压力容器焊工的焊接培训
2015-03-12李国庆
李国庆
(沈阳工业大学辽阳校区工程实践中心,辽宁辽阳111003)
0 前言
压力容器焊工就是从事压力容器、压力管道焊接的电焊工。目前,在压力容器焊工的焊接培训中存在着培训内容各异,培训水平参差不齐,培训项目的目的性不强、随意性较大等诸多问题。而焊工对于焊接培训过程后所需要具备的哪些操作技能认识不清,经过培训的焊工往往不能很快地胜任实际生产中压力容器的焊接工作。针对这一问题,必须找到一个较为完整、规范、操作性强的焊接培训方法。通过长期从事压力容器焊工培训及考试的实践,并以《特种设备焊接操作人员考核细则》[1]规定的基本知识范围为依据,总结出一套贴近实际的、系统的焊接培训方法。它包括理论培训和技能操作培训两部分。
1 理论培训
电焊工虽然在工作中是以焊接操作为主,但相关理论知识的掌握是非常必要的,只有掌握相应的理论知识才能更好地指导实际操作。电焊工理论知识培训的内容及课时如下:
(1)锅炉、压力容器和压力管道的基本知识及分类(2学时)。
(2)焊接安全知识及相关规定(2学时)。
(3)金属材料的分类、牌号、化学成分、力学性能焊接特点和焊后热处理(6学时)。
(4)焊接材料的类型、型号、牌号、使用与保管(4学时)。
(5)焊接设备、工具和测量仪表的种类、名称、使用和维护(4学时)。
(6)常用焊接方法的特点、焊接工艺参数、焊接顺序、操作方法及其对质量的影响(6学时)。
(7)焊缝形式、接头形式、坡口形式、焊缝符号及图样识别(4学时)。
(8)焊接接头的性能及其影响因素(6学时)。
(9)焊接缺陷的产生原因、危害、预防方法及返修(6学时)。
(10)焊缝质量外观检验与无损检测基本知识(6学时)。
(11)焊接应力和变形的产生原因及防止方法(6学时)。
(12)焊接质量管理与焊工考核及管理基本知识(2学时)。
(13)管子及管道焊接知识[2](2学时)。
通过理论知识培训,使焊工对焊接成型原理、各种焊接材料焊接成型特点、相关焊接工艺要求等有了基本的认识和了解。
2 技能操作培训
工程结构(如锅炉及压力容器等)的连接形式按零部件连接的特征可分为板状连接、管状连接和管-板连接三种。施焊位置可分为平焊、立焊、横焊、仰焊。对于焊工来讲首先应掌握板状对接接头焊接技术,板状对接接头中尤以平焊位置的焊接为基础[3]。在实际的压力容器焊接过程中由于结构尺寸及形状等的限制,往往要求单面焊双面成形焊接。由于压力容器生产中主要采用碱性焊条,所以培训中主要采用碱性焊条进行单面熔透焊方式。
