清梳联系统网络化监控及其梳棉工艺优化设计
2015-03-10谢水英陈怀忠朱金芳
谢水英,陈怀忠,2,朱金芳
(1.浙江工业职业技术学院电气电子学院,浙江 绍兴 312000;2.浙江理工大学自动化研究所,浙江 杭州 310018)
清梳联系统网络化监控及其梳棉工艺优化设计
谢水英1,陈怀忠1,2,朱金芳1
(1.浙江工业职业技术学院电气电子学院,浙江 绍兴 312000;2.浙江理工大学自动化研究所,浙江 杭州 310018)
清梳联系统设备种类繁多,整体设备自动化程度低,通信联网功能弱,信息管理相对滞后,同时在梳棉道夫工艺存在传动控制技术落后,故障率高等不足。针对以上问题,以西门子PLC为清梳联系统中心控制器,采用PROFIBUS-DP工业现场总线构成清梳联网络化监控系统,实现对各设备的工艺参数修改、任务下达、动态显示、数据保存、故障分析等监控功能,并对梳棉道夫传动控制进行矢量变频设计。结果表明,监控系统提高了企业自动化生产和信息化管理水平,降低劳动力成本,节能降耗。
清梳联;PROFIBUS-DP;网络化监控;矢量变频
清梳联是棉纺厂把原料加工成单纤维状态的关键设备,清梳联系统一般由多条生产线组成,每条生产线的数量有时多达数十台,所有设备数量多达数百台。棉纺厂一些清梳联系统电气控制仍采用手动单机操作,自动化程度低,工艺参数修改和读取、产量记录都要到单机台上手动完成。
传统清梳联企业设备种类和数量众多,生产任务量大,人员往返于各设备之间,工作效率低,信息管理相对滞后。同时在梳棉道夫关键工艺中,传统设备仍采用电磁离合器、双速电动机等调速方式,工艺落后,精度低,故障率高,不能满足低速对转矩的要求,严重影响初棉生条质量[1-2]。
本文针对清梳联系统生产过程中存在的问题,将PROFIBUS-DP现场总线技术、计算机网络技术以及工业以太网技术应用到清梳联的网络化监控系统中,实现了对设备的现场和集中监控、操作与管理。其次引入交流矢量变频技术,对梳棉道夫关键工艺进行改进,达到高效和节能降耗的目的,从而提高棉纺织企业自动化生产、管理水平和经济效率。
1 清梳联工艺流程
典型清梳联工艺流程主要包括抓棉、开棉、混棉、和梳棉等工序。生产流程见图1。

图1 清梳联生产流程Fig.1 Production process of blowing-carding unit
抓棉机首先将排列好的各等级初棉原料按一定次序抓取,以风力为驱动动力,把原料输送到管道里。然后开棉机把原料开松再混合,同时对不符合标准的杂质进行除杂。混棉机按照交错原理混合并进行储存,清棉机对原料进行进一步除杂和开松。最后梳棉机对均匀的纤维层进行逐一开松落杂、清纤维和除短绒、梳理后加工成纤维网,经牵伸压辊后形成棉条,供后续工序使用[3]。
2 网络化监控总体设计
大的困难。在本文设计中,清梳联网络化监控主要采用PROFIBUS-DP现场总线技术,它主要解决工业现场智能化仪器、控制器、执行机构等现场设备间的数字通信以及这些现场控制设备和高一级控制系统之间的信息传递问题,实现企业生产过程的数据采集处理、报表统计、事故分析诊断、设备远程控制、实时在线诊断等功能,满足现代企业大批量、高质量、高效低耗的需要,实现生产控制和企业管理的一体化[4-5]。
传统清梳联工序中现场设备分布范围广,数量多,信号类型复杂,故障诊断及报警等功能不强,集中智能化管理困难,可维护性差,同时不同厂家设备兼容性较差,给整个工序的信息化管理等带来了极
3 监控网络通信实现
控制对象为某棉纺厂清梳联系统,清梳联系统网络化监控设计整体方案如图2所示。

图2 清梳联网络化监控系统结构图Fig.2 Networked control system structure diagram of blowing-carding unit
