浅谈台钻主轴噪音产生的原因及消除方法
2015-03-14徐伟
徐 伟
(西子奥的斯电梯有限公司产品开发中心,浙江 杭州310019)
0 引言
台钻是国民生产中常用的实用钻孔设备,其由于易操作、成本低而应用广泛。车间从供应商处购买一批新台钻用于打孔,打孔时噪音较大,更换后问题未解决,供应商请求协助解决该问题。
1 产生噪音的可能原因
对此批台钻进行拆解测量,并参观了台钻的零件制造以及装配过程,认为噪音较大的主要原因如下:
(1)套筒外圆、主轴箱内孔的圆度以及套筒外圆和主轴箱内孔的配合间隙问题,如图1中A区域所示。
(2)主轴六键和花键套六键的等分、直线度、花键部分表面粗糙度问题,如图1所示。
(3)主轴花键外圆与花键套花键内孔的配合问题。
(4)套筒、主轴组件与主轴箱内花键套内孔的同心度问题,如图1所示。
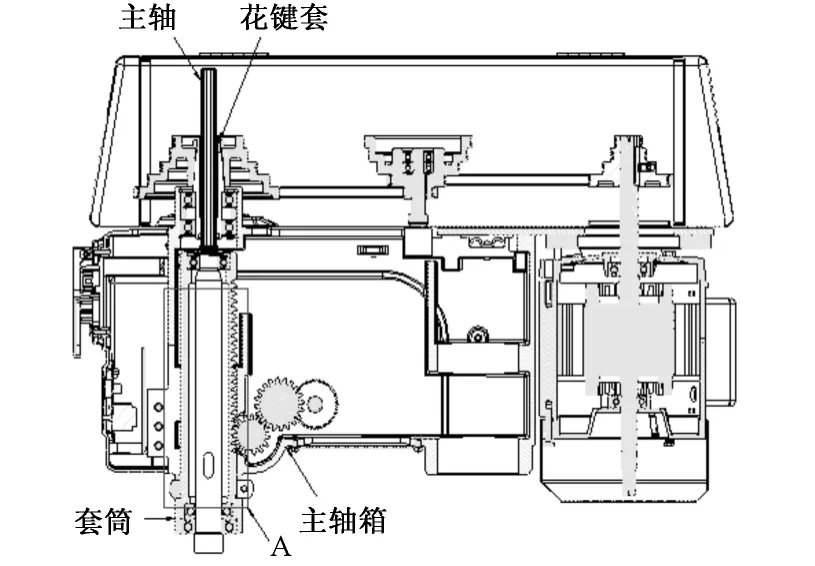
图1 台钻装配示意图
2 改善措施
针对这些噪音产生的原因,提出了以下改进措施:
2.1 改善套筒外圆、主轴箱内孔的圆度及配合间隙
套筒外圆、主轴箱内孔的圆度以及套筒外圆和主轴箱内孔的配合间隙对主轴噪音的产生影响很大,通过更改套筒和主轴箱内孔的配合尺寸为 H6/g5[1],改善加工工装及加工工艺,提高主轴箱内孔的圆度、套筒外圆的圆度来降低主轴噪音。
2.1.1 套筒外圆的改善
套筒外圆的圆度在改善前能达到0.01~0.02mm,在精磨前增加校对双顶针轴心与砂轮的平行度的工序,圆度能保证在0.005mm 以内。
2.1.2 主轴箱内孔的改善及改善后零件装配
主轴箱内孔工装工艺改善方法和改善后的套筒装配后噪音效果如表1所示。

表1 主轴箱内孔工艺改善及噪音效果
通过改善套筒外圆、主轴箱内孔的圆度及相互的配合间隙,主轴噪音值有很明显的下降。
2.2 改善主轴和花键套六键
主轴六键和花键套六键的等分不好,主轴六键直线度、花键表面粗糙度不好等也是主轴产生噪音的主要原因。
2.2.1 主轴六键的改善
通过改善以下工装工艺来提高主轴花键的尺寸精度,如表2所示。