2.1 第一阶段焊条电弧焊的操作技能培训
本阶段主要培训焊条电弧焊的板状和管状试件的基本焊接操作,认识焊接过程中焊道的成形与熔池形状的关系,掌握焊接过程中保持熔池形状和熔孔大小的方法,了解板状试件和管状试件焊接的各自特点。
2.1.1 板状试件焊接
试件选用16Mn板,板厚12 mm,试板100×300带30°坡口两块,留间隙组对如图1所示。焊材选用E5015(φ3.2、φ4.0)焊条且焊前烘干。

图1 试件及坡口尺寸
(1)试板的平焊。
平焊的焊接工艺参数见表1。
a.先将两块试板组对,始端比终端间隙小,将两端进行定位焊。采用断弧法打底焊。
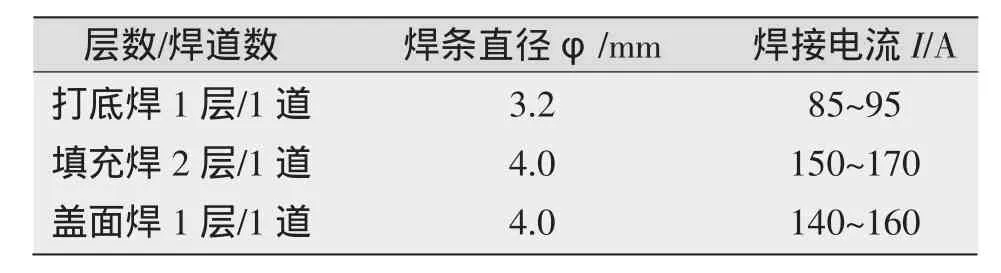
表1 板平焊焊接工艺参数
b.从试板间隙小的始端定位焊处采用点击法引弧,并用长弧稍作停留进行预热,然后迅速压低电弧在两钝边间作横向摆动。当钝边熔化的铁水与焊条金属熔滴连在一起,并听到“噗噗”电弧穿透背面的声响,便形成第一个熔池(约焊芯直径的1~1.5倍),前端出现熔孔其直径比组对间隙每边大0.5 mm(见图2),迅速灭弧。随后在前面熔池的2/3处再次引弧、灭弧,依次循环,完成整条焊缝。
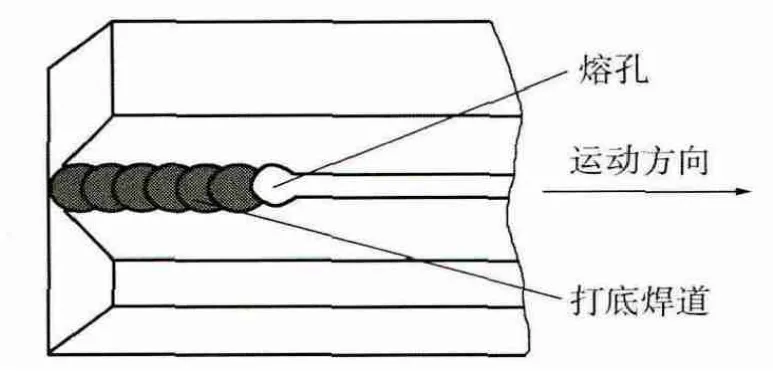
图2 熔孔形状及运条方向
c.填充焊时,清理前一道焊缝熔渣、飞溅,修正过高处与凹槽。选用较大的焊接电流,采用锯齿形运条,在坡口两侧适当多停留,而中间快一点,有利于熔渣的浮出。盖面焊时,焊接电流应稍小,注意控制运条摆动应均匀。
d.试板平焊培训的要求和目的。
打底焊是平焊中练习的重点,操作时要注意控制熔池的温度,始终如一的保持熔孔的形状和大小是焊条电弧焊最重要的操作要领。
通过平焊练习,学会区分熔池中铁水和熔渣,掌握如何控制熔池的形状和熔孔大小。
焊工平焊的培训时间为5~7天。
(2)试板的立焊。
立焊的焊接工艺参数见表2。
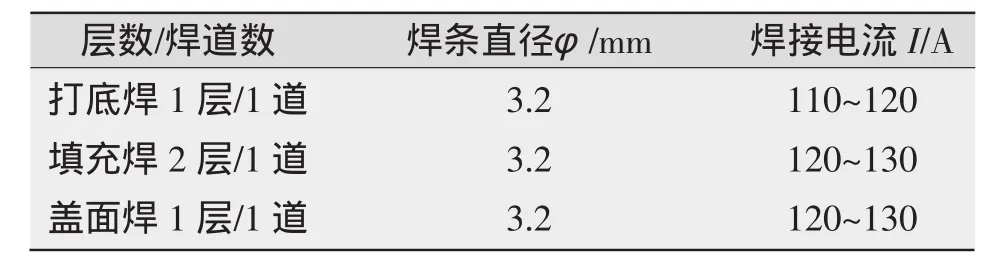
表2 板立焊焊接工艺参数
a.打底焊采用由下向上断弧焊,其操作法原理基本同平焊,但间隙要大0.5~1 mm。
b.填充焊和盖面焊均采用月牙形运条连弧焊方法,在两侧稍停留,中间运条要快,防止近边夹渣。
c.试板立焊培训的要求和目的。
