合金元素Ag含量对Sn-Ag-Cu无铅焊料焊接性能的影响
2015-03-11高瑞军张宇航韩振峰孙福林钟茂山
高瑞军,张宇航,康 宇,韩振峰,孙福林,钟茂山
广东省工业技术研究院(广州有色金属研究院),广东 广州 510650
合金元素Ag含量对Sn-Ag-Cu无铅焊料焊接性能的影响
高瑞军,张宇航,康 宇,韩振峰,孙福林,钟茂山
广东省工业技术研究院(广州有色金属研究院),广东 广州 510650
探讨了合金元素Ag含量对Sn-Ag-Cu无铅合金焊料熔化温度、铺展性及润湿性的影响.结果表明,随着Ag含量的增加,Sn-Ag-Cu合金焊料的熔化温度降低,铺展性和润湿性提高,当w(Ag)≤0.5%时,Sn-0.7Cu焊料与Sn-0.5Ag-0.5Cu焊料的焊接性能十分接近.
无铅焊料;熔化温度;铺展;润湿
Sn-Ag-Cu系合金因具有良好的综合性能,而被认为是最具有潜力和最接近实用化的焊料合金体系之一[1-2].但是在焊料中添加贵金属Ag,会导致材料成本大幅增加,对焊料需求企业来讲成本控制和无铅环保同样重要.作为电子行业软钎料最早研究和开发的单位广州有色金属研究院[3-5],在保证焊料合金性能符合要求的前提下,开发出一系列Ag含量不同的Sn-Ag-Cu系无铅合金焊料,旨在满足不同应用企业对成本控制的要求.
本文选取目前常用于电子行业浸焊和波峰焊的Sn-Ag-Cu无铅合金焊料,与Sn-0.7Cu二元共晶合金焊料进行对比,探讨Ag含量对Sn-Ag-Cu无铅焊料焊接性能的影响,为企业选择合适性价比的焊料提供依据.
1 试验方法
1.1 熔炼焊料
熔炼合金焊料所用的原材料分别是纯度99.99%的锡块、银粒和无氧纯铜片,为了改善合金焊料的性能添加微量合金化元素X.在石墨坩埚电阻炉中进行熔炼,熔炼过程中采用熔盐保护,熔炼温度控制在400~450 ℃.精炼好的合金在300~350 ℃浇注成所需的试样,空冷至凝固,待用.所配制的不同Ag含量的合金焊料成分及其编号列于表1.
表1 无铅合金焊料成分
Table 1 The chemical composition of lead-free solder alloy in the experiment
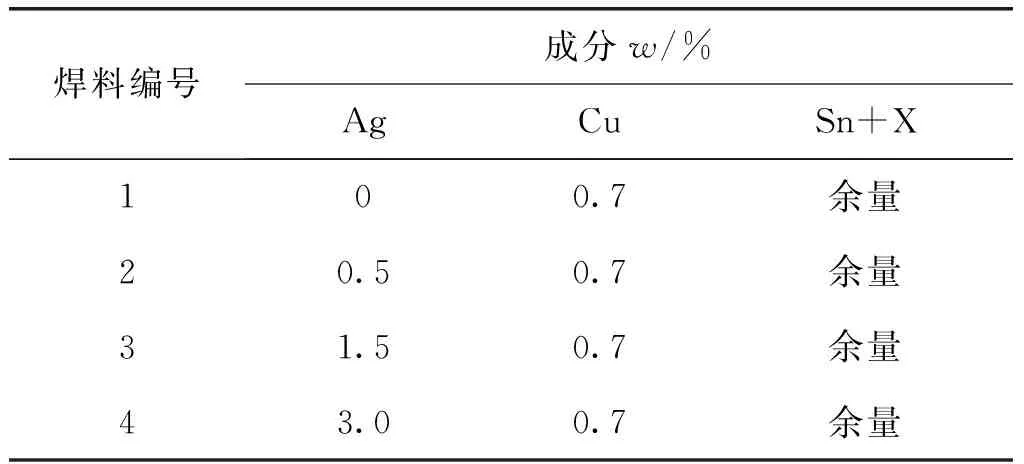
焊料编号成分w/%AgCuSn+X100.7余量20.50.7余量31.50.7余量43.00.7余量
1.2 熔化温度的测定
采用STA409PC差示扫描量热仪(DSC)测定合金焊料的熔化温度.均匀截取焊料约20 mg,升温速率为10 ℃/min,升温范围为30~280 ℃,试验中采用高纯氩气保护.
