压缩机排气管钎焊无银化研究
2015-03-11徐利华卫国强余伟锋
徐利华,卫国强,余伟锋
1.广东美芝制冷设备有限公司,广东 顺德 528333;2.华南理工大学机械与汽车工程学院,广东 广州 510640
压缩机排气管钎焊无银化研究
徐利华1,卫国强2,余伟锋1
1.广东美芝制冷设备有限公司,广东 顺德 528333;2.华南理工大学机械与汽车工程学院,广东 广州 510640
通过化学成分设计,微观组织观察和焊接参数优化,研制出一种不含Si和P元素的新型Cu-Zn钎料.研究结果表明,当上壳体排气管孔倒角为0.5×45 °~1×45 °,焊接头间隙0.5~0.6 mm,以Cu-Zn合金为钎料,于温度900~950 ℃下对压缩机排气管钎焊,可获得满足压缩机服役要求的钎焊接头.
排气管;钎料;界面;钎焊
目前空调压缩机排气管都采用铜管(为对应空调配管的焊接),而且大都是通过钎焊(采用高含银钎料)实现与压缩机上壳体焊接,钎焊时行业内普遍采用含银34%~45%的银基钎料.在压缩机吸排气管的焊接上未能使用低银或无银钎料,主要是因为随着含银量的降低,钎料熔点提升,铺展性及润湿性下降,焊接不良率升高,导致压缩机吸排气管的焊缝不达标.
为解决上述问题,通过研制一种新型的钎料,再选择合适的焊缝间隙及壳体样式,配合新的焊接工艺,以实现压缩机吸排气管焊接的无银化.
1 钎料研制
首先选用的钎料为国标黄铜钎料H60,用其对空调压缩机排气管与上壳体进行钎焊焊接.结果发现,不仅焊接不良率高,最为致命的是压缩机气密水检时泄漏不良率远高于量产高银钎料的.为查明焊缝泄漏高发原因,将对H60钎料焊接的上壳体排气管泄漏焊缝进行切割,并制成水晶胶镶样,用金相显微镜、扫描电镜及电子探针对焊缝的钎料-钢界面进行观察及探测,以便研制出一种新型钎料.