立焊由于熔化的金属由于受重力的作用下坠,使焊缝成形恶化,焊接时焊条与焊件的角度是逐渐变化的,焊接方向至下而上角度逐渐变小。
通过立焊练习,了解立焊焊道成型特点。
焊工立焊的培训时间为5~7天。
(3)试板的横焊。
横焊的焊接工艺参数见表3。

表3 板横焊焊接工艺参数
a.横焊打底焊时,采用断弧法焊接,其操作法原理基本同平焊,但间隙要大0.5~1mm。
b.填充和盖面焊时采用多层多道焊,直线运条,焊接道数为11道左右。焊接顺序为1—2—3—4—5—6—7—8—9—10—11,如图 3 所示。

图3 横焊焊接顺序
c.试板横焊培训的要求和目的。
横焊填充和盖面焊时,自下而上不做摆动直线运条,注意调整焊条焊接角度,防止下侧焊瘤、夹渣、上口咬边。
通过横焊练习,了解横焊焊道成型特点,掌握横焊直线单道焊的焊法。
焊工横焊的培训时间为5~7天。
(4)试板仰焊。
仰焊的焊接工艺参数见表4。
a.打底焊采用断弧法焊接,其操作法原理基本同平焊,但由于熔池金属受重力的作用,容易下坠,因此,每次熔滴尽量小、薄,重叠量不要太多。

表4 板仰焊焊接工艺参数
b.填充和盖面的焊接时,采用连弧焊,焊道要薄一些。
c.试板仰焊培训的要求和目的。
仰焊操作要求较高,技术难度较大,关键要控制熔池温度,防止熔化金属下坠造成塌陷。
通过仰焊练习,了解仰焊焊道成形特点,能自如地掌握控制熔池形状和熔孔的大小。
焊工仰焊的培训时间为8~10天。
2.1.2 管状试件焊接
管状试件焊接主要进行水平固定管焊接培训。
(1)试件选用 φ60×100×6 管两件,材料 16Mn,开V型坡口,坡口角度约60°,留间隙组对(见图4)。焊材选用 E5015(φ2.5、φ3.2)焊条,且焊前烘干。
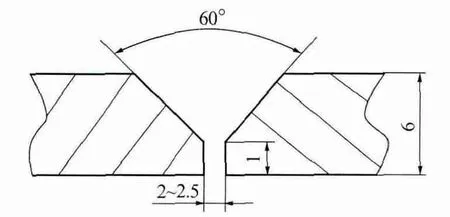
图4 试管及坡口尺寸
(2)水平固定管打底焊从时钟6点位置前约4~6mm处开始,采用断弧法逐点向时钟9点再到12点位置焊接前半圆。之后,再由时钟6点开始,经过3点位置到12点位置。整个焊接过程经历了仰、立、平三种焊接位置。
(3)管状试件焊接培训的要求和目的。
管状试件水平固定焊是仰焊、立焊、平焊多种焊接位置焊法的综合应用。学会将前面掌握的焊接方法综合加以运用。
理解管件不同位置焊接的特点,掌握管件的焊接方法。
焊工管件水平固定焊的培训时间为8~10天。
2.2 第二阶段气体保护焊的操作技能培训
第二阶段主要针对气体保护焊中的手工钨极氩弧焊进行培训。
