浅谈6.25m粘贴机电气系统
2015-03-20田心憬
田心憬
(太原重工股份有限公司技术中心焦化所,山西 太原 030024)
引言
分体式6.25m捣固焦炉设备是太原重工股份有限公司(以下简称太原重工)新开发的大型捣固焦炉设备,也是目前国内最大、最先进的捣固焦炉设备。作为捣固焦炉设备核心部件的捣固机一直是太原重工的薄弱环节,捣固机的漏油、易磨损等问题制约着太原重工焦化设备的进一步发展,为了解决这种不利局面,太原重工技术中心焦化所开发了新型的捣固机。新型捣固机包括5台捣固单元(2个单元为8个捣固锤,3个单元为6个捣固锤),连接在一起组成一组捣固机,每组捣固机共有34个捣固锤。
粘贴机是一个带有液压装置的电加热系统,用来给捣固锤粘贴摩擦片,也可以为损坏的捣固锤分离摩擦片,整个过程均要严格控制加热板的温度和加热时间。本机构是为6.25m大容积焦炉配套使用的,粘贴机包括上下梁,每个梁上有4个2.8kW的加热电阻。上下梁均装有温度传感器PT100,通过对粘贴机温度的控制,实现粘贴和分离两种不同的工序。
1 粘贴机机械结构简介
6.25m粘贴机机械结构主要有三部分组成:底座、下部梁和上部梁。其中底座是粘贴机的支架,起固定粘贴机的作用;下部梁为压紧机构,用来支撑下面的加热器板;上部梁为回转布置,用来支撑上面的加热器板。加热装置包括加热器板、加热电阻器、温度传感器和隔热层。加热板为铸铝板,上下梁各由三块串接而成;加热电阻器是提供粘贴机温度的保障,上下梁各有4个2.8kW的电阻丝;温度传感器选用PT100,上下梁各有1个,用来测量温度;隔热板起隔离作用,用来保护加热板里面的电气元件(如图1)。
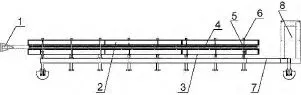
图1 粘贴机机械结构
2 粘贴机工艺概述
粘贴机的电气控制可分为摩擦片的粘贴和分离两大主要单元,其中摩擦片的粘贴工序用来给捣固锤粘贴摩擦片,粘贴机的分离工序用来分离捣固锤上磨损的摩擦片。两种加热工序主要通过控制加热温度和时间来实现,另外还有油泵等辅助单元,均采用PLC控制。
2.1 摩擦片粘贴
粘贴机开始粘贴摩擦片时,首先通过旋转装置油缸打开旋转架,然后把捣固锤放置在粘贴机下部梁,再通过旋转装置油缸把旋转架复位,同时,通过锁紧装置油缸把旋转架锁紧。最后,压紧油缸同时工作,对下部梁进行压紧动作,达到所需的压力(200±10N)后,液压泵关闭。压力通过可调减压阀来限制以避免对要粘贴的部位压紧过度。粘贴过程中如果出现压力异常现象,将通过蜂鸣器进行报警,并且在TD400C面板上显示和记录报警信息。加热程序通过操作面板TD400C上的功能键来启动。捣固锤连同摩擦片一起被加热到粘贴所需的温度,整个过程都由PLC来控制[1]。
当进行粘贴程序时,温度传感器对加热元件进行不断地检查。根据摩擦片粘贴的工艺要求,应该控制粘贴温度最高为90℃。当PT100温度达到90℃后停止加热,同时当温度下降到87℃时,需要通过PLC程序接通控制加热电阻的固态接触器,重新启动加热程序[2]。根据摩擦片粘贴工艺要求,加热板保持此温度30m(90℃+/-3℃),随后停止加热。
当温度达到50℃,粘贴摩擦板工作结束后,首先将8个压紧油缸同时恢复到原位;然后,锁紧装置油缸打开锁紧装置,使得锁紧装置和旋转架分离;最后通过旋转装置油缸打开旋转架,当把捣固锤移走后,再通过旋转装置油缸把旋转架复位。完成以上步骤,一个摩擦片粘贴工作结束。
2.2 摩擦片分离