1.3 铺展性
按国家标准GB/T11364-2008《钎料润湿性试验方法》中的要求进行铺展性试验.试件为纯铜板,试验用合金焊料的成分如表1所列.每种焊料制成5个试样,每个试样约为0.3 g.助焊剂为广州有色金属研究院研制的无铅助焊剂NC526.将制备好的合金焊料试样置于铜板中央,滴上助焊剂,在280 ℃下恒温30 s,使焊料熔化并在铜板上铺展开,空冷.测量每种焊料的平均铺展率,以此来评价其铺展性.
铺展的焊料高度用测微计或其他适当的工具测量,根据国标GB/T11364-2008《钎料润湿性试验方法》中的规定,按式(1)计算铺展率:
(1)
式(1)中:SR—铺展率,%;H—焊料在铜板铺展后的高度,mm;D—将试验所用合金焊料看作球体时的直径,mm,D=1.24V1/3,V—试验中使用的合金焊料的质量/密度,mm3.
1.4 润湿性
按日本工业标准JIS-Z-3198(无铅钎料试验方法)测量润湿时间和润湿力.将长方形铜片以设定的速度插入到250 ℃熔融焊料槽中,当插入深度达到设定值时,试样静置一定时间后向上提起,测试完成.测量过程中,当试样端部与钎料接触并继续插入时,试样会受到浮力作用,随着焊料对母材的逐渐润湿,浮力逐渐被表面张力抵消,当合力为零时,记录的时间称为零交时间T0.随着测试的进行,合力值增大,当合力不再随时间发生变化时,此刻的润湿力为最大润湿力Fmax,设在最大润湿力Fmax2/3处的时间为爬升时间T1.
选用广州有色金属研究院研制的无铅环保助焊剂NC526进行润湿性实验.测量过程如图1所示.
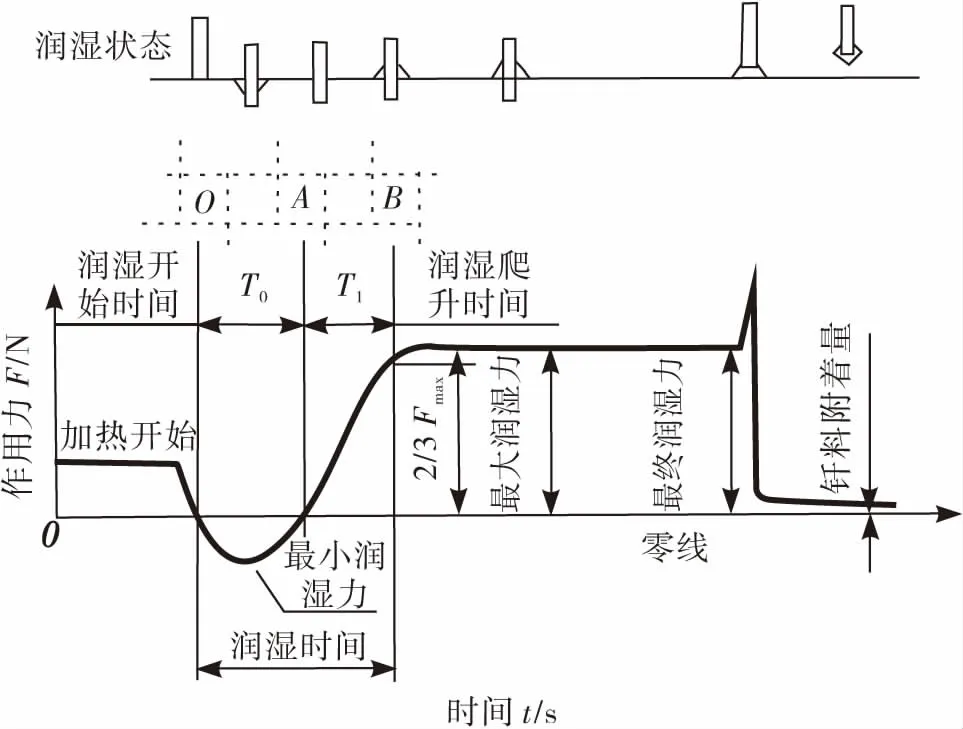
图1 润湿性测试过程示意图Fig.1 The sketch of testing solder on wetting to Cu-base alloy
2 试验结果与分析
2.1 熔化温度
在相同的焊接温度下,合金焊料的熔化温度越低,其铺展性越好.换言之,合金焊料的熔点越低,焊接工艺参数越宽.对1~4号合金焊料分别测其固相线温度Ts和液相线温度Tl,计算其熔化温度范围ΔT=Tl-Ts,实验结果列于表2.