图2中,清梳联系统主要由6条清梳联生产线系统构成,本文主要以1条典型的清梳联生产线说明系统结构组成与设计。该生产线主要由抓棉、开棉、混棉、清棉和梳棉单元组(由10台梳棉机构成)等组成,各项工艺控制使用S7-200 PLC作为中心控制器。针对现场设备数量多,分布范围广,信号类型复杂,数据管理复杂等特点,采用PROFIBUS-DP工业现场总线构成清梳联网络化监控网络,进行设备和数据监控管理。每套清梳联系统采用了PROFIBUS-DP工业现场总线组成了现场级通信网络,6套清梳联网络通过西门子SIMATIC NET工业以太网构成管理层网络。清梳联网络化监控系统主要分为4个层次:现场设备层、传输层、控制层和管理层[6-7]。
3.1 现场设备层
现场设备层作为系统在现场一线的设备,承担着整个现场设备的数据检测、采集和设备驱动等功能。如清梳联设备的启动停止等各种开关量,抓棉量、手罗拉转速、棉仓压力、出棉口压力等各种模拟量的信号采集,执行机构如电动机、变频器、电磁阀等各种驱动设备。
3.2 传输层
传输层主要是由不同等级域的网络构成,每个封闭网络都配备有相应网络传输控制设备等,它们承担着整个系统数据信号的网络传输,主要由通信线、通信模块和各种通信协议构成。在清梳联系统中,各种信号交换主要构建在基于PROFIBUS-DP现场总线和工业以太网上。老设备一般采用RS-485通信方式,但 RS-485通信波特率一般在9.6~19.2 kbps之间,同样在19.2 kbps速率的条件下,RS-485若超过100 m,效果较差,而DP通信距离可达到1.2 km,可见DP通信速率大大优于传统的RS-485通信。在传输层还设计了清梳联系统监测的人机交互接口,实现对用户操作需求的信号传输与反馈[8]。
3.3 控制层
控制层是清梳联系统整个自动化控制系统中人机信息交换控制中心,主要由PLC、触摸屏、WINCC SCADA组态软件等构成。每条生产线构成一个车间级监控系统,车间控制室由监控上位机、打印机和UPS等设备组成。PROFIBUS-DP控制网络结构如图3所示。主控制器选用西门子公司S7-300 PLC,CPU选用带PROFIBUS-DP接口的 CPU315-2DP,在PROFIBUS-DP网络中作为主站,地址设为2。以PC机作为上位机对系统进行监控管理,并配置CP5611通信卡作为网络接口,地址设为1。

图3 PROFIBUS-DP控制网络结构图Fig.3 Control structure diagram based on PROFIBUS-DP
多个分布在清梳联各个工作现场的S7-200 PLC(CPU226)作为从站,PROFIBUS-DP网络地址依次设为3,4,…,n。各从站负责现场信息的采集并向主站发放有关信号及执行具体控制命令。每台S7-200 PLC配备一台触摸屏,对现场设备进行监控。S7-200通过EM277 PROFIBUS-DP通信模块的DP端口,与CP5611通信卡通过1根双绞屏蔽线连接构成PROFIBUS-DP现场总线网络。以西门子生产的WINCC作为上位机的监控组态软件。利用WINCC较强的网络、数据处理和数据库管理功能,能对清梳联系统设备数据进行处理,将各清梳联设备的工作状态参数置于该监控计算机的可见和可控领域,完成指定工艺的参数修改、工况动态监控、事故报警、历史数据集中保存、数据统计打印等任务[9]。
3.4 管理层