1.1 黄铜钎料H60
图1为高倍显微镜下观察钢-钎料界面形貌.从图1可以看出,在钢-钎料界面出现一条明显的黑线.图2为扫描电镜下观察的钢-钎料界面形貌.从图2可见,黑线为一条明显的沟槽,宽度大约为1.5 μm,深度大约有1 μm.
对图2的矩形处进行点的能谱分析(图3).面元素分布分析结果显示,在钢-钎料界面处形成了硅的化合物.根据合金相图[1]分析,这应是硅-铁金属间化合物.另外,界面处存在Si的偏聚,沟槽的形成应是Fe-Si化合物引起的,而Si来自钎料.
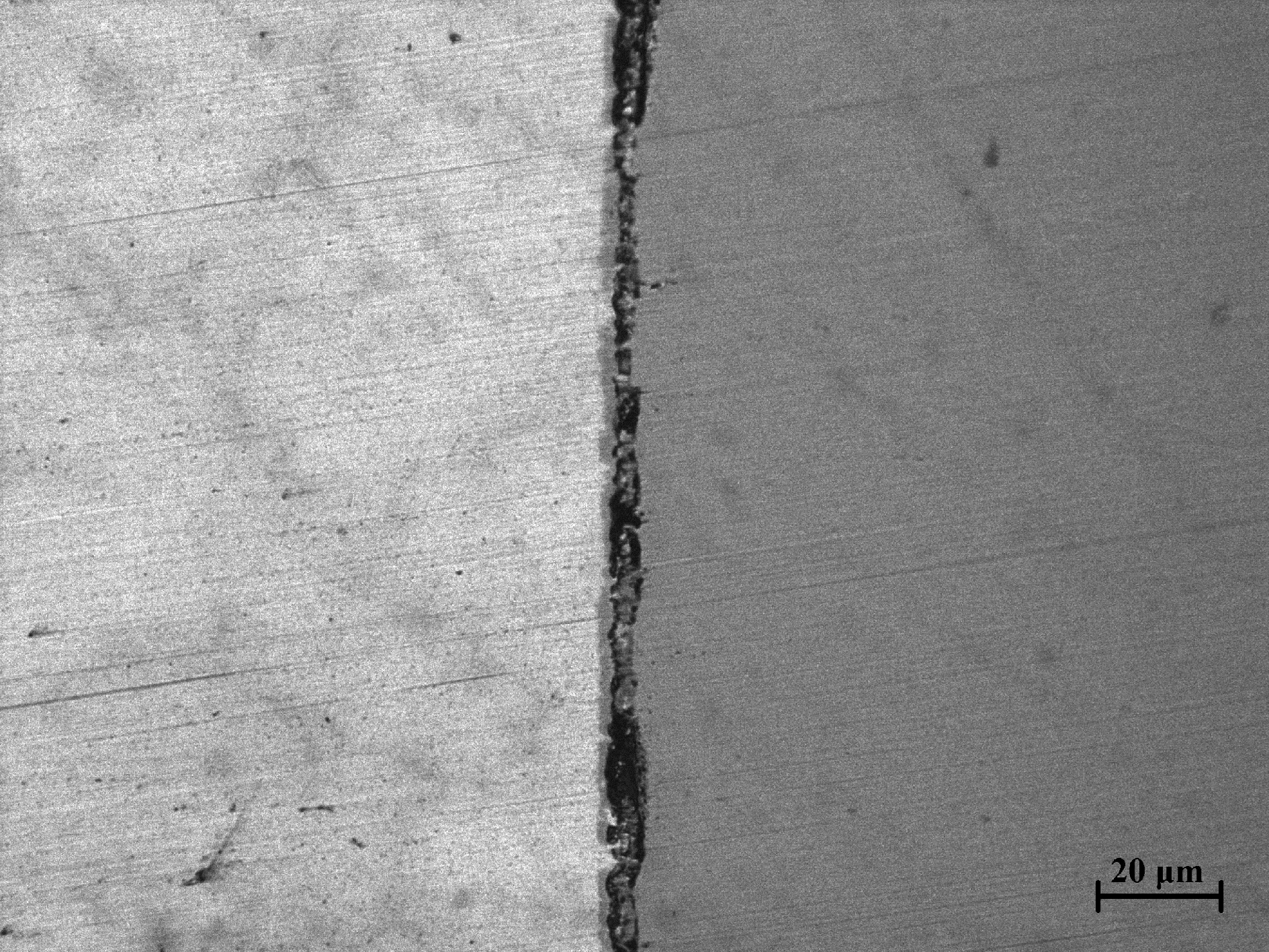
图1 钢-钎料界面形貌Fig.1 Macrograph of steel-brazing alloy interface
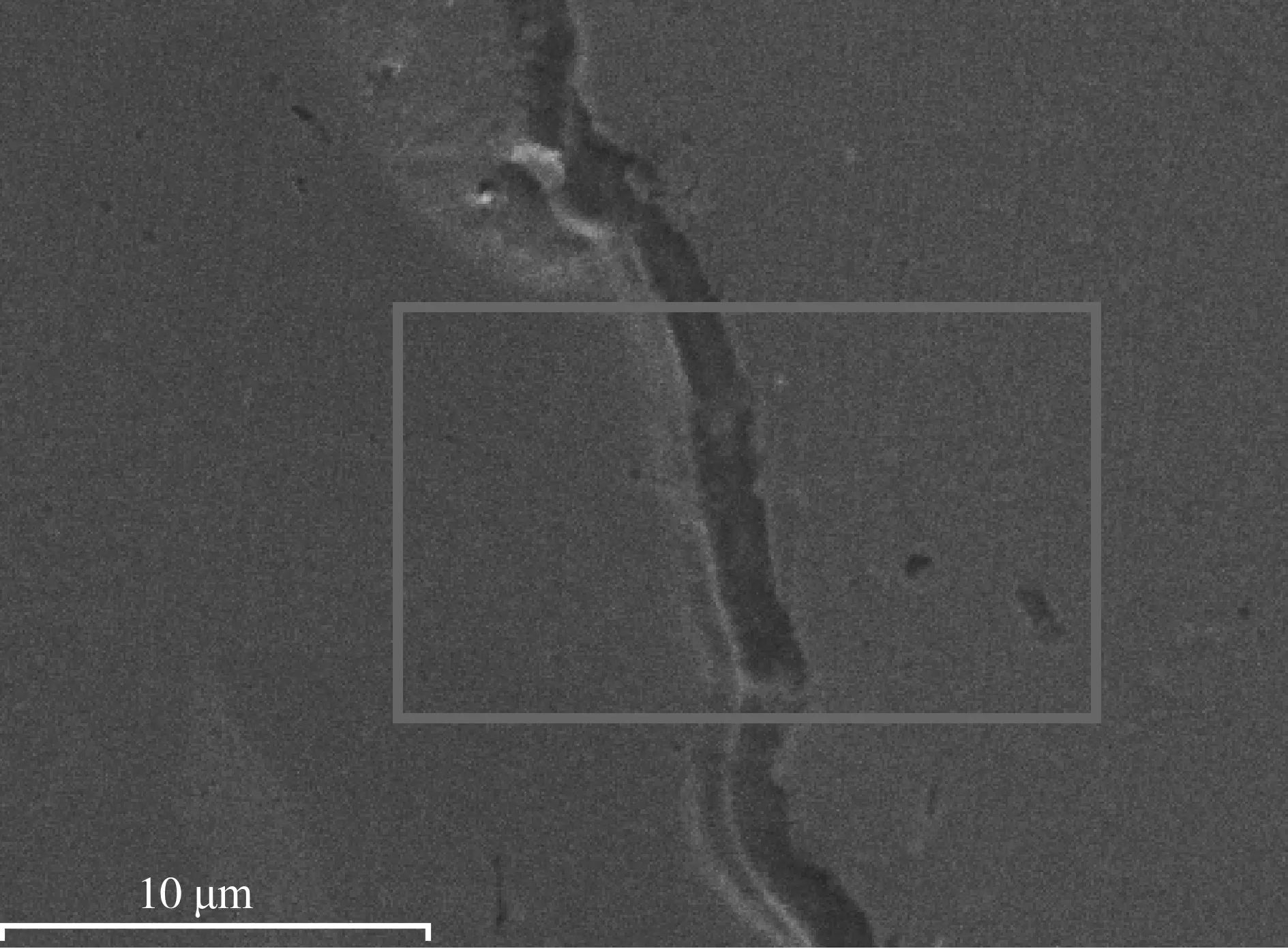
图2 黑线处扫描电镜形貌Fig.2 Surface SEM images of black line
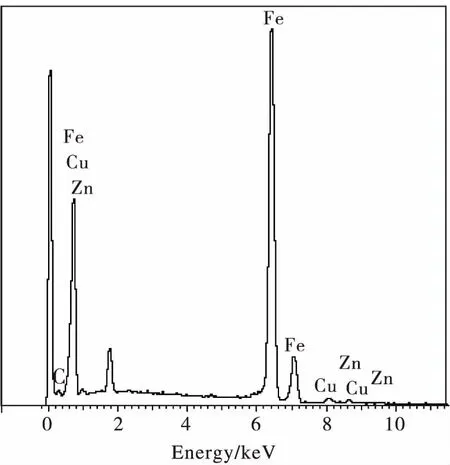
图3 界面沟槽处点成分能谱分析Fig.3 EDS spectrum analysis of interface channel
上述原因明确后,委托钎料厂家熔炼了一炉不含Si的黄铜钎料进行钎焊试验,并在金相显微镜及扫描电镜下,对不含Si元素的钎料的焊缝进行分析.
