9Ni钢手工电弧焊和自动埋弧焊接头的组织及力学性能
2015-03-17朱青松代建清彭云齐彦昌马成勇
朱青松,代建清,彭云,齐彦昌,马成勇
(1.昆明理工大学材料科学与工程学院,昆明 650093;2.钢铁研究总院,先进钢铁流程及材料国家重点实验室,北京 100081)
0 引 言
9Ni钢由美国阿赛洛米塔尔国际镍公司于1944年开发出来的,为镍质量分数在8.5%~10%范围内的铁-镍系低碳马氏体超低温钢。由于其在-196℃下仍具有优异的低温韧性,被广泛用于制造大型液化天然气(LNG)储罐等低温设备[1]。9Ni钢在焊接过程中容易出现冷裂纹、热裂纹、低温韧性下降和电弧磁偏吹现象,导致产生未焊透、夹杂、气孔等缺陷[2],因此9Ni钢的焊接是LNG低温储罐制造的关键点和难点之一。从焊接冶金的角度来说,手工电弧焊最能保证焊接接头的性能,但由于人为操作因素的影响,薄板接头的焊缝、热影响区的低温韧性不稳定。自动埋弧焊的自动化水平高,适用于大热输入焊接,有利于获得性能良好的焊接接头[3]。目前,9Ni钢的焊接技术一直被少数发达国家所掌握,而我国对于9Ni钢焊接的研究和探索较晚,技术相对滞后。可见,开展9Ni钢焊接工艺的研究意义重大。鉴于此,作者对该钢板材分别进行了手工电弧焊接和自动埋弧焊接,研究了两种焊接接头的组织及力学性能,以期为9Ni钢的焊接提供理论和试验依据。
1 试样制备与试验方法
试验材料为某钢厂生产的9Ni钢板,其热处理状态为淬火+回火。试验用9Ni钢的化学成分及低温拉伸性能(-196℃)分别见表1和表2。

表1 试验用9Ni钢的化学成分(质量分数)Tab.1 Chemical composition of tested 9Ni steel(mass ) %

表2 试验用9Ni钢在-196℃下的拉伸性能Tab.2 Tensile properties of tested 9Ni steel at-196℃
手工电弧焊试样的尺寸为500mm×200mm×12mm,选用φ3.2mm 伊萨 OK92.55型电焊条(ENiCrMo-6)进行焊接,该电焊条的化学成分和性能满足AWS A5.11-2005的要求。自动埋弧焊试样的尺寸为500mm×200mm×27mm,选用钢铁研究总院研制的 GHM-N276(ERNiCrMo-4)型焊丝及GM-N1型焊剂,焊丝的化学成分和性能满足AWS A5.14-2005的要求,且它们的直径均为2.4mm。手工电弧焊和自动埋弧焊的焊接工艺参数如表3所示。经X射线检测,两种焊缝均未发现超标缺陷,评定为Ⅰ级。

表3 手工电弧焊和自动埋弧焊的焊接工艺参数Tab.3 Welding process parameters for manual arc welding and automatic submerged arc welding
采用WE-300型液压万能试验机进行拉伸和弯曲试验。拉伸试验按照GB/T 2651-2008《焊接接头拉伸试验方法》进行,试样尺寸为φ16mm×105mm,试验温度为室温(22℃)。依照GB/T 2653-2008《焊接接头弯曲试验》进行面弯、背弯、侧弯试验,采用压头弯曲,弯曲角为180°。采用面弯和背弯试验测试手工电弧焊接头的弯曲性能,采用侧弯试验测试自动埋弧焊接头的弯曲性能。
采用JBZ-300型自动冲击试验机,按照GB/T 2650-2008《焊接接头冲击试验方法》进行冲击试验,冲击试样为带V形缺口的标准试样(其尺寸为10mm×10mm×55mm),缺口分别位于焊缝中心、熔合线、熔合线+1mm、熔合线+3mm、熔合线+5mm处,试验温度为-196℃。冲击功取3个试样的平均值。
金相试样经研磨抛光后,先用10%(体积分数,下同)铬酸电解腐蚀焊缝,再用10%硝酸酒精溶液腐蚀热影响区和母材,然后采用LEICAMEF4型光学显微镜(OM)和SCIAS6.0图像分析系统观察焊缝及热影响区的组织;利用日立S-4300型扫描电镜(SEM)观察V形缺口位于焊缝和热影响区的冲击试样的断口形貌,以及手工电弧焊接头焊缝中析出相的形貌;采用扫描电镜附带的能谱仪(EDS)分析析出相的化学成分。
2 试验结果与讨论
2.1 显微组织
由图1可以看出,手工电弧焊接头焊缝和自动埋弧焊接头焊缝的组织均主要由奥氏体组成,它们的结晶形态分别为树枝状晶和胞状树枝晶,并具有一定的方向性,前者偏析较后者更严重。这是因为自动埋弧焊接头焊缝金属中的胞状树枝晶比较细小,分布较为均匀,故而偏析程度也会减弱,这对其低温韧性有利。
在焊接热循环的影响下,焊接接头热影响区中的回火马氏体会转变为板条马氏体[4]。从图2可以看出,手工电弧焊接头热影响区中的板条马氏体比较粗大,自动埋弧焊接头热影响区的板条马氏体较为细小,且板条束较多。板条马氏体具有优良的强韧性,较多的板条马氏体可显著提高材料的韧性。李峰等[5]认为在马氏体板条间均匀分布着逆转变奥氏体,这些“逆转变奥氏体”又称为“沉淀奥氏体”,它是在低于Ac1以下温度时从过饱和固溶体(马氏体)中沿着马氏体晶界析出的,含有较高的镍元素及杂质元素,其在-196℃下仍然保持着较高的稳定性。雷鸣等[6]证实弥散分布的奥氏体可以显著提高9Ni钢的低温韧性。因此,自动埋弧焊接头热影响区的低温韧性较好。
由图3(a)可见,手工电弧焊接头焊缝的组织由奥氏体和析出相组成,析出相呈不连续的块状和条状分布于树枝状晶间;这些析出相主要为富铬相,如图3(b)所示。虽然镍基合金的溶碳能力远低于钢的,但由于合金本身含有较多的铬、钼等组元,因此,即使是碳含量很低,组织中仍然出现了析出相。