在6套清梳联主控PLC安装CP343-1通信模块,上位机安装Ethernet CP1613通信网卡,上位机和各清梳联生产线主控PLC通信模块均设置不同的IP地址,上位计算机利用交换机,通过西门子SIMATIC NET工业以太网将1~6号清梳联生产线主控PLC信号进行监控采集,在WINCC SCADA监控系统中,在TCP/IP下建立连接和创建变量,构成了企业管理层。将各车间生产线监控数据连接入企业局域网,为企业ERP系统提供数据,生产数据的管理主要包括轮班信息、生产月计划、机台信息、质量指标、和产量指标等,构建企业ERP管理系统。企业管理层可以方便对工厂设备运行状况进行整体监控,下达生产计划和提取各车间运行情况的各种分析报表,用户可方便地对数据库中的历史记录进行查询、编辑和打印。清梳联系统工业以太网结构如图4所示。
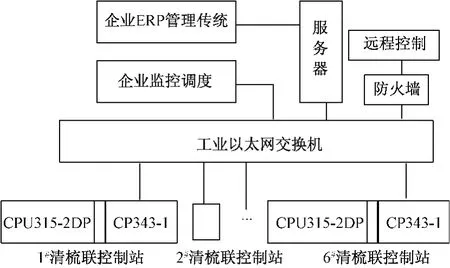
图4 工业以太网结构图Fig.4 Industrial Ethernet structure diagram
清梳联网络监控系统可安装在多台计算机中,实现资源共享。当远程监控等外网接入工业以太网时,需安装以太网防火墙。用户根据需要,通过对网络访问权限限制,授权设备才允许访问,以防止外网非法攻击,保护系统内部设备安全运行。这样可在世界各地通过Internet网,对系统进行远程监控、故障诊断和管理。
3.5 PLC程序设计
清梳联各工艺PLC编程主要由自动控制、手动控制、初始化模块、通信模块、诊断模块、故障处理模块等组成,PLC程序设计结构如图5所示。

图5 PLC程序结构Fig.5 PLC program structure
自动控制主要在开关信号、模拟量信号和故障信号等输入的情况下,自动控制系统运行,实现各项功能。手动控制一般用于设备检修或异常状态控制。初始化模块负责上电对系统初始化,通信模块负责与主站和从站通信、上报故障信息、设置参数,调用各类数据等。诊断模块用于系统自诊断,故障模块用于系统故障显示和报警等。
4 梳棉工艺控制优化
对清梳联网络化监控改造的同时,必须对较为落后,影响生产效率的工艺进行改进。在梳棉传动系统中,道夫工艺的主要作用是凝聚和转移锡林针面上的纤维,聚集成棉网输出,对接头和生头速度要求较低(道夫频率一般要求仅为4 Hz),同时要求起动转矩大。传统设备采用双速电动机、惯性轮、电磁离合器,用电气加机械的手段来实现,故障较高,经常造成停机。一些企业用普通V/F变频调速加以改进,调速性能有所提升,但存在转速易受负载和转差率的影响,动态性能差和控制精度低等不足,同时低速运行时,转矩值偏低,效果仍然不理想。严重时出现破边,棉网拉断的现象,影响生产质量和效率。本文设计用矢量变频技术对该工艺进行进一步改进。矢量变换的核心是把感应电动机利用坐标变换,把转矩电流和励磁电流分量变成标量独立开来,再对它们进行控制,控制效果可以与直流电动机相媲美[10]。
本文采用西门子公司生产的6SE70型矢量控制变频器对梳棉传动系统中道夫工艺进行改造。梳棉工艺道夫单元交流矢量变频驱动设计如图6所示。

图6 梳棉道夫单元矢量变频控制Fig.6 Vector variable frequency control of carding doffer unit
中心控制器采用西门子公司生产的CPU226 S7-200PLC,驱动装置采用西门子公司生产的6SE70型的矢量控制变频器。变频器速度给定采用改变传统的模拟量控制方式,采用先进可靠的基于RS-485接口的USS通信协议的总线方式给定。在PLC创建项目时,首先安装 USS protocal通信协议,S7-200PLC利用 PORT1通信口,进行通信设置。而PORT0通信口通过通信电缆与6SE70变频器主板的X300通信口连接。其次,使用USS协议初始化PORT0端口,在6SE70型的矢量控制变频器上设定相关参数,如USS网络地址、通信速率、变频器启停信号、速度给定参数等。最后使用USS—CTRL模块来控制变频调速装置速度输出。