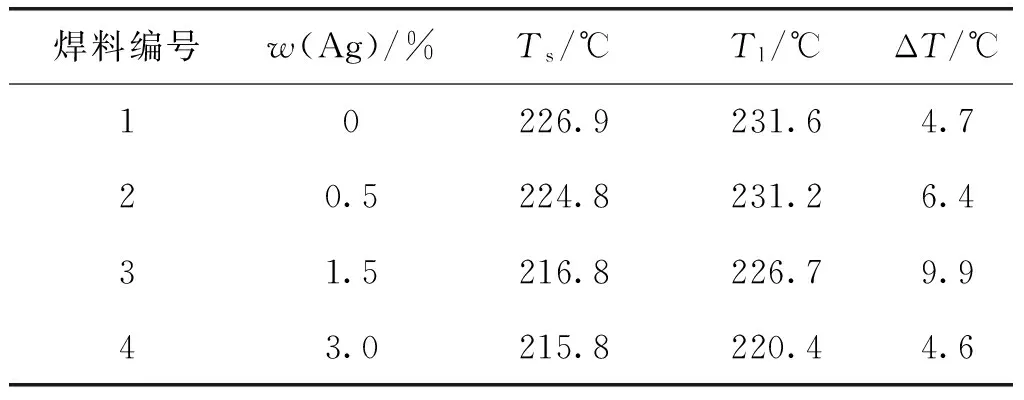
表2 试验合金焊料的熔化温度
由表2可知,在无铅合金Sn-0.7Cu焊料中加入Ag后,其Ts和Tl都低于Sn-0.7Cu焊料的Ts和Tl.随着Ag含量增加,Sn-Ag-Cu合金焊料的固相线Ts和液相线Tl呈现出下降的趋势.当w(Ag)=3.0%时,焊料的熔化温度范围ΔT为4.6 ℃,与Sn-0.7Cu合金焊料的ΔT接近.
2.2 铺展性
合金焊料与母材金属接触时,焊料能否沿母材表面铺展,取决于焊料对母材表面的附着力和焊料粒子间的内聚力.当焊料对基体金属(母材)的附着力大于焊料的内聚力时,焊料就会在基体金属表面铺展开.此时,倘若焊料合金与母材金属发生轻微的冶金物理反应,可促使合金焊料在母材表面的铺展,同时也能大大提高焊点的可靠性.但如果合金焊料与母材的反应较剧烈时,会使焊缝界面的金属间化合物增多,不利于焊料在母材上的铺展[6].
焊接时一旦合金焊料在Cu母材表面铺展,界面处就会有金属间化合物Cu6Sn5生成,这时界面反应就成为部分熔融的合金焊料与Cu6Sn5作用[7].随着时间延长,界面处不仅会迅速生成过量的Cu6Sn5,甚至还会生成脆性相Cu3Sn,此时熔融焊料还会与Cu3Sn作用.焊料对Cu的铺展性好,对金属间化合物Cu6Sn5的铺展性差,而对Cu3Sn不润湿铺展[7].合金焊料中的Ag元素在焊接时会与Sn生成金属间化合物Ag3Sn,熔融状态的Ag3Sn粒子以一定的速率随机运动.在界面附近的Ag3Sn粒子由于热运动而撞击界面,由于界面具有较高的界面能,通过吸附作用,这些粒子被界面俘获,界面能也随之降低[8].这些Ag3Sn粒子的存在将会抑制金属间化合物Cu3Sn和Cu6Sn5的过度生成,所以在焊料中加入Ag,会提高合金焊料对Cu母材的铺展性.
在Sn-0.7Cu合金焊料中添加Ag对铺展率的影响如图1所示,不同Ag含量焊料在铜板上的铺展如图2所示.由图1、图2可知,随着Ag含量的增加,焊料的铺展率逐渐提高,铺展的面积逐渐增大.
其中Sn-0.7Cu的铺展性与Sn-0.5Ag-0.5Cu十分接近,说明当w(Ag)≤0.5%时,Ag元素对合金焊料铺展性的改善效果并不明显.这给用户选择合适性价比的焊料时可提供参考.