(1)手工钨极氩弧焊试件选用16Mn管,φ60×100×6 两件,坡口角度 60°,留间隙组对(见图 5),焊材选用H08Mn2Si(φ2.5)焊丝。

图5 试管及坡口尺寸
(2)手工钨极氩弧焊管水平固定焊工艺参数见表5。

表5 手工钨极氩弧焊管焊接工艺参数
(3)手工钨极氩弧焊通常采用左焊法。焊枪倾角为 70°~80°,焊丝倾角为 15°~20°(见图 6),焊接顺序与焊条电弧焊试管焊接相同。打底焊焊时,起弧后先用电弧熔化起焊部位的坡口根部,再填入焊丝,形成熔池,并且焊枪前移,在熔池前端形成直径比组对间隙每边大0.5 mm的熔孔,电弧应能透过熔孔加热焊缝背面。通过控制焊接速度和电弧高低来保持熔孔尺寸基本不变并使其均匀前移。
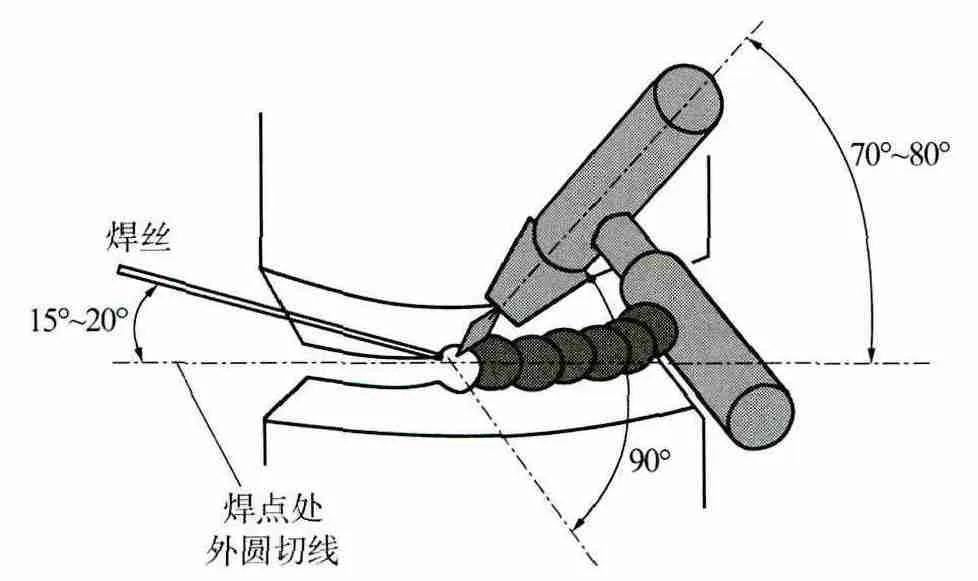
图6 焊枪角度与填丝位置
(4)在填充焊和盖面焊时,焊丝填入动作要均匀、有规律,注意观察并保持熔池的形状,尽量使熔池中的金属液体在电弧吹力的作用下一面旋转,一面向前移动。
(5)手工钨极氩弧焊培训的要求和目的。
手工钨极氩弧焊焊前应清理焊丝及焊接接头附近的锈迹、油脂及污垢。
通过练习,掌握手工钨极氩弧焊的焊接特点和焊接方法。实际上,不但是钨极氩弧焊,所有的电弧熔化焊方法打底焊单面焊双面成型都要求要有熔孔并控制其大小,才能熔化焊缝背面金属,保证单面焊双面成型。
手工钨极氩弧焊的练习时间为5~7天。
3 培训效果
通过上述全过程的培训,焊工能够系统地学习相应的压力容器焊接的理论知识和操作技能,对焊接中焊道的成型过程有了深刻的认识,具备了手工电弧焊和氩弧焊的焊接操作能力。焊工在经过考试取得相关的项目资格后,就能够从事相应的压力容器焊接工作。
4 结论
将压力容器焊工培训目标分成若干具体项目,由简到难,逐项培训掌握。这套焊接培训方案提供了一个系统的、规范的焊工培训方法,它具有实用性和操作性。这套培训方法通过在实际中多次的应用,其培训效果令人满意。
[1]中华人民共和国国家质量监督检验检疫总局.TSG特种设备安全技术规范,TSG Z6002-2010,特种设备焊接操作人员考核细则[S].北京:新华出版社,2010.
[2]刘普明,王宏新,李兴荣,等.锅炉压力容器压力管道焊工考试习题集[M].沈阳:辽宁大学出版社,2003.
[3]工人高级操作技能训练辅导丛书编委会.电焊工[M].机械工业出版社,1992.
