工艺
生产工艺主要包括两部分:轧制工艺和热处理工艺。只有原料钢种与生产工艺相匹配,才有可能真正实现产品性能。
(1)轧制工艺

表2 不同钢种的热轧工艺
从表2可以看到,A→D四个钢种的轧制和卷取温度不完全相同。这是因为钢种A和B加入了Nb或者大幅提高了Si和P的含量,导致热轧原料强度相对较高。只有同时提高卷取温度,才有可能保证热轧原料的塑性和韧性。相对而言,钢种C和D的热轧原料强度要低一些,因此,它们的轧制和卷取温度要低一些。这其中,又由于钢种C的Mn含量约是D的一倍,因而其轧制和卷取温度相对较高。

表3 不同钢种的冷轧工艺
从表3可以看到,对于A→D四个钢种而言,当热轧原料和冷轧原料厚度固定后,总压下率也就固定了,均为73.3%。但是,无论是哪个钢种,如果道次数不超过9次,将无法完成轧制。这是因为道次压下率较高,对轧制设备的损伤较大。采用10道次轧制,适当降低了道次压下率,既可以保护轧制设备,又保证了冷轧原料的力学性能。而如果进一步增加轧制道次,虽然同样能完成轧制,但冷轧原料的表面光洁度会大幅增加,容易造成捆带在打包机内运行时发生打滑现象。同时,也会无谓地增加轧制时间和轧辊损耗,降低工作效率,导致生产成本上升。因此,采用10道次轧制比较合理。当然,如果能采用更先进的冷连轧方式进行轧制,轧制速度更快,效率更高,生产成本会更低。
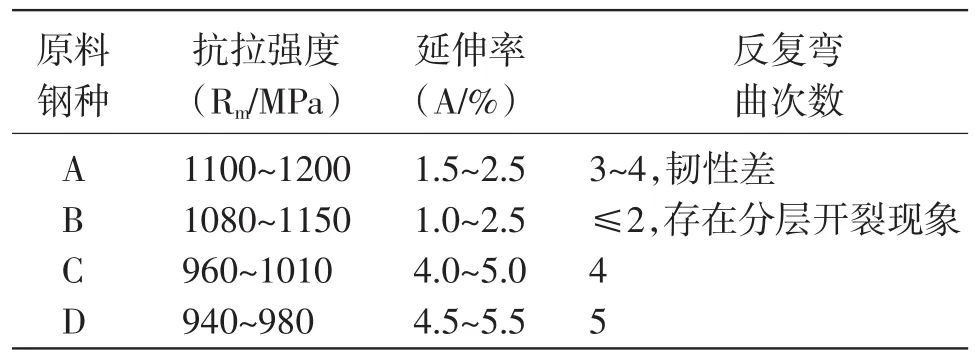
表4 不同钢种冷轧原料的力学性能
从表4可以看到,按照上述轧制工艺进行生产,A和B的冷轧原料强度比较高,延伸率较低,韧性都不是太好;而C和D虽然强度较低,但延伸率较高,并且韧性较好。这和原料钢种的化学成分息息相关。钢中添加了合金元素Nb后,在大幅增加强度的同时,也会降低塑性和韧性。而如果大幅提高Si和P的含量,则会明显增加钢的脆性。
(2)热处理工艺
由于产品强度要求不是太高,没有必要采用能耗较大、操作复杂的调质热处理工艺,只需能耗较低、操作简单的去应力退火工艺就可达到目的。生产中一般主要考察两个工艺参数:热处理温度和时间。从表5可以看到,相对于C和D,由于A和B的冷轧原料强度较高,延伸率较低,韧性较差,只有适当提高热处理温度和延长热处理时间,才有可能保证产品的力学性能。
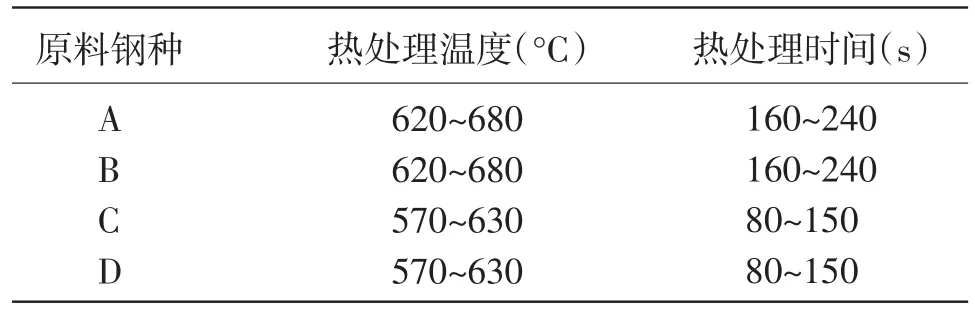
表5 不同钢种产品的热处理工艺
3.性能分析
(1)力学性能
从表6可以看到,由于B钢种Si和P的含量过高,导致产品的韧性很差,存在明显的分层开裂现象,完全无法使用。虽然经过了热处理,但仍然难以解决这一问题。A钢种虽然加入了Nb,却无法保证产品同时具有较高的强度、塑性和韧性,达不到使用要求,只能降级处理。因此,从实际考虑,A和B作为点焊捆带的原料钢种是不合适的。相对而言,C和D钢种的产品则具有较好的力学性能,满足使用要求。其中,D钢种产品的塑性和韧性更好,与C相比,捆扎时发生断带的可能性较低。

