压片机冲头在工作过程中的受力分析
2015-03-13朱湘宁李小刚刘卫东
朱湘宁 李小刚 刘卫东
(中航工业北京航空制造工程研究所,北京100024)
压片机冲头在工作过程中的受力分析
朱湘宁 李小刚 刘卫东
(中航工业北京航空制造工程研究所,北京100024)
提出了一种测量压片机冲头受力的新方法——高速摄像法,通过准确地测得高速旋转压片机的冲头速度变化情况,经高速摄像机的数据处理软件,分析速度变化情况并计算出冲头受力大小。实验证明采用这种方法分析冲头的受力大小准确可靠,为压片机的维修及今后相关部件的设计提供了依据,具有很高的应用价值。
压片机;冲头;高速摄像机;受力
0 引言
压片机是将颗粒状或者粉末状药粉直接压制成圆形或者异形药片的专用设备。在国内制药工业的生产流程中,片剂的生产占有非常大的比重,压片机则是片剂生产中最重要和最关键的设备。
PG24B型旋转式压片机是北京航空制造工程研究所研制的用于压制大型药片的主要机型,近些年在制药厂被广泛应用。因其压制大型药片所需的压力较大,所以对设备各部件的强度要求也较高。压片机冲头在工作过程中接触的部件很多,并且在接触压轮完成压片的过程中的受力比较复杂,因此,难以准确计算冲头的受力大小。
在压片机的设计过程中,对冲头的受力分析很重要,直接涉及很多相关部件的强度设计,因此,本实验方法尝试利用高速摄像机分析冲头在工作过程中速度的变化,从而对冲头在工作过程中的受力进行分析。旋转式压片机的压片工艺流程如图1所示,从压片过程中可以看出,药粉在压制成形过程中会给上、下主压轮制造非常大的压力。
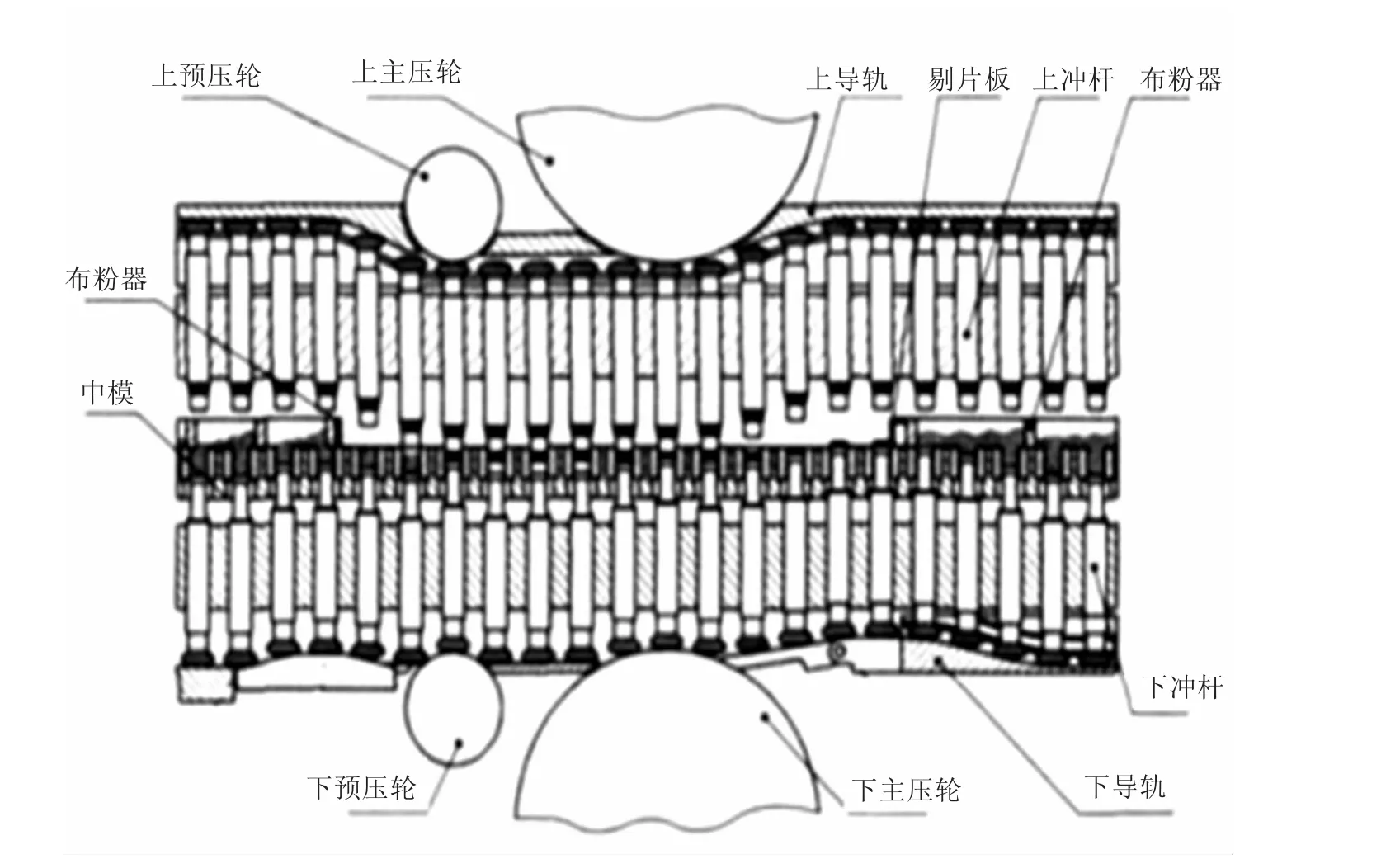
图1 旋转式压片机的压片工艺流程
1 高速摄像系统及实验装置
1.1 高速摄像测速的原理
本文应用高速摄像实验系统来拍摄冲头经过压轮时的速度变化情况,这种方法是利用高速摄像系统在一定时间内连续拍摄工作状态下的冲头,通过分析冲头经过同一位置速度的变化,来计算冲头受力大小。实验装置主要由高速摄像机、拍摄对象(压片机)、光源(新闻灯)、存储器(笔记本电脑)组成,根据预先设计好的拍摄方案进行拍摄。
本实验所用的高速摄像机为MS55K高速摄像机,拍摄速度为1 020 帧/s,可与冲头运行速度相匹配。计算PG24B压片机的上盘周长为1 319 mm,绘制长1 319 mm、宽45 mm的码带,将其分为24等分,每等分又分为20个小等分,将码带固定于上盘的圆周。高速摄像实验系统如图2所示。