粘贴机开始分离摩擦片时,首先通过旋转装置油缸打开旋转架;然后把捣固锤放置在粘贴机下部梁,再通过旋转装置油缸把旋转架复位;同时,通过锁紧装置油缸把旋转架锁紧;最后,8个压紧油缸同时工作,对下部梁进行压紧动作,达到所需的压力(200±10N)后,液压泵关闭。压力通过可调减压阀来限制以避免对要粘贴的部位压紧过度。分离过程中如果出现压力异常现象,会通过蜂鸣器进行报警,并且在TD400C面板上显示和记录报警信息。加热程序通过操作面板TD400C上的功能键来启动。捣固锤连同摩擦片一起被加热到分离所需的温度,整个过程都由PLC来控制。
根据摩擦片分离的工艺要求,加热板加热到(160±10℃)后保持20m,然后停止加热。接着8个压紧油缸同时恢复到原位;然后,锁紧装置油缸打开锁紧装置,使锁紧装置和旋转架分离;最后通过旋转装置油缸打开旋转架;在捣固锤仍在下部加热板上时将上部摩擦片移除,然后翻转并将下部的摩擦片取掉。当把捣固锤移走之后,再通过旋转装置油缸把旋转架复位。一个分离摩擦板的工作结束。
3 粘贴机的供电方式
供电电压:AC380V50Hz;电机电压:AC 380V50Hz;控制电压:AC 220V;
PLC信号输入电压:DC24V;PLC信号输出电压:AC220V;液压电磁阀电压:DC24V。
4 机构动作顺序流程
旋转架打开,旋转架复位,锁紧旋转架,压紧下部梁,关闭液压泵,启动加热器,关闭加热器,打开液压泵,压紧油缸复位,打开锁紧装置,打开旋转架,复位旋转架。完成以上操作,一个粘贴或分离动作结束。
5 粘贴机的电气控制方法
粘贴机电气控制系统采用可编程序控制器(PLC)和人机界面(TD400C)做主控单元,进行整机各部分的集中控制,协调整机的连续生产过程,同时,TD400C可以监控整个机构的运作情况以及故障状态,并作出相应的处理和报警。
控制方式有三种:紧急手动,手动,自动。其中以自动控制为主。
1)自动。按运行条件完成一单元的动作,本粘贴机自动有两种加热程序:摩擦片粘贴自动和摩擦片分离自动。在这两种单元自动中,均要严格控制粘贴机的温度和加热时间,单元自动控制全部由PLC软件实现。
2)手动。有联锁条件,按顺序进行,通过操作面板上的按钮和TD400C面板进行操作。
3)紧急手动。无联锁条件的手动操作。这种方式是为避免加热电阻丝突发故障而设置的,实行必要的最简单动作。紧急手动方式取消了控制回路中的联锁条件,为安全起见,司机必需紧密关注加热温度和电流。
粘贴和分离程序的启动由操作面板TD400C实现,用于温度显示和故障信息处理。如果出现故障,蜂鸣器发出报警信号,故障确认通过按钮实现,任何故障除了在文本显示器上显示外,还会通过声光信号指示。文本显示器、按钮和指示灯安装在操作面板的前侧。操作面板内装有两个温度控制开关,一个用于当内部温度达到35℃时开通通风系统,另一个用于当内部温度超过50℃时关闭此系统。
6 结语
6.25m粘贴机作为太原重工技术中心焦化所2014年重点开发的项目之一,已在车间组装完成并投入使用。粘贴机的开发和使用提高了检修工作的效率,通过温度、压力的严格控制,提高了摩擦片的粘贴质量,从而减少了捣固机的故障率,增加了捣固机的寿命,极大地提升了太原重工在6.25m捣固焦炉设备上的市场竞争力。
[1] 中冶焦耐工程技术有限公司编委会.现代焦化生产技术手册[M].北京:冶金工业出版社,2010.
[2] 上海五冶检修公司主编.焦炉设备状态维护与检修技术[M].上海:上海交通大学出版社,2005.
