大功率半导体激光加工光致等离子体折射效应
2015-03-18潘吉兴唐霞辉盛利民钟理京许成文
潘吉兴,唐霞辉,盛利民,钟理京,许成文
(华中科技大学光学与电子信息学院,武汉430000)
引 言
大功率半导体激光器是一种可用于材料加工的新型激光器。相比气体激光器和Nd∶YAG激光器,半导体激光器以其体积小、重量轻、结构简洁和电光转化效率高等优势,在材料连接、材料表面相变硬化、熔覆、工程材料表面改性等方面有代替前两者的趋势[1]。特别是在板厚4mm以下的金属加工中,凭借短波长能使光束质量提高一个量级等优点,半导体激光器将会逐渐取代气体激光器,成为主要加工手段。同大功率气体激光器加热金属会产生光致等离子体相同,大功率半导体激光器在材料加工应用过程中也会产生光致等离子体,并受其屏蔽作用影响。由于两者加工热源模型不同,产生的光致等离子体对热源光束质量的影响也有一定区别。因此,对光致等离子体的研究是大功率半导体激光深熔焊接的关键技术之一。
近几年,国内外学者对光致等离子体屏蔽现象进行了深入研究,发现光致等离子体极大地影响了激光能量向工件的传输:一方面,随着等离子体尺寸的增加,如高度和宽度上的扩展,激光束能量在穿过等离子体时吸收消耗增加,即传递到工件的有效能量相应减少;另一方面,等离子体的负透镜效应导致激光束穿过等离子体后产生偏折角,直接影响激光束在工件表面的聚焦状态[2]。本文中从吸收和折射两方面理论分析了光致等离子体对激光光束的屏蔽作用,得出在光致等离子体电子密度ne≤1.0×1018/cm3的条件下,等离子体的折射效应才是引起激光屏蔽作用的主要原因的结论。
1 高功率半导体激光致等离子体的理论分析
1.1 研究条件
本文中的研究条件为4kW半导体激光加工系统,如图1所示,表1中为相关的主要参量。输出光斑为矩形(可近似为椭圆),如图2所示。光束在快轴方向为高斯分布,在慢轴方向为顶帽形分布。
Fig.1 4kW diode laser processing system
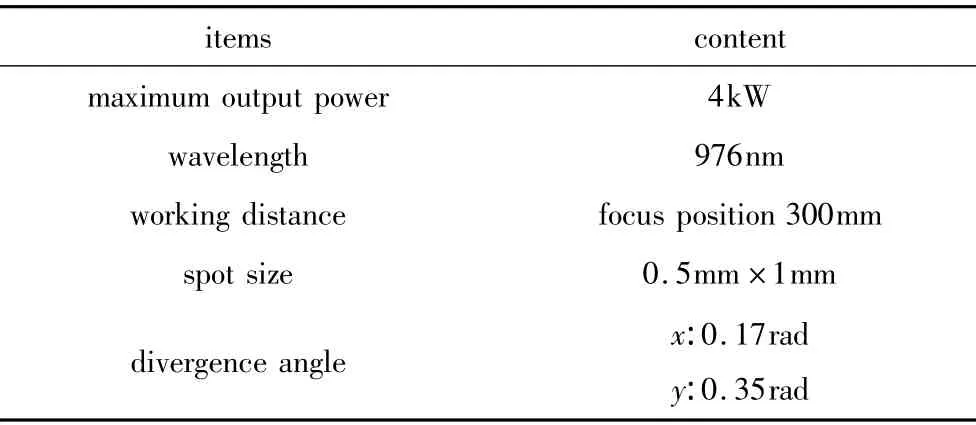
Table 1 Parameters of 4kW diodes laser processing system
Fig.2 Thermal model of diodes light source
本文中选用椭圆厄米高斯光束作为半导体激光器出射光场模型,椭圆厄米高斯光束场强度数值分布为[3]:

则其光强分布:
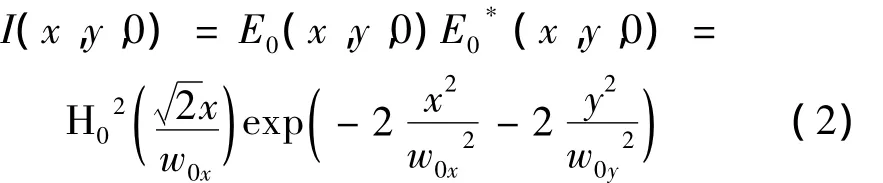
式中,H0是0阶厄米多项式,w0x和w0y分别为出射光场慢轴方向和快轴方向束腰的大小,E0*(x,y,0)是半导体激光器出射光场的共轭函数。
实验中,使用半导体激光器在4mm厚的ZL114上进行深熔焊,最大激光功率为4kW,扫描速率v=1m/min。采用976nm的半导体激光经过透镜聚焦到ZL114表面,焦点尺寸约为0.5mm×1mm,这样在很小的面积上会聚足够强的激光能量,可以在极短的时间内将金属表面蒸发、电离,最后形成光致等离子体。当半导体激光器功率达到一定值时,可以观察到明显的蓝色等离子气团,如图3所示。光致等离子体气团尺寸与半导体激光焦点光斑尺寸大小近似,高度h≈6mm。
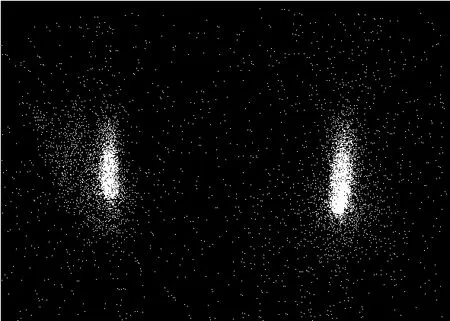
Fig.3 Light-induced plasma air mass
1.2 光致等离子体的吸收影响分析
由于逆韧致吸收[4]的存在,在激光深熔焊时,功率密度为I0的激光穿过高度为h的等离子体后,传输到工件表面的功率密度将衰减至I1:

式中,a为逆韧致吸收系数。逆韧致吸收系数可以简化为[5]:

式中,ne为等离子电子密度,T为等离子体电子温度。
当激光功率为4kW、扫描速率为1m/min时,用手持温度仪测得半导体光致等离子体的平均温度约为10000K,假设其平均电子密度为1.0×1018/cm3,故逆韧致吸收系数为:a≈0.225cm-3。光致等离子体长度为h≈6mm,因此半导体激光穿过光致等离子体后,功率密度为I1=89.36%I0。也就是说,半导体激光约10.64%的能量被光致等离子体吸收。
实际半导体激光深熔焊接过程中,形成的光致等离子体电子密度一般在1.0×1016/cm3~1.0×1018/cm3之间才会有明显的逆韧致吸收现象,此时光致等离子体温度一般在5000K~10000K之间变化,这表明对于半导体激光焊接而言,由于光致等离子体对半导体激光的吸收作用,光致等离子体对半导体激光光束存在屏蔽作用,屏蔽作用的最大影响能将其能量密度削弱到约为原来的90%。
1.3 光致等离子体的等效透镜效应分析
1.3.1 光致等离子体折射率分布计算 如果忽略光致等离子体中带电粒子碰撞的影响,等离子体的折射率 nr可由下式计算[6]:

式中,ωp2=nee2/(ε0me),ωp为等离子的振荡频率,ω为入射激光频率,e为电子电量,ε0为真空介电常数,ne和me分别为电子密度和电子质量。