图4和图5分别为高倍显微镜下钢-钎料界面的形貌和扫描电镜观察的界面形貌.在钎料-钢界面有一条黑线存在(图4),黑线为一条明显的沟槽(图5),初步估计是试样制备时出现的界面疏松脱落.为探明其成分,进一步进行电子探针确认.
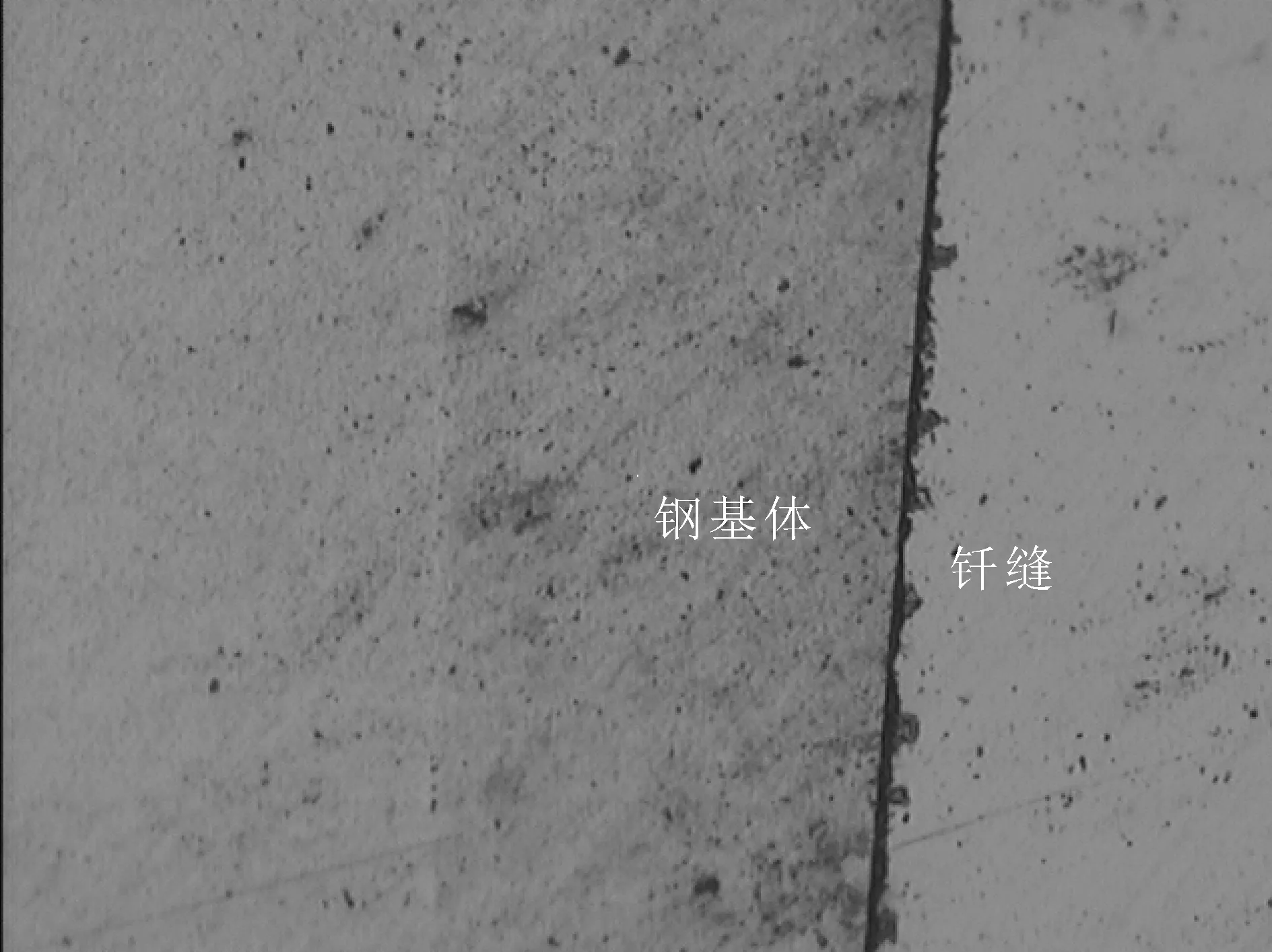
图4 含P元素样件钢-钎料界面形貌Fig.4 Micrograph of steel-brazing alloy interface(with element P)
试样经腐蚀后,发现在界面处存在一条浅的沟槽,对沟槽位置进行电子探针分析,探测位置如图6所示,所测结果列于表1.