图1 不同焊接接头焊缝的OM形貌Fig.1 OM morphology of weld metal in different welded joints:(a)manual arc welded joint and(b)automatic submerged arc welded joint
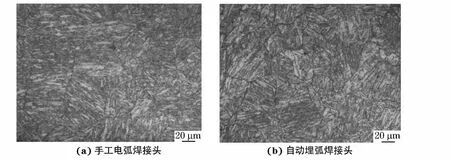
图2 不同焊接接头热影响区的OM形貌Fig.2 OM morphology of HAZ in different welded joints:(a)manual arc welded joint and(b)automatic submerged arc welded joint

图3 手工电弧焊接头焊缝中析出相的SEM形貌和EDS分析结果Fig.3 SEM morphology(a)and EDS analysis result(b)of precipitated phase in weld metal of manual manual arc welded joint
2.2 焊缝的化学成分
由表4可知,与手工电弧焊接头焊缝相比,埋弧焊接头焊缝中的碳、硫、磷元素含量较少,而钨、钼元素含量较多。硫、磷等杂质元素的存在会恶化焊缝金属的低温韧性。钨和钼为合金固溶体元素,它们能减慢高温扩散,加强固溶体中的原子结合力,减慢软化速度,对焊缝起增强作用[7]。

表4 不同焊接接头焊缝的化学成分(质量分数)Tab.4 Chemical composition of welding metal in different welded joints(mass ) %
2.3 焊接接头的力学性能
由表5可见,在室温下,两种焊接接头的抗拉强度都在710~730MPa之间,均满足9Ni钢板接头的常温技术要求(680~820MPa);此外,两种接头的弯曲性能均合格。可见,焊接方法对焊接接头室温拉伸性能和弯曲性能的影响不大。

表5 不同焊接接头的室温拉伸性能和弯曲性能Tab.5 Tensile properties and bending properties of different welded joints at room temperatue
由表6可知,自动埋弧焊接头在-196℃下的低温韧性高于手工电弧焊的;对于同一种焊接接头,V形缺口位于焊缝中心时的冲击吸收功最低,位于熔合线+5mm处(母材)的冲击吸收功最高。V形缺口位于不同位置的焊接接头的低温冲击吸收功均满足英国标准BS7777对液化天然气储罐焊接接头的要求(Akv(-196℃)>35J)。
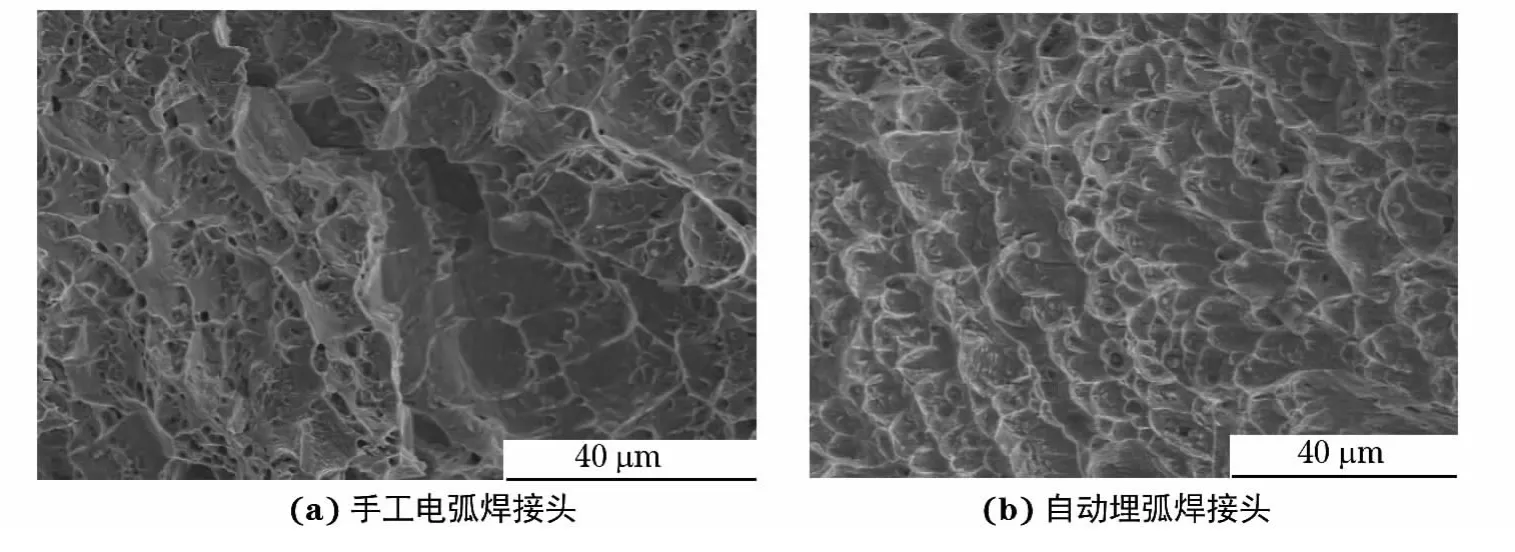
图4 V形缺口位于焊缝中心处焊接接头冲击试样断口的SEM形貌Fig.4 SEM morphology of fracture of different welded joints impact samples with V-shape notch located in the center of weld metal:(a)manual arc welded joint and (b)automaic submerged arc welded joint