激光焊接时,光致等离子体的振荡频率恒小于入射激光频率,因此,光致等离子体的折射率总是实数,且恒小于1,光致等离子体是一个光疏介质,如图4所示。
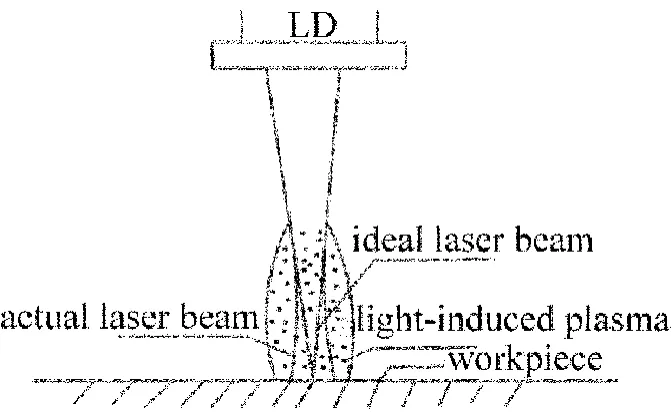
Fig.4 Negative lens effect of light-induced plasma
半导体激光深熔焊过程中,光致等离子体处于局部热平衡状态,等离子体中存在较大的电子密度梯度,在同一截面上,光致等离子体电子密度中间最大,向边缘非线性连续递减,可近似为椭圆厄米高斯分布。电子密度的差异导致折射率的变化,当入射激光束穿过等离子体时将引起激光束传播方向的改变,其偏转角与等离子体的电子密度梯度和等离子体长度有关。
[7]和参考文献[8]可知,深入分析激光焊接过程中,光致等离子体状态下的局域热动平衡理论和气体沙哈方程,建立起与实际相符,又能达到简化运算目的的电子密度数学模型,将光致等离子体电子密度数学模型设置为椭圆柱体,其参量分别为w0x,w0y和h,因此,光致等离子体在空间中的电子密度分布为:

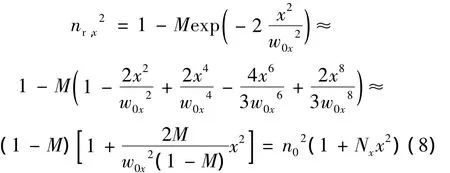
式中,nmax为模型中心光致等离子体电子密度最大值。将(6)式带入(5)式得:

式中,M=nmaxe2/(ε0meω2)。
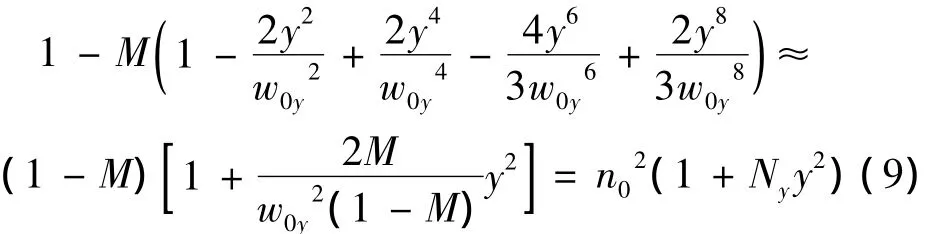
为了方便计算,只考虑x轴和y轴两个方向的光致等离子体的折射率变化,则在x轴方向得[9]:
同理可得在y轴方向的折射率分布:

1.3.2 光致等离子体的ABCD传输矩阵 由于光致等离子体可以看成是一个非均匀径向梯度的光疏介质,所以在处理光线传播问题时,采用几何光学中的光线方程[10]来求光致等离子体的光线矩阵:

式中,s是以光线某点为起点的光程弧长;r是位于s处的位移矢量,对于近轴光线可以用d/dz代替d/ds;n为光线传输过程中材料的折射率,用(r,θ)表示光线上的点及该点的传播方向,其中θ=dr/dz,如图5所示。
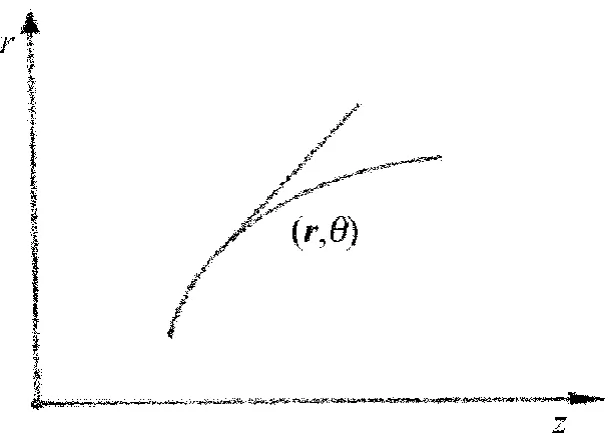
Fig.5 Light coordinate
设在入射面z=0处光线在x轴和y轴上的特性参量分别为 r0x,θ0x和 r0y,θ0y。将(8)式和(9)式分别带入光线方程(10)式,计算化简得:
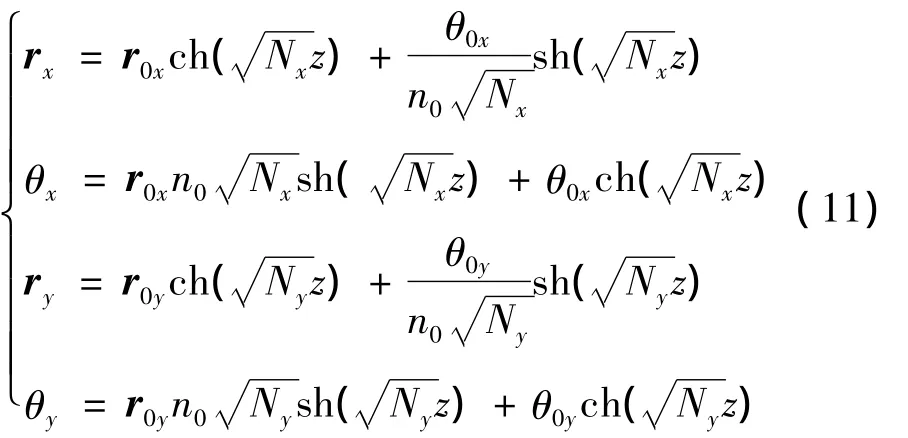
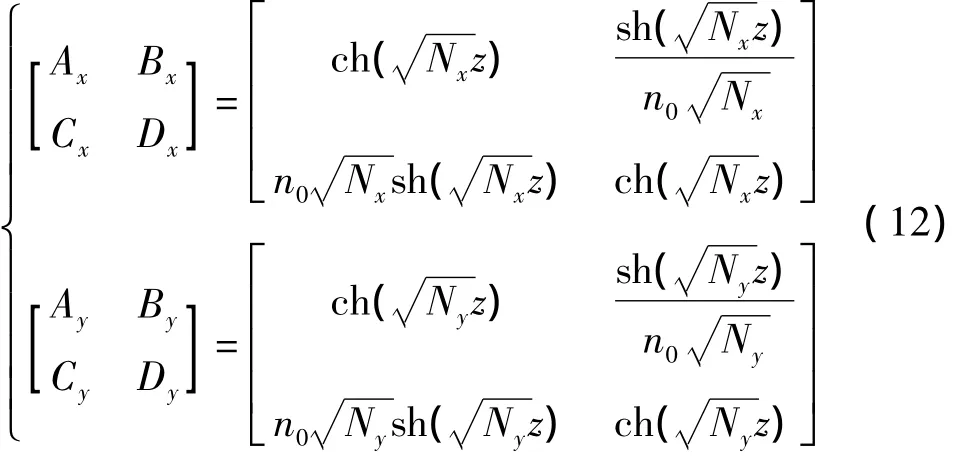
根据(11)式可以知道,该光致等离子在x-O-z平面和y-O-z平面内的传输矩阵分别为:
1.3.3 光致等离子体对激光光斑尺寸的影响 本文中采用q参量[11]来研究椭圆厄米高斯光束快轴和慢轴方向上激光光束的传播特性,如图6所示。
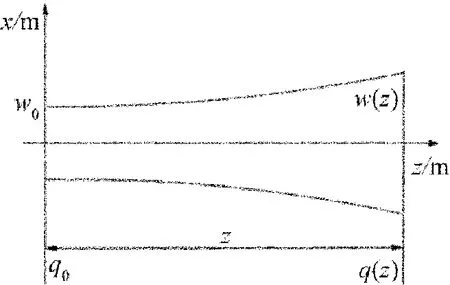
Fig.6 Relationship of Gaussian beam spatial parameters
图6 中的相关参量之间的关系可以用下式表达:
式中,w0为z=0处光束束腰,w(z)是距w0为z处的光斑大小,λ为激光波长,R(z)为相应位置激光光束曲率半径。所以在慢轴和快轴方向有:

式中,R(0)→∞,wx(0)=w0x,wy(0)=w0y。将(12)式分别代入(14)式,化简得:
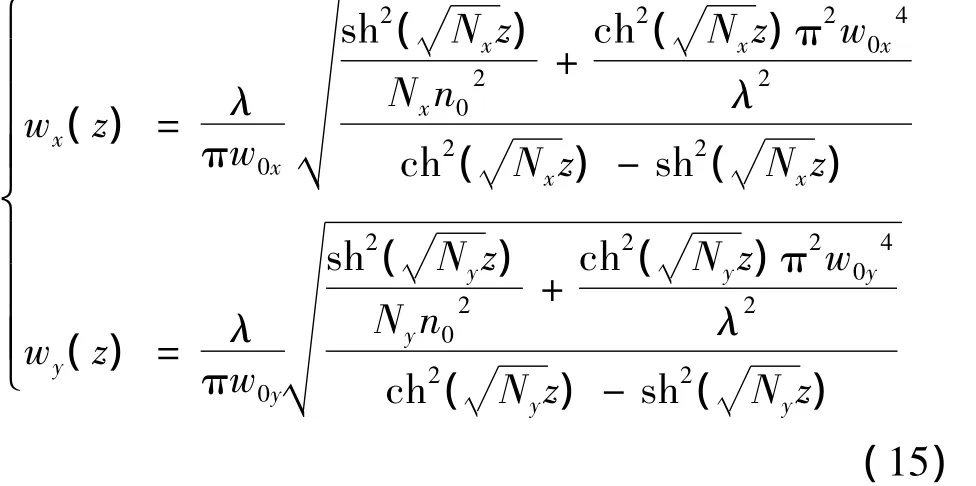
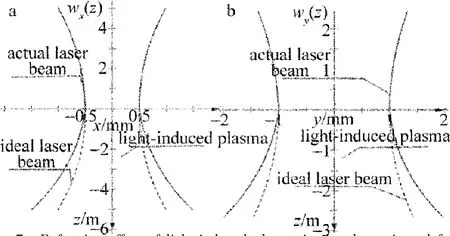
Fig.7 Refraction effect of light-induced plasma in the slow-axis and fastaxis directionsa—slow-axis direction b—fast axis direction
wx(z)和wy(z)分别表示的是慢轴和快轴方向上与束腰wx(0)和wy(0)相距z的光斑大小。因此,可以发现在入射光场确定的前提下,wx(z)和wy(z)的大小与电子密度数学模型中电子密度最大值nmax和光致等离子体长度z有关,如图7所示。
2 仿真结果及分析
本文中采用控制变量法来研究快慢轴上距离束腰z处的光斑大小随光致等离子体长度和最大电子密度之间的变化关系。将已知量e=1.6×10-19C,ε0=8.85×10-12F/m,me=9.3 ×10-31kg,w=1.93 ×1015rad/s,w0x=0.0005mm,w0y=0.001mm 和 λ =9.76×10-7m代入(15)式。