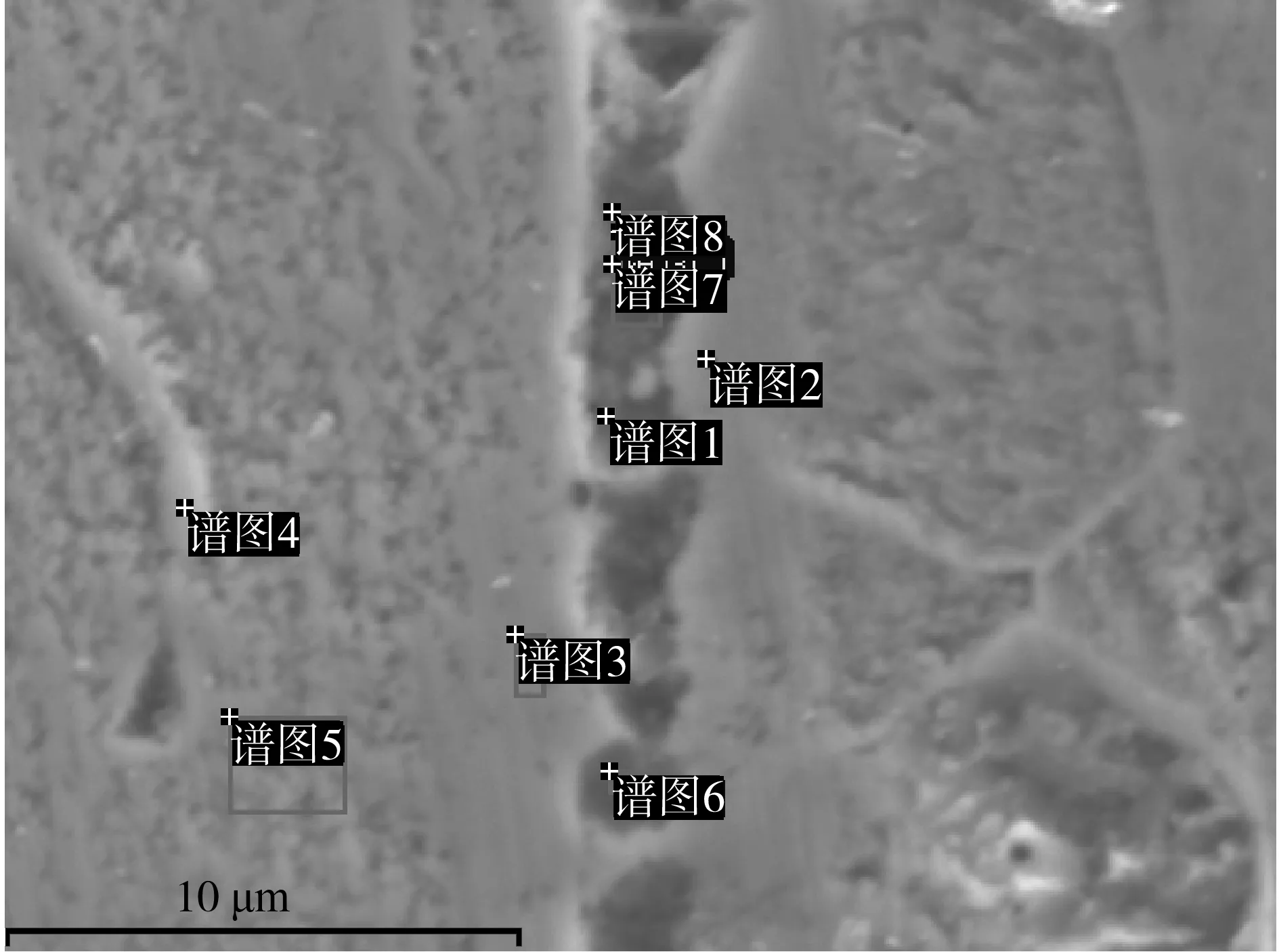
图6 含P元素样件电子探针钎缝界面成分分析位置Fig.6 Welding line interface under electron probe(with element P )
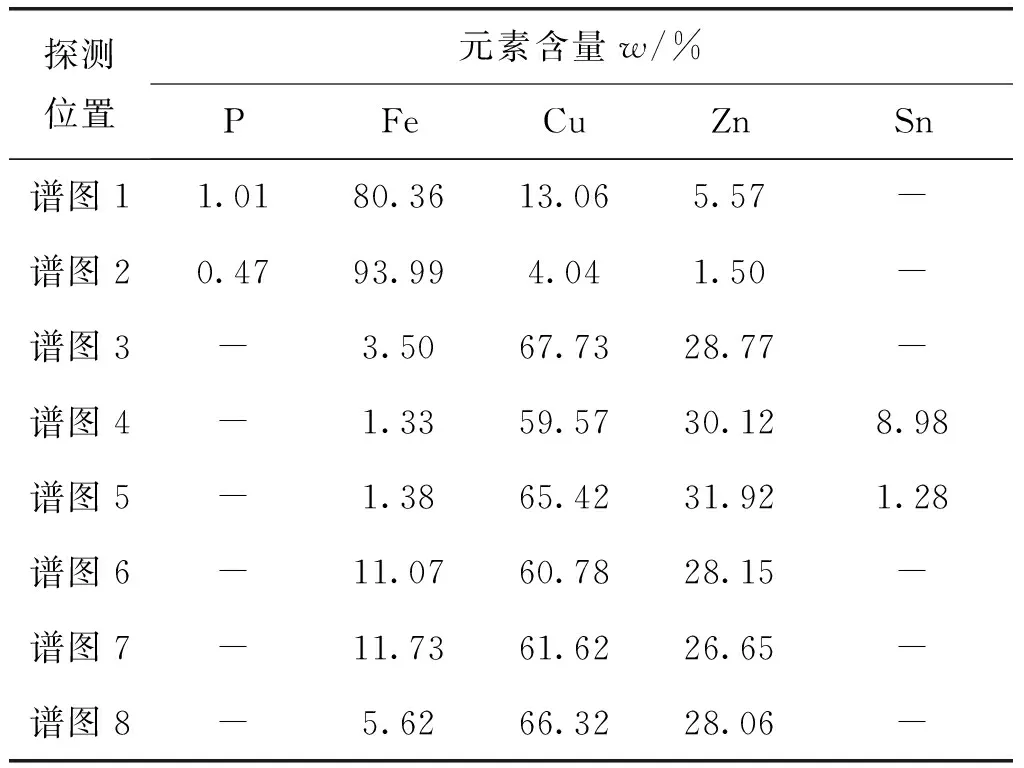
探测位置元素含量w/%PFeCuZnSn谱图11.0180.3613.065.57-谱图20.4793.994.041.50-谱图3-3.5067.7328.77-谱图4-1.3359.5730.128.98谱图5-1.3865.4231.921.28谱图6-11.0760.7828.15-谱图7-11.7361.6226.65-谱图8-5.6266.3228.06-
由表1可知:在谱图1和谱图2处检测到了P元素,并且Fe元素的含量极高,说明在界面出现了Fe-P金属间化合物;谱图3为钎焊时Fe溶入黄铜钎料中形成的α-Cu固溶体;谱图6~8的位置为沟槽处,其成分为Cu-Zn-Fe,w(Fe)约为10%.根据Cu-Zn-Fe三元相图,初步估计为Cu-Zn固溶体及Fe取代Zn的部分位置而形成的Cu-Zn-Fe固溶体.综上所述,在黄铜钎料中添加微量的P元素,将在界面形成Fe-P金属间化合物.
国标铜锌钎料中的Si作为关键元素添加在钎料中,其可防止锌蒸发及细化晶粒.此外,各钎料厂在制作铜锌钎料时,为改善钎料润湿性及焊缝的外观质量,会在钎料中添加一定量的P元素.在钎料的研制过程中,对于母材为铜-钢或钢-钢的材料进行钎焊时发现,Si和P两种元素在钎料与钢的结合界面会形成金属间化合物,从而成为有害元素.