表6 不同焊接接头的低温冲击吸收功(-196℃)Tab.6 Low temperature(-196℃ )impact absorbing energy of different welded joints J
2.4 冲击断口形貌
V形缺口位于焊缝中心处的手工电弧焊接头和自动埋弧焊接头的冲击试样断口均呈韧窝状,如图4所示,这是高强度、高韧性材料的典型断口形貌特征。在手工电弧焊接头的冲击断口上,韧窝具有一定的方向性,呈撕裂状,且韧窝较浅;在自动埋弧焊焊接接头的冲击断口上,韧窝大且深,分布也比较均匀,且存在撕裂棱,低温冲击韧性更好。
V形缺口位于熔合线+1mm处的手工电弧焊接头和自动埋弧焊接头的冲击试样断口均呈韧窝状,如图5所示,均为韧性断裂;且手工电弧焊接头冲击试样断口上的韧窝少且较浅,自动埋弧焊接头冲击试样断口上分布有大韧窝和小韧窝,小韧窝分布在大韧窝周围,韧窝较深,分布均匀。
可见,自动埋弧焊接头的低温冲击韧性较手动电弧焊接头的更好。
3 结 论
(1)采用手工电弧焊与自动埋弧焊两种焊接方法对9Ni钢进行焊接,两种焊接接头的焊缝组织均以奥氏体为主,热影响区组织均为板条马氏体;与手工电弧焊接头相比,自动埋弧焊接头中的胞状晶更细小,分布更均匀,偏析程度更轻,热影响区中的板条马氏体更细小,板条束更多。

图5 V形缺口位于熔合线+1mm处焊接接头冲击试样断口的SEM形貌Fig.5 SEM morphology of fracture of different welded joints impact sample with V-shape notch located in FL+1mm:(a)manual arc welded joint and (b)automaic submerged arc welded joint
(2)两种焊接接头都具有较好的室温拉伸性能和弯曲性能,且自动埋弧焊接头的低温韧性优于手工电弧焊的。
(3)V形缺口位于焊缝中心和熔合线+1mm处的接头冲击试样的断口均呈韧窝状,为韧性断裂,且自动埋弧焊焊接接头冲击断口上的韧窝更大更深,且分布均匀。
[1]李应钦,刘树峰,肖飞雁.9%Ni钢及其在LNG储罐建造中的焊接[J].中国化工装备,2014(1):28-32.
[2]颜丙锁,马红广,汪春标.LNG储罐中9Ni低温钢焊接[J].焊管,2013,36(2):29-31.
[3]刘仲民.低温储罐焊接技术分析[J].安装,2014(4):47-50.
[4]李峰,张丽茹.9%Ni钢焊条电弧焊焊接材料及工艺要点[J].金属加工(热加工),2008(8):41-43.
[5]雷鸣,郭蕴宜.9%Ni钢中沉淀奥氏体的形成过程及其在深冷下的表现[J].金属学报,1989(1):13-17.
[6]崔忠圻.金属学与热处理原理[M].哈尔滨:哈尔滨工业大学,2007:202.
[7]孟根巴根.9Ni钢焊接材料及接头组织和性能研究[D].呼和浩特:内蒙古工业大学,2009:12-13.