图2 高速摄像实验系统
1.2 实验设计
影响压片机主轴扭矩变化的参数很多,其中最主要的是压片力和主轴转速。本研究对上述两个因素的不同水平进行了正交实验分析。确定压片力、主轴转速为实验设计的两个因素,每个因素确定三个不同的水平。选用L9(32)正交表安排实验,实验因素水平安排如表1所示,实验方案如表2所示。
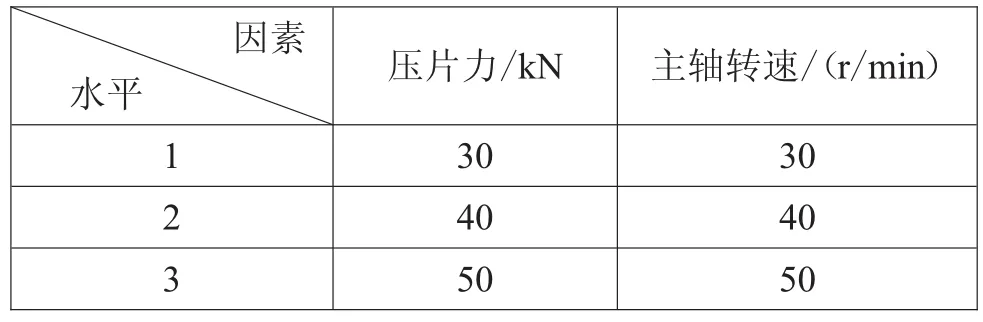
表1 实验因素水平安排