1.2 新研制钎料BCuMZ
经过上述分析,初步确认新钎料配方为w(Cu)=59%,w(Zn)=39%,w(Sn)=2%,不含有Si和P元素.
新研制的钎料BCuMZ用于上壳体排气管钎焊的焊缝,在金相显微镜下钢-焊缝界面形貌如图7所示.从图7可见,在焊缝-钢界面无黑线存在.

图7 钢-铜界面形貌(焊缝环切图)Fig.7 Micrograph of Steel-copper interface
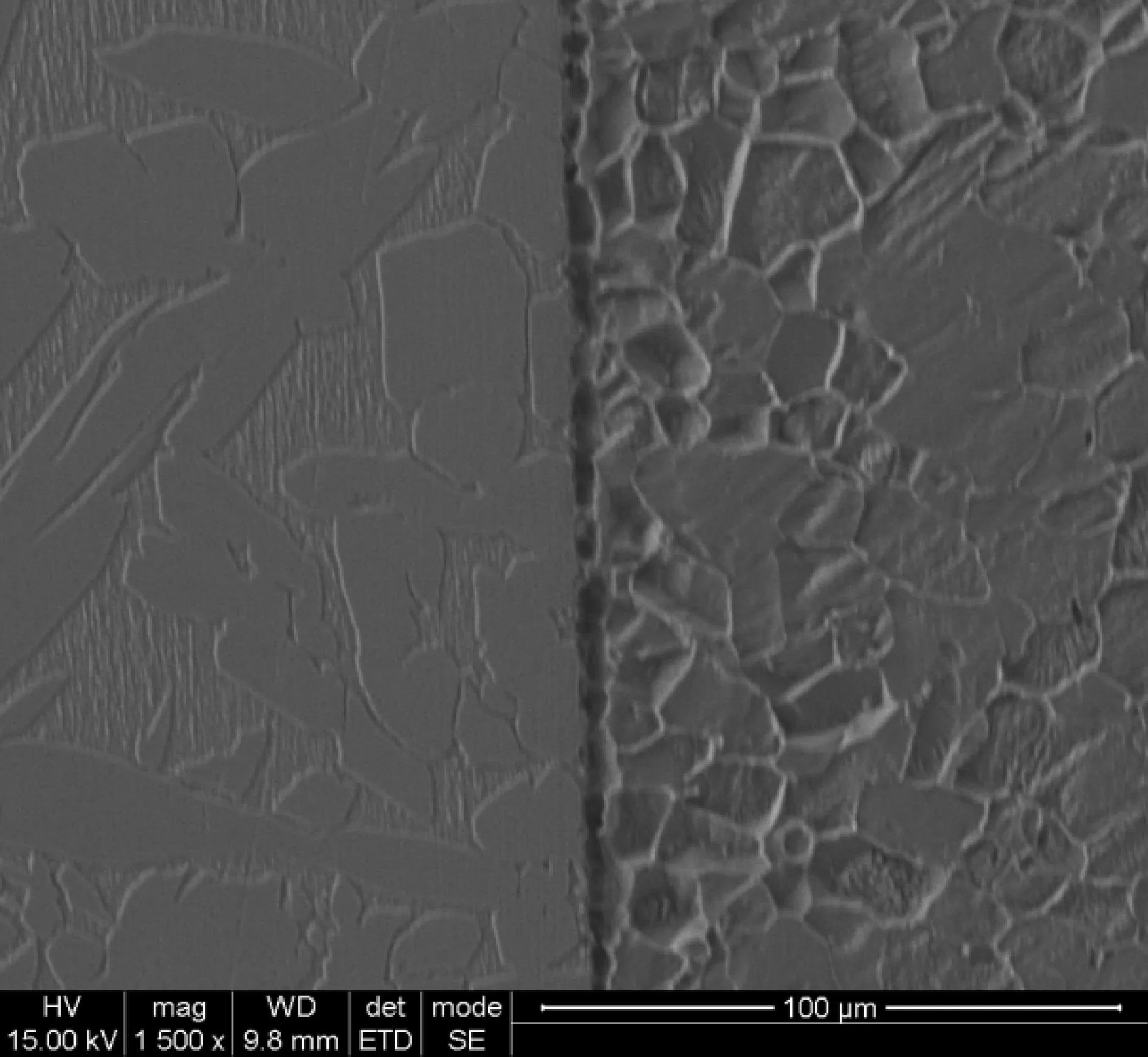
图8 黄铜/钢界面显微组织形貌(腐蚀后)Fig.8 Microstructure of steel/copper brazing interface (after corrosion)
新研制的钎料BCuMZ用于上壳体排气管的钎焊,在扫描电镜下钢-焊缝界面的显微组织形貌图(腐蚀后)如图8所示.从图8可以明显看出,界面未出现金属间化合物(IMC),交界面两边各为固溶体组织,分别为Cu扩散进入α-铁素体中及Fe扩散进入Cu基体中,界面通过Cu和Fe的互扩散形成冶金结合,这样的界面就类似用量产的Ag45钎料钎焊钢时的界面形貌,同Ag钎料拥有一样的结合机理,即冶金结合.
新的钎料配方解决了铜-钢界面存在IMC脆性层的问题.但是新配方中由于不含Si成分,如何解决Zn的蒸发,这成了需要在工艺及设备研究中解决的问题.
2 钎焊工艺