图6中,系统三相电源通过交流接触器引入,通过CUVC板X300的RS-485端口与PLC通信,PLC向变频器发出速度启停控制,发出不同的数字量控制变频器速度。转速反馈通过脉冲编码器检测交流电动机位移信号输入到CUVC控制板X103的23、24、25、26、28和PE端口,形成速度闭环控制。通过总线方式实现变频器的远程监控,既弥补了变频器点数少的不足,减少了模拟量模块添置费用,并提高了转速控制的稳定性和精确性,在与变频器通信中上位机也获取了较多信息。
优化改造后电动机速比可达1∶200,在0.3 Hz的低速下转矩可实现200%的转矩输出,可有效避免由于转矩波动而引起的机械损坏。负载扰动时,转矩响应水平的提高使电动机速度变化幅度减至最小,电动机速度始终保持恒定,从而实现了道夫速度斜率任意调节,道夫工艺转速任意可变的功能。
5 优化改造效果分析
在通信联网方式选择上,目前市场上有选用CAN总线等通信网络,虽然成本较低,但对环境有一定要求,抗干扰能力相对较弱,故障率较高。PROFIBUS-DP和工业以太网通信网络是一种中型通信网络,结构简单,性能稳定,抗干扰能力强,比较适合中型自动生产线系统。性能完全满足各项要求,性价比较高。对清梳联棉纺企业的网络化监控和关键工艺改造,可根据企业自身实际情况进行,既可对单条生产线先行改造,逐步推进,也可同时进行全面升级改造。以浙江某企业为例,改造效果技术指标分析见表1。总体来说,企业网络化监控改造后可在4个方面得到明显改善和提高[11]。

表1 系统改造前后技术指标Tab.1 Technical index system before and after modification
5.1 生产自动化
改变了清梳联传统的手工操作为主生产方式,生产设备操作以自动化为主,操作简便,降低了劳动强度,系统运行稳定,还可降低劳动力成本,可节省较多的劳动力资源配置。
5.2 维修简便化
改造前设备故障率高,故障查找以人工为主,改造后故障率低,且故障查找利用监控网络的强大故障自诊断能力,故障查找时间可平均缩短70%左右,而且维修简便,故障率降低30%,提高了生产效率。
5.3 节能降耗
梳棉工艺矢量变频技术的应用有效解决了道夫在低速生头、接头时转矩不足的难题。取消了电磁离合器等机械设备,简化了机械结构,减少设备配置和维修费用。同时变频调速本身具有较好的节能作用,变频节能改造可使梳棉工序平均节省电能18%以上,节能降耗效果明显。
5.4 监控管理一体化
改造后系统可以根据工艺要求,方便调整各工艺参数,集监控、控制、查询、统计和工艺优化为一体。实现生产管理资源共享,技术人员、调度、管理人员均可及时了解企业生产情况,合理作出科学管理决策,促进企业信息化水平提高。
6 结语
纺织行业作为我国传统支柱行业,近年来企业内部实现生产自动化和管理网络化已成为一种趋势,与国际同行业相比,整体水平还有较大的差距。目前国内一些纺织机械制造厂家已将信息化系统引入清梳联设备,取得较好的效果,但市场上仍存在不少传统清梳联企业,自动化程度低,通信联网功能弱,若全部设备依赖更新,企业成本难以承受。本文提出了一种对传统清梳联系统的网络化监控和关键工艺的改造方案,充分利用企业原有设备,将PROFIBUS-DP现场总线、工业以太网技术应用到清梳联的网络化监控中,实现了对设备现场分散控制和集中管理,大大提高了企业自动化水平,同时用变频矢量调速技术对梳棉关键工艺加以改进,工艺水平进一步优化,提高了企业生产效率和经济效益,可给传统清梳联企业自动化和信息化改造提供一定的指导作用。
[1] 李妙福.现代清梳联技术特征与发展趋势[J].棉纺织技术,2007,35(9):25 -29.LI Miaofu.Technology specialty and development of modern blowing-carding[J].Cotton Textile Technology,2007,35(9):25 -29.