表2 实验方案
1.3 实验过程
首先需要校准主轴转速,第一次设定压片力0 kN,分别设定主轴转速:30 r/min、40 r/min、50 r/min,进行拍照记录。第二次设定压片力30 kN,分别设定主轴转速:30 r/min、40 r/min、50 r/min,进行拍照记录。第三次设定压片力40 kN,分别设定主轴速度:30 r/min、40 r/min、50 r/min,进行拍照记录。最后设定压片力50 kN,分别设定主轴速度:30 r/min、40 r/min、50 r/min,进行拍照记录。
2 实验数据分析
本实验所用的图像处理软件是高速摄像机自带的处理控制软件,如图3所示,可以看见拍摄实验结果,有刻度的是特别制作的码带,一小格长度为2.75 mm,计算压片机在每组参数下走过每个小格所用的帧数,就可以得到压片机在工作过程中速度的任何微小变化,从而计算出主轴的受力大小。

图3 高速摄像机数据处理软件
压片机主轴转速为30 r/min,分别设定压片力为50 kN、40 kN、30 kN。高速摄像机处理软件中固定标记走过每个小格所用的帧数折线图如图4所示。计算出角加速度α分别为:70.5 rad/s2、68 rad/s2、62 rad/s2。

图4 30 r/min时的帧数折线图
压片机主轴转速为40 r/min,分别设定压片力为50 kN、40 kN、30 kN。高速摄像机处理软件中固定标记走过每个小格所用的帧数折线图如图5所示。计算出角加速度α分别为:117.5 rad/s2、 115.5 rad/s2、103 rad/s2。
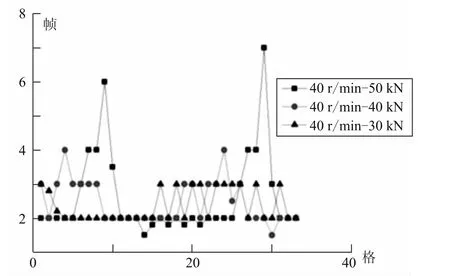
图5 40 r/min时的帧数折线图
压片机主轴转速为50 r/min,分别设定压片力为50 kN、40 kN、30 kN。高速摄像机处理软件中固定标记走过每个小格所用的帧数折线图如图6所示。计算出角加速度α分别为:171 rad/s2、136 rad/s2、64 rad/s2。
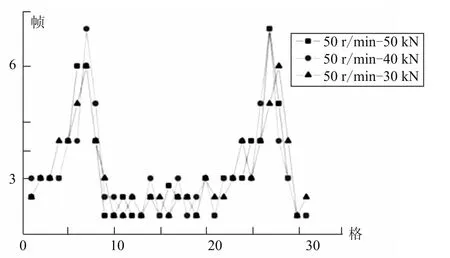
图6 50 r/min时的帧数折线图
主轴的转动惯量I=55.8 kg·m2,由转矩M=I× α,得出各参数下盘所产生的转矩,如表3所示。
3 结语

表3 转矩单位:N·m
PG24B旋转式压片机在用户使用过程中出现很多不稳定的情况,比如主轴断裂、主压压轮长轴振动等。多年来因缺少相应的检测手段,对于这些现象的分析缺少理论依据,对冲头的受力分析一直处于瓶颈状态,现在通过高速摄像机能够清晰地分析冲头运行过程的速度变化情况,从而计算出冲头的受力大小,为主轴、压轮等部件的结构设计提供了重要的实验数据。结果表明,高速摄像技术能够很好地应用于分析研究高速压片机的冲头受力情况。
2015-10-21
朱湘宁(1980—),女,湖南人,工程师,研究方向:机械设计。