钎料成分确定后采用不同助焊膏配方方案进行试焊,并对钎料流动性进行观测,以及对焊缝切片进行分析.结果表明,是否添加助焊膏,对钎料流动及焊缝渗透情况无显著影响.图9为上壳体样式示意图,其中焊缝间隙D-d=0.5~0.6 mm,倒角为0.5×45 °~1×45 °.
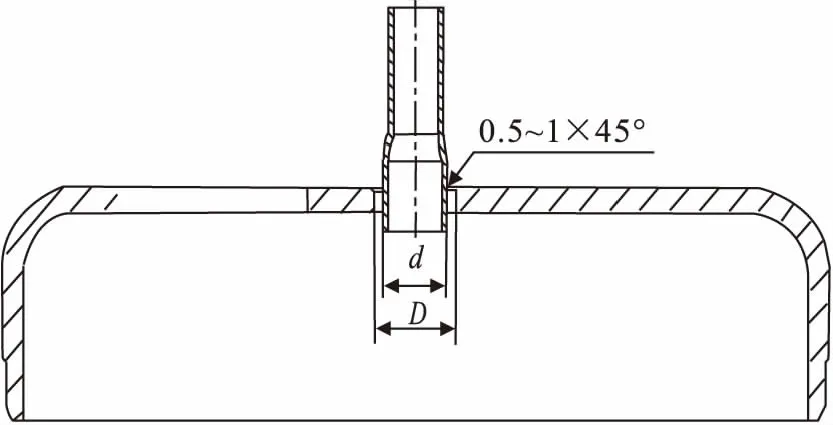
图9 上壳体样式示意图Fig.9 Schematic diagram of compressor upper shield
2.1 钎焊参数
2.1.1 焊枪加热位置、角度及距离
钎焊机为六工步双工位的自动火焰钎焊机,其加热工步为第3及第4工步,第3工步用于焊缝预热,第4工步可添加焊丝进行焊接.确认预热温度及加热时间,主要考虑节拍的均衡性及钎料流动、渗透和工件的氧化程度等因素.综合考虑并经反复试验后确定,在第3工步将工件加热到600 ℃左右,预热时间10 s左右,而加热到可送丝焊接的焊接温度,则在第4工步的焊接工步完成.
对焊枪的加热角度进行了研究,加热角度分别为45°和60°(与上壳体的夹角).结果显示,采用60°加热角度的焊接不良率低于45 °的.
对焊枪距离工件的高度也进行了研究.由于使用的焊接火焰焰长为150~180 mm,综合考虑焊接节拍及焊件的氧化程度,所以使用外焰偏内的部分进行焊接,即焊枪高度距工件距离为20~30 mm.
2.1.2 焊接温度
在不同焊接温度下钎料的钎焊性及焊缝的泄漏率不同,当最高焊接温度超出1050 ℃后,钎料流动性变好,焊接不良率降低,但焊缝泄漏率明显增加.因此,将温度控制加热的方法引入到火焰钎焊或感应钎焊中.