表2 主轴花键工艺改善前后对比
2.2.2 花键套六键的改善
对于花键套的加工,增加如下工艺:
(1)检查六键拉刀等分,控制拉刀各齿宽在0.01mm内、拉刀的跳动在0.02mm内。
(2)检查拉刀的移动穿过花键套的轴心。
(3)用锥度花键轴穿过花键轴,用双顶针顶住芯棒上外圆,磨花键套轴承档和锥度外圆。
此工艺保证了加工后的花键套、键槽的等分、内孔与外圆的等分良好。将改善后的主轴及花键套装在台钻上,噪音明显下降。
2.3 改善主轴六键和花键套六键的配合间隙
主轴花键外圆与花键套内孔的配合间隙也是很有讲究的,小批试装结果显示,当花键套内孔与主轴花键外圆间隙δ(t)=0.10mm(图2)时噪音最小,主轴噪音可以明显消除,如表3所示。
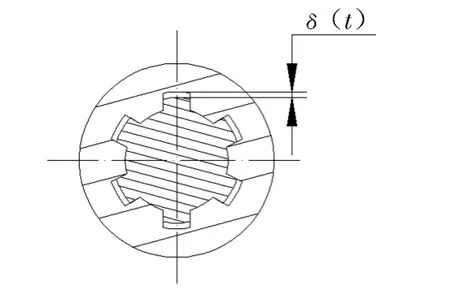
图2 花键套内孔与主轴花键外圆间隙δ(t)
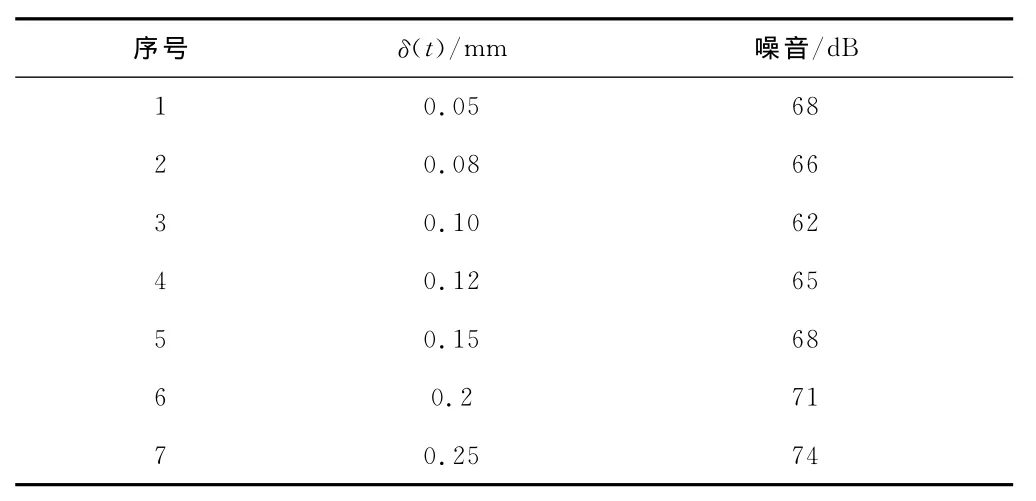
表 3 间隙δ(t)与噪音的关系
2.4 改善套筒、主轴组件与主轴箱内花键套内孔的同心度
套筒、主轴组件与主轴箱内花键套内孔的同心度不良是主轴噪音产生的根本原因,要保证同心度,需注意以下几点:
(1)主轴在磨花键外圆时,需保证花键外圆相对主轴轴承档的同心度在0.02mm以内。
(2)套筒在磨外圆时,加工芯棒以套筒2个轴承档定位,保证套筒外圆相对轴承档同心度在0.03mm以内。
(3)套筒和主轴组装后需用专用压装,保证主轴外圆相对套筒外圆的同心度在0.05mm以内。
(4)花键套轴承组件敲入主轴箱也需要用专用工装,保证花键套组件不能歪斜。
这样就可以保证套筒、主轴组件与主轴箱内花键套内孔的同心度改善,使噪音显著下降。
3 结语
小批量样机及批量制作的台钻证明:如果采用以上4点改善措施来加工装配关键部件,台钻噪音就可以完全消除。这个困扰供应商的顽疾得到根除,对业内噪音问题的解决有良好的借鉴意义。
[1]成大先.机械设计手册[M].第5版.北京:化学工业出版社,2007