(1)当nmax≤1.0×1016/cm3时,激光功率密度较小(不大于1.0×105W/cm2),此时属于热传导焊接,等离子体仅由金属离子蒸汽组成,自由电子的能量还不足产生雪崩电离,等离子体稀疏并附在工件表面,对于激光束近似透明。因此,实际快慢轴上的光斑尺寸和理想状态下快慢轴上的光斑尺寸大小基本一致,光致等离子体对激光光束的吸收和折射影响可以忽略不计。
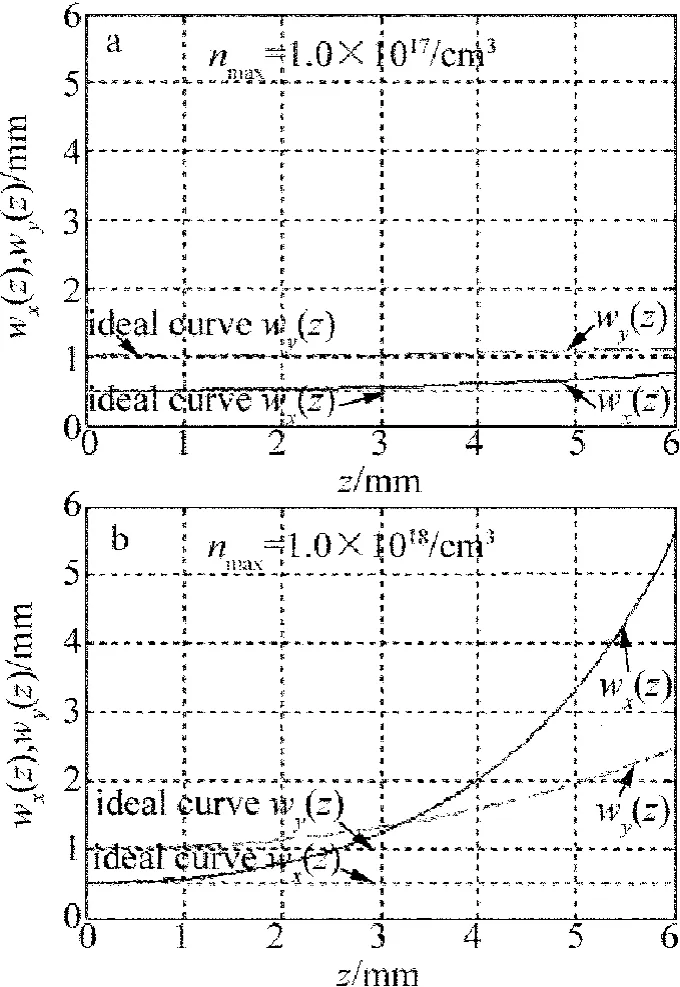
Fig.8 Relationship between light-induced plasma length z and spot size in slow-axis and fast-axis directions
(2)当nmax=1.0×1017/cm3和nmax=1.0×1018/cm3时,分别得到的关系如图8所示。可知,当激光功率密度达到一定程度时(1.0×105W/cm2~1.0×106W/cm2),金属蒸汽中的自由电子获得足够的能量使得金属蒸汽和周围气体发生雪崩电离,等离子体明显增强,向工件上方和周围扩展,在工件上方形成稳定的光致等离子体云团,对入射激光形成吸收和折射,产生明显的屏蔽作用。此时,在激光入射能量-工件表面-光致等离子体之间,存在着极为复杂的相互制约关系,只有当三者达到一个动态平衡状态时,才能够维持激光深熔焊接过程稳定进行。工业生产过程中的激光深熔焊就处在这一阶段。研究发现:此阶段的光致等离子体电子密度在1.0×1016/cm3~1.0×1018/cm3之间,取光致等离子体长度h=6mm,则等离子体对激光光束的吸收最大值约为10.64%,而等离子体对激光光束快轴的偏移量最大达到2.47mm,对激光光束慢轴的偏移量最大达到5.58mm。故可以计算得:b=实际光斑面积/理想光斑面积≈(5.58mm×2.47mm)/(0.5mm×1.0mm)≈27.57。因此半导体激光穿过光致等离子体后,功率密度为:I=I0/b=3.63%I0。
激光光斑扩大非常严重,严重降低了激光能量密度。经比较发现,在这一阶段中,光致等离子体对激光光束的透镜效应起主要作用。
(3)当nmax≤1.0×1019/cm3时,得到的关系如图9所示。
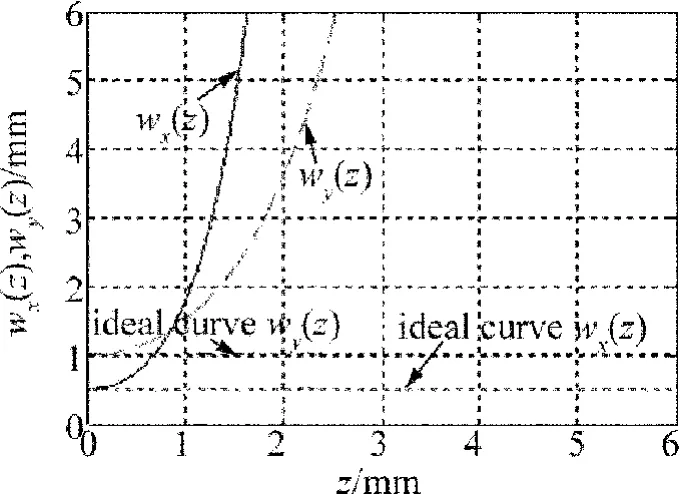
Fig.9 Relationship between light-induced plasma length z and spot size in slow-axis and fast-axis directions