为比较新研制的钎料BCuMZ与高银钎料BAg45CuZn的焊接性,对两者的焊接温度(焊料熔化,母材不熔化)进行了比较,结果列于表2.由表2可知,与BAg45CuZn钎料相比,新研制的钎料可焊接的温度范围明显变小,这对焊接工艺提出了更高的要求.

表2 焊接温度对比
2.2 焊缝可靠性
2.2.1 焊缝的填充
分别用新研制的钎料BCuMZ及拟替代的高银钎料BAg45CuZn对压缩机上壳体与排气管进行焊接,焊缝切片分析结果列于表3.
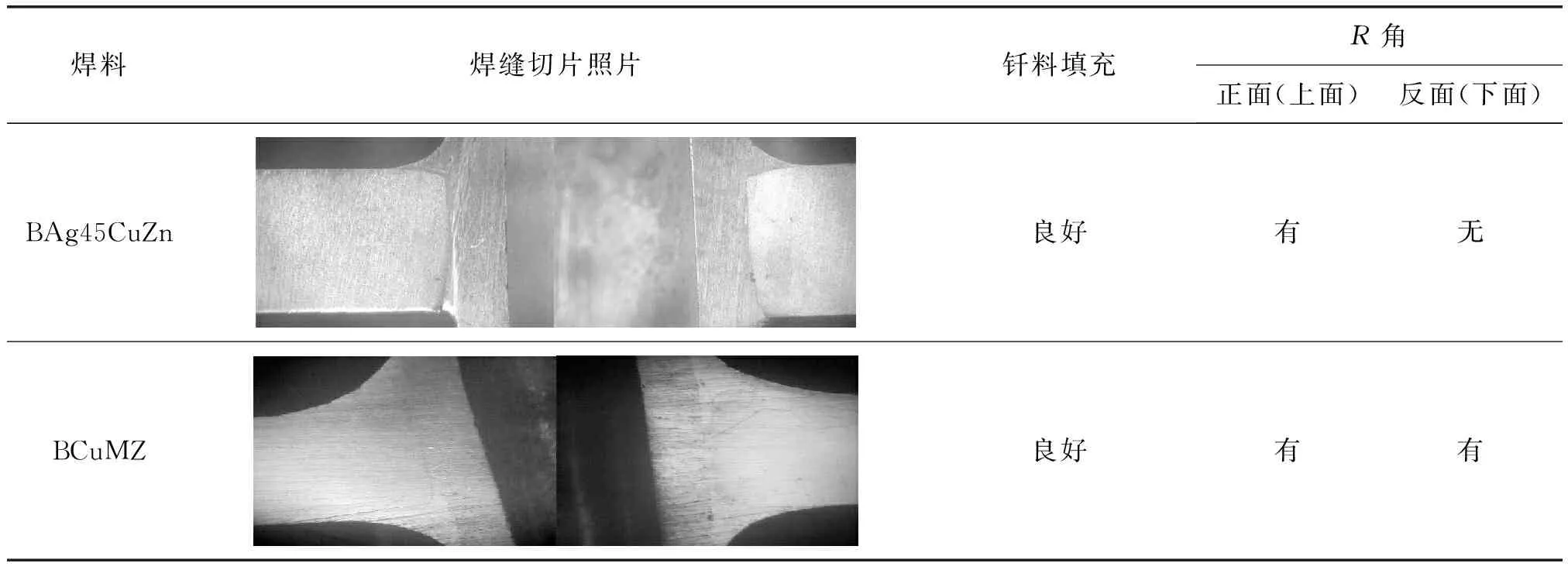
表3 BCuMZ钎料与高银钎料焊缝填充情况对比
由表3可知:由于受钎料成本影响,在使用高银钎料焊接时,会控制钎料使用量,故BAg45CuZn焊缝反面未形成R角,而新研制的钎料因成本低廉,在用量上不会进行过多的控制,从而使得焊缝饱满,反面可形成R角,这于焊缝可靠性而言是有益的;从焊缝填充状况看,新研制的钎料填充情况与相比较的高银钎料的相当,两者均填充良好.
2.2.2 焊接渗透性与焊缝泄漏率的比较
分别用含Si元素的国标铜锌钎料H60、新研制的钎料BCuMZ及BAg45CuZn钎料焊接压缩机上壳体和排气管,在4.3 MPa压力条件下进行检漏,焊料的渗透性及焊缝气密检漏结果列于表4.
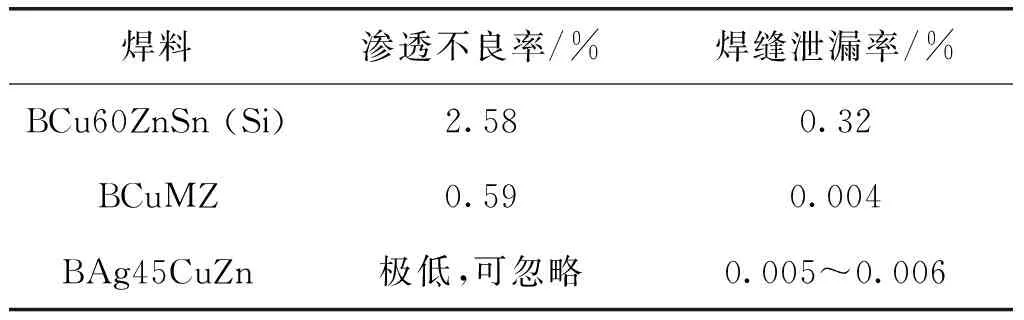
表4 焊接渗透性及焊缝泄漏率对比
由表4中可知,新研制的钎料焊缝泄漏率与高银钎料的相当,明显优于国标铜锌钎料H60,而其渗透不良高于钎料BAg45CuZn,但该不良产生于焊接工序,在该工序即可检出,不会流入成品,对产品的可靠性不产生影响.新研制的钎料BCuMZ,不但具有成本优势,而且从加工连续性或是品质可靠性角度看,都是可以接受的.