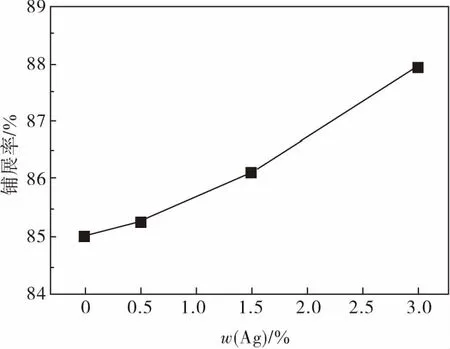
图2 Ag含量与合金焊料在铜基体上铺展率的关系Fig.2 The relationship of Ag addition in lead-free alloy solder on spreading rate to Cu-base alloy
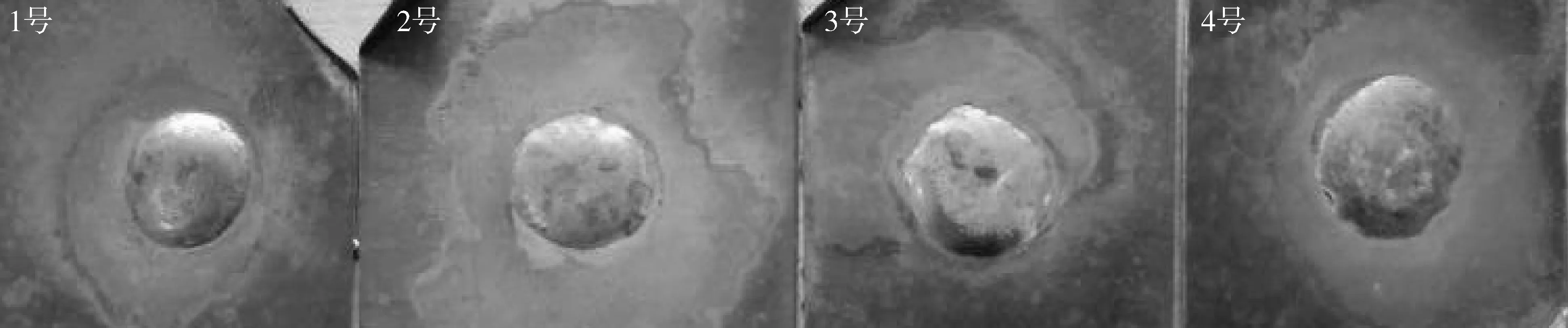
图3 Ag含量不同的合金焊料在铜板上的铺展Fig.3 The macrograph of soldering point on alloy to Cu-base alloy
2.3 润湿性
参考日本工业标准JEITAET-7401(表3)对润湿实验结果进行评定.评定参数有零交时间T0、润湿时间T=(T0+T1)和最大润湿力Fmax,其中Sb是衡量试验稳定性的指标,这里不做分析讨论.
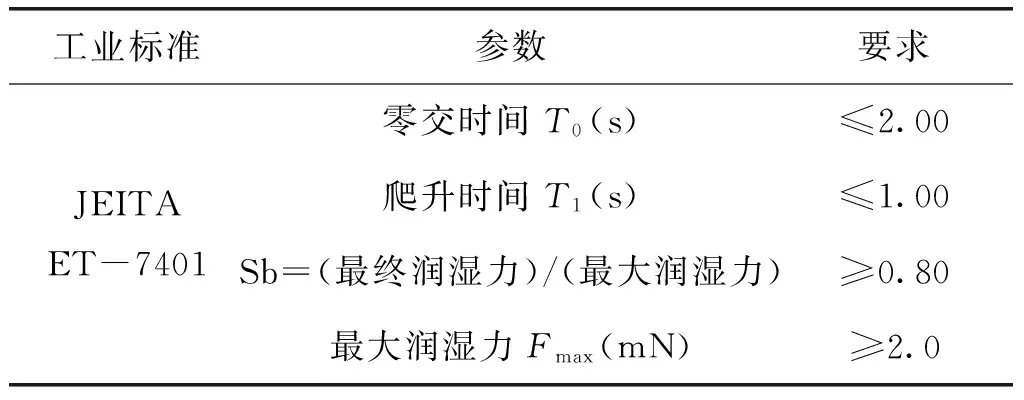
表3 日本工业化JEITA ET-7401润湿性标准
Ag含量对合金焊料润湿性的影响如图4所示.由图4可知,不加Ag的Sn-0.7Cu焊料的最大润湿力最小,Fmax=3.91mN,零交时间最大,T0=0.98s,爬升时间最大,T1=0.53s,符合日本工业化JEITAET-7401润湿性标准.随着Ag含量增加,合金焊料的零交时间T0和润湿时间T逐渐缩短,最大润湿力Fmax逐渐增大.零交时间T0越短,尤其是针对线路板的焊盘,焊接时焊料润湿越快完成.爬升时间T1越短,波峰焊通孔焊接时焊料爬升并填满整个通孔就越快.最大润湿力Fmax越大,波峰焊通孔焊接中的沾锡量越多,形成的外露焊点越饱满.