研究发现,当光致等离子体电子密度nmax≥1.0×1018/cm3时,光致等离子体对激光光束的吸收和折射影响都非常大,已经达到屏蔽激光光束的程度,等离子体电子密度和空间位置随时间呈周期变化。
3 结论
从吸收和折射两方面分析了大功率半导体激光光致等离子体屏蔽效应的影响,得到以下结论:
(1)处于局部热平衡状态下的光致等离子体呈现出较大的电子密度梯度,在同一截面上,光致等离子体电子密度中间最大,向边缘非线性连续递减,可近似为椭圆厄米高斯分布。为此,作者构建了椭圆厄米高斯分布电子密度数学模型,既能有效地反映光致等离子体电子密度梯度的变化,又能达到简化运算的目的。
(2)在建立合理电子密度数学模型的基础上,采用几何光学ABCD矩阵算法来研究光致等离子体对激光光束的影响。与以往定性研究不同,几何光学ABCD矩阵算法能定量分析出光致等离子体对激光快慢轴上光斑尺寸和发散角的影响,对实验中的光斑尺寸矫正具有一定的指导意义。
(3)光致等离子体透镜效应效果类似于一个非线性梯度折射率的负透镜,使焦点下移,光斑尺寸变大,激光能量密度变小。因此,从理论上而言,在定量分析出光致等离子体对激光光斑尺寸和发散角的影响之后,只需在光束传播方向合适位置处加一个等效正透镜,即可达到光斑矫正的目的。等效正透镜的具体参量根据光致等离子体最大电子密度和长度而定。
参考文献
[1] ZHANG R F,KONG L H,LÜ Ch G.Design of constant-current source for high power semiconductor laser diode[J].Laser Technology,2012,36(1):80-83(in Chinese).
[2] XIE W J.Study on influence of groove on plasma plume induced during high power CO2laser welding[D].Shanghai:Shanghai Jiaotong University,2013:3-4(in Chinese).
[3] WANG L,SHENG X X,ZHANG W A,et al.Analysis of spectral propagating properties of Gaussian beam [J].Laser Technology,2012,36(5):700-703(in Chinese).