2.2.3 机械性能对比
分别对用新研制的钎料BCuMZ及高银钎料BAg45CuZn钎料焊接的上壳体排气管焊缝进行测试,验证其机械性能可否满足使用要求.检测结果列于表5.
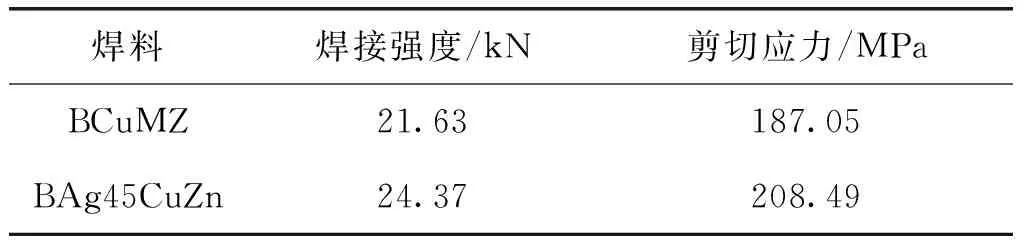
表5 焊接强度对照
由表5可知,新研制的钎料上壳体焊缝的焊接强度稍低于Ag45焊缝的,其剪切应力为187.05 MPa,较Ag45焊缝的下降.但相对于压缩机24.5 MPa的耐压要求而言,安全裕度充分.
2.3 焊接设备功能选择
由于无银钎料的熔点、铺展润湿性、熔化特性等较Ag45钎料的明显变差,需要控制的焊接温度范围小,要求精度高.所以,用无银钎料钎焊时,其对设备火焰及温度控制要求较高,需配备温度控制、高精度燃气流量控制及焊丝熔化检测等装置,以确保焊接过程的稳定性及焊接品质的可靠性.同时,考虑焊接影响因素复杂,普通焊接设备调机技能要求高,为降低量产化难度,必须考虑该工艺实施的去技能化.因此,设备方案关键控制如下几点.
(1)气体流量控制:采用控制气体质量的方式来控制流量(使用质量流量计),确保能够最大限度地防止气压波动及环境温度波动对流量的影响.
(2)焊接控制:首先在主动控制方面,引入红外温度控制装置,通过测量工件和工装的温度,并将信号反馈给钎焊机,自动对加热的时间进行补偿,确保最佳的焊接温度,提高生产效率及降低不良率;其次,从避免渗透不良产生的角度出发,引入焊丝压力检测装置,通过压力感应方式检测焊丝是否熔化,当焊丝未熔化顶住工件时,能够自动抽回焊丝并提示后续操作.
(3)焊接参数记忆功能:具备参数记忆、一键完成开机设置,对员工技能要求低,开关机及机种更换时可直接调用相应程序,一般情况下不需要调机,使得员工去技能化成为可能.
焊接设备具备上述功能后,配合适当的焊接工艺及量产管理,实现上壳体排气管的无银和量产化焊接将不会困难.
3 结 论
研制出一种不含Si和P的新型Cu-Zn钎料,解决了钢-钎料界面问题,通过扩大焊缝间隙、在壳体上增加倒角及优化焊接参数等措施解决了焊接性问题,实现了压缩机排气管钎焊无银化.
量产化推广方面,在自动火焰钎焊设备上采用红外温度检测技术测量焊缝温度,用以控制焊接送丝,有效地提高了焊接渗透率.
新型钎料有 0.3%的焊接不良率,相对于压缩机排气管高银钎焊不到万分之一的焊接不良率还有很大的差距,还需进一步优化钎料成分及制造工艺,降低其熔化温度,提高其焊接性能,进而降低焊接不良率,这是下一步继续努力的目标.
[1] 长崎诚三,平林真.二元合金状态图集[M].北京:冶金工业出版社,2004.
[2] 赵越.钎焊技术及应用[M].北京:化学工业出版社,2004.
[3] 薛松柏,顾文华.钎焊技术问答[M].北京:机械工业出版社,2007.
[4] 张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,2008.
Research of silverless brazing weld in compressor air drains
XU Lihua1,WEI Guoqiang2,YU Weifeng1
1.GuangdongMeizhiCompressorLimited,Shunde528333,China;2.SchoolofMechanicalandAutomotiveEngineeringSouthChinaUniversityofTechnology,Guangzhou510640,China
A novel Cu-Zn alloy with Si and P free solder was developed by means of chemical composition design, microstructure and welding parameters optimization. The results show that brazed joints can fulfill the requirement of compressor when air drains aligned with 45 degree Chamfer for 0.5-1mm and keeping the joints clearance of 0.5-0.6 mm by flame brazing in the temperature range of 900-950℃.
exhaust pipe;solder;interface;brazing weld
2015-03-30
徐利华(1969-),女,贵州普定人,高级工程师,本科.
1673-9981(2015)02-0101-06
TG454
A