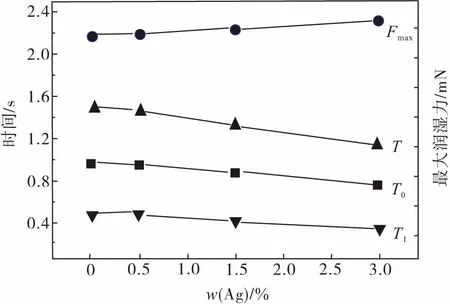
图4 Ag含量与合金焊料在铜基体上润湿性的关系Fig.4 The relationship of Ag addition in lead-free alloy solder on wettability rate to Cu-base alloy
从图4中也可看到,Sn-0.7Cu的润湿行为与Sn-0.5Ag-0.5Cu十分接近,说明当w(Ag)≤0.5%时,两种合金焊料的润湿性相差无几.这也为在实际生产中,选择不同焊料制定不同的工艺参数提供依据.
3 结 论
随着Sn-Ag-Cu合金焊料中Ag含量增加,焊料的熔化温度降低,焊料的铺展率提高,润湿时间逐渐缩短,最大润湿力逐渐增大.当w(Ag)=3.0%时,焊料的融化温度范围与Sn-0.7Cu合金焊料的接近;当w(Ag)≤0.5%时,Sn-0.7Cu与Sn-0.5Ag-
0.5Cu两种合金焊料的焊接性能十分接近.这为用户选择合适性价比的合金焊料提供了依据.
[1] 卢斌,栗慧,王娟辉,等.添加微量稀土元素对Sn-Ag-Cu系无铅焊料性能的影响[J].稀有金属与硬质合金,2007,35(1):27-30.
[2] 张富文,刘静,杨福宝,等.Sn-Ag-Cu无铅焊料的发展现状及展望[J].稀有金属,2005,29(5):619-624.
[3] 赵越,杜昆,胡詠珍.无铅软钎料的研究[J].广东有色金属学报,1998,8(2):99-105.
[4] 张宇航,卢斌,戴贤斌,等.Ce对SnAgCu系无铅焊料合金组织和性能的影响[J].材料研究与应用,2007, 1(4):295-299.
[5] 张宇航,戴贤斌,罗时中,等.适用于铜铝异种金属软钎焊的无铅焊料合金:中国,200710026378.9[P]. 2008-12-03.
[6] 张宇航,孙福林,周波,等.一种适用于铜铝异种金属软钎焊的Sn-Cu-Zn无铅焊料合金的研究[J].热加工工艺,2014,43(13):226-227,230.
[7] 杜长华,陈方,杜云飞,等.Sn-Cu、Sn-Ag-Cu系无铅钎料的钎焊特性研究[J].电子元件与材料,2004, 11(23):34-36.
[8] 于大全,段莉蕾,赵杰,等.Sn-3.5Ag/Cu界面金属间化合物的生长行为研究[J].材料科学与工艺,2005, 13(5):532-536.
Effect of Ag concentration on soldering properties of Sn-Ag-Cu lead-free solder alloy
GAO Ruijun,ZHANG Yuhang,KANG Yu,HAN Zhenfeng,SUN Fulin,ZHONG Maoshan
GuangzhouResearchInstituteofNon-ferrousMetals,Guangzhou510650,China
The paper has investigated that different amount of pure Ag are added into Sn-Ag-Cu lead-free solders,and the effect on soldering properties was also discussed.The results show that Ag can improve spreadability and wettability of Cu alloy further.When 0.5% of Ag added,both Sn-0.7Cu and Sn-0.5Ag-0.5Cu solder alloys exhibited similar properties.
lead-free solder;melting point;spreadability;wettability
2015-04-23
高瑞军(1976-),男,河北张家口人,本科.
1673-9981(2015)02-0112-04
TG11
A