[4] ZHANG Sh G,ZHANG L,YU T Y,et al.Study about plasma intensity of laser rusting[J].Laser Technology,2013,37(1):56-58(in Chinese).
[5] WANG Ch.The effect of plasma thermal blockage on target under laser irradiation[D].Beijing:Beijing Jiaotong University,2013:17-19(in Chinese).
[6] LIU L H,TAN H P.Gradient index optics[M].Beijing:Science Press,2013:107-108(in Chinese).
[7] SHEN L T,CHEN J F,LI X Ch,et al.Finite element analysis on residual stress field for laser shock processing AM50 magnesium alloy[J].Laser Technology,2012,36(1):45-49(in Chinese).
[8] MA J,ZHAO Y,GUO R,et al.Numerical simulation of temperature rise of material surface irradiated by the laser[J].Laser Technology,2013,37(4):455-459(in Chinese).
[9] TAO Zh P,TAO X Y.The analysis of the nonlinear process of laser in the linear increasing plasma[J].Jiangxi Science,2014,32(2):181-184(in Chinese).
[10] ZHANG Y M.Applied optics[M].Beijing:Electronic Industry Press,2013:11-16(in Chinese).
[11] ZHOU B K.Laser principles[M].Beijing:National Defence Industry Press,2013:75-77(in Chinese).