表6 不同钢种产品的力学性能
(2)焊接性能

表7 点焊工艺参数及试验结果

表8 剪切拉伸试验结果
从表7和表8可以看到,进行点焊试验,焊接时有一定飞溅。对于C和D钢种的产品,在5~7 kA及8~9 kA时,焊接剥离试验为扣孔式剥裂,剥离试验合格。每个焊核最小直径(Dmin)满足要求,焊接性能良好,满足使用要求。剪切拉伸试验均为扣孔式撕裂,其中D钢种剪切拉伸试样见图1。拉剪力分别达到9.8~11 kN和9.4~11 kN。因此,两者的焊接性能大致相当。
从图2可以看到,焊接后,D钢种产品焊缝熔合区和热影响区的金相组织均为马氏体,母材则为粒状贝氏体。焊点成形良好,内部无缺陷。
(二)成本分析

图1 D钢种产品剪切拉伸试样图

图2 D钢种产品焊缝金相组织图
据客户介绍,其以前每年从国外进口点焊捆带至少1 000吨,由于单价不低于1万元/吨,采购成本常年居高不下,因此,强烈渴望产品实现国产化,以期降低成本。产品只有物美价廉,客户才能大批量采购并大范围推广。对产品的生产成本来说,主要包括原料成本和工序成本两个方面。
1.原料成本
对于A、B、C、D四个钢种而言,其原料成本大致是A>B≈C>D,这是因为A添加了贵重的合金元素Nb,相对于D而言,其原料成本增加了400~500元/吨。对于B和C来说,B的Si含量要远远高于C,冶炼时需要加入大量的Si。但C的P含量要远远低于B,需要脱P处理。由于Si为富含元素,而脱P处理也是炼钢过程中的常规手段,因此,两者对成本的影响大致相当,因而B和C的原料成本也差别不大。而对同属C-Mn成分系的C和D来说,在C、Si、P、S等元素含量几乎一致的情况下,钢种C的Mn含量是D的一倍,显然,钢种C的原料成本要高于D。
2.工序成本
热轧工序中,因为化学成分不同,导致A和B的热轧原料强度要高于C和D,因此轧制温度和卷取温度也较高(表2)。从能耗来说,基本上是A≈B>C≈D。冷轧工序中,由于都是采用10道次反复轧制,轧制成本相差不大。但由于冷轧原料强度基本上也是A≈B>C≈D(表4),因而轧制A和B时,轧辊的损耗相对较大,可能会增加设备的维护成本。在热处理工序,为保证产品同时具有较高的强度、塑性和韧性,热处理温度和时间同样遵循A≈B>C≈D的规律(表5),显然能耗大致也是这个趋势。

图3 产品应用于冷轧产线
(三)产品综合评价
总体来看,产品的综合使用性能基本上是D>C>A≥B,而生产成本则大致是 A>B>C>D,因此,产品的性价比是D>C>A≥B。对客户来说,采用D钢种是最适合的,产品可以获得最高的性价比。
(四)产品应用情况
客户将所研制的点焊捆带应用于冷轧产线,结果表明,产品性能完全达到要求,使用情况良好(见图3),替代了部分同类进口产品,达到国内领先水平。
三、结论
通过优化原料钢种和生产工艺,成功开发出高性价比点焊捆带。产品性能优良,使用情况良好,完全满足客户要求,并为其大幅降低了采购成本。
[1]袁洁敏,严俊.钢质捆带应用技术探讨[J].江苏科技信息,2011(5):43-45.
[2]于革刚,刘明利,孙瑞涛.钢卷包装技术现状与发展趋势浅析[J].冶金设备,2005(2):48-50.
[3]刘明利,于革刚,孙瑞涛.钢卷包装工艺技术研究[J].冶金设备,2005(3):35-38.
[4]于革刚,刘明利,孙瑞涛,柴俊英.对钢卷包装中几个关键技术问题的研究[J].轧钢,2006(2):45-48.
[5]王浩宇,石焱,饶洪宇.我国冷轧钢卷包装工艺现状分析[J].四川冶金,2007(4):32-33.
