改进喂丝机联锁控制
2015-03-14刘永钢
刘永钢
(河北白沙烟草有限责任公司保定卷烟厂,河北 保定 071000)
改进喂丝机联锁控制
刘永钢
(河北白沙烟草有限责任公司保定卷烟厂,河北 保定 071000)
随着企业精细化生产的不断深入,对制丝各个生产环节要求日益严格,本文就是从喂丝机着手,着力解决其在向卷接包车间供丝问题,找出影响喂丝机工作的几个因素,并提出改进方法,通过网络信号控制,达到预定的目标,从而杜绝喂丝机非正常工作,此方案的改进对其他的卷烟厂家也具有借鉴意义。
喂丝机;负压开关;光纤;联锁控制;
一、现状调查
喂丝机是通过风力管道,将制丝车间生产合格的烟丝送到卷接包车间,以供其卷成成品卷烟。烟草行业喂丝机种类繁多,我厂使用的是天津茂林XZWS旋转喂丝机 ,该机具有噪音低,占地面积小等优点,但使用中发现烟丝造碎多,供丝稳定性差等问题。随着企业推行生产精细化,喂丝机不正常动作引起我们的注意,,杜绝此类现象成为我们研究的重点。
二、原因分析
喂丝机的工作过程:当吸丝口产生风力负压进,喂丝机上的负压开关的托盘下移,使得微动开关闭合,传给PLC,PLC让电机转动,使旋转鼓旋转,烟丝不断的向吸丝口喂料,烟丝在风力负压的带动下,通过管路传送到卷接包车间,就这样连续不断地供料。
负压开关实物结构图如下:
经过现象观察,负压开关不灵敏是造成喂丝机不正常动作的原因,主要有以下几个因素:一是复位弹簧变形;二是移动拉杆与托架之间间隙变大,磨擦力变大;三是移动拉杆与微动开关之间松动。
经过长时间,高频率地动作,复位弹簧很容易发生变形扭曲,回不到原状。移动拉杆与托架发生磨擦,使的间隙变大,磨擦力变大,移动拉杆变涩,移动不畅。移动拉杆与微动开关之间的固定出现松动,使得拉杆滑动,负压开关失效。
三、制定对策实施改进
思路:卷接包车间的风力送丝系统是由SIEMENS PLC300控制风机,喂丝机也是由SIEMENS PLC 400控制,考虑将两者通过网络,将风吸信号传递过来,来控制喂丝机动作,从而取代机械式负压开关,来保证信号的无损传输。实施过程如下:实施一:选择正确的控制信号,喂丝机只有在负压产生时动作,通过观察,发现卷接吸丝口活门气缸在一侧时,才产生负压信号,所以将此位置检测作为控制信号,用作控制信号。实施二:选择安装以太网光纤网络,将两车间的PLC物理连接,选择光纤,主要考虑光纤具有速度快、抗干扰优点,采用户外型来增加机械强度。实施三:建立PLC数据通讯,编写通讯程序。考虑到安全性,只在PLC400这边,采用单边编程、组态,不更改另一方的程序。使用SIENENS SFB14、SFB15来进行数据的接收和发送。实施四:编写基于S7_400PLC编写控制程序,建立10台卷接与六台喂丝机的对应点。示意图如下:
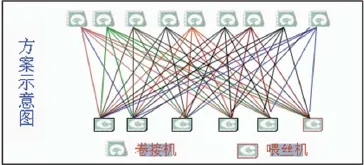
为适应以后选择的灵活性,在程序中实现任意一台卷包机可以选择任意一台喂料机。实施五:编写基于IFX监控技术台的操作画面,以供操作人员方便控制选择喂丝机。这样卷接气缸信号——>plc——>光纤——> plc纤——>电机就完成了整个工作过程。
四、效果检查
所有对策实施后,对喂丝机进行跟踪统计,喂丝机工作灵敏,在工作期间无一故障现象发生,烟丝造碎也有很大的下降,圆满地完成了改进目标。随着以太网技术应用越来越广泛,信号稳定、维护方便等优点越来越突显,此方案的实施,对于其它厂家喂丝机控改造也具有很大的借鉴意义。
[1]廖常初,大中型PLC应用教程,机械工业出版社,2007(1)。
[2刘艺柱,GE智能平台自动化系统实训教程,天津大学出版社, 2005(2)。

S226.8
:A
:1671-864X(2015)10-0125-01