[2] 王晓华,李鹏飞.平网印花机现场总线控制系统的设计与实现[J].电工技术,2007(9):50-52.WANG Xiaohua,LI Pengfei.Design and implementation of flatscreen printing machine field buscontrol system[J].Electro Technology,2007(9):50 -52.
[3] 安小宇,王水华.总线技术在清梳联系统中的应用[J].微计算机信息,2008,24(5):71 -73.AN Xiaoyu,WANG Shuihua.Application of PROFIBUS technology in the cleaning combing equipment[J].Microcomputer Information,2008,24(13):71 -73.
[4] 李玉秀,徐毅.清梳联的信息化技术应用[J].山东纺织科技,2009(5):39-41.LI Yuxiu,XU Yi.Technology application of information system in carding combination machine[J].Shandong Textile Science& Technology,2009(5):39-41.
[5] 宋雪霞,余国平.网络技术在清梳联控制系的应用[J].纺织机械,2008(4):37-39.SONG Xuexia,YU Guoping.Application of network technology to the blowing carding control system[J].Textile Machinery,2008(4):37 -39.
[6] 顾学军,万伟锋.以太网在清梳联控制系统上的应用[J].纺织机械,2006(5):32-34.GU Xuejun,WAN Weifeng.Application of Ethernet in blowing-carding unit control system [J]. Textile Machinery,2006(5):32 -34.
[7] 徐永刚,乔光.清梳联网络监控系统的设计与实践[J].纺织机械,2008(4):36-38.XU Yonggang,QIAO Guang.Design and practice of Blowing-carding unit network monitoring system[J].Textile Machinery,2008(4):36 -38.
[8] 邵景峰,李永刚.清梳联网络化数据采集系统的开发[J].棉纺织技术,2012,40(1):34 -36.SHAO Jingfeng,LI Yonggang.Development of blowing carding unit network data acquisition system[J].Cotton Textile Technology,2012,40(1):34 -36.
[9] 汪海燕,魏俊民.PROFIBUS-DP现场总线的间歇式染色机控制系统[J].纺织学报,2004,25(6):34-36.WANG Haiyan,WEI Junmin.Batch dyeing machine control system for batch based on PROFIBUS-DP field bus[J].Journal of Textile Research,2004,25(6):34 -36.
[10] 许森.纺织专用矢量变频调速系统研究[J].浙江树人大学学报,2012,12(3):1 -5.XU Sen.Vector controlled variable speed driver for textile machinery [J].Journal of Zhejiang Shuren University,2012,12(3):1 -5.
[11] 杨锐彪.变频调速控制在清梳联中的应用[J].电源世界,2011(9):48-49.YANG Ruibiao.Application of frequency conversion speed control in blowing-carding system[J].The World of Power Supply,2011(9):48 -49.
Design of blowing-carding unit networked monitoring and carding process optimization
XIE Shuiying1,CHEN Huaizhong1,2,ZHU Jinfang1
(1.College of Electrical and Electronics Engineering,Zhejiang Industry Polytechnic College,Shaoxing,Zhejiang 312000,China;2.Institute of Automation,Zhejiang Sci-Tech University,Hangzhou,Zhejiang 310018,China)
Blowing-carding system equipment is diverse,and some conventional equipment has low degree of automation,and relatively-lagged communication networking function.The carding doffer process has defects of backward transmission control technology and high failure rate.In view of the above,by using Siemens PLC as center controller and using PROFIBUS-DP industrial field bus as unit networked monitoring system,the functions of parameters modification,task assigning,dynamic display,data storage,fault analysis and so on are realized.At the same time,the techniques of carding doffer transmission are improved by vector inverter.The results show that the system can achieve the blowingcarding online monitoring and management,enhancing the level of production and management of enterprise automation,saving energy and reducing consumption.
blowing-carding;PROFIBUS-DP;networked monitoring;vector inverter
TD 74;TS 104.13
A
10.13475/j.fzxb.20140402406
2014-04-09
2014-12-29
浙江省教育厅科研计划资助项目(FX2013238)
谢水英(1965—),女,副教授。主要研究方向为自动化技术应用。E-mail:lbyzxsy@163.com。
book=85,ebook=85
