频谱分析法在振动时效系统中的实验研究
2015-03-10梁西昌朱振杰寇兆军
梁西昌, 万 熠, 朱振杰, 寇兆军, 张 东
(1. 山东大学 机械工程学院 高效洁净机械制造教育部重点实验室, 山东 济南 250061;2. 山东大学 齐鲁医院, 山东 济南 250012)
频谱分析法在振动时效系统中的实验研究
梁西昌1, 万 熠1, 朱振杰1, 寇兆军1, 张 东2
(1. 山东大学 机械工程学院 高效洁净机械制造教育部重点实验室, 山东 济南 250061;2. 山东大学 齐鲁医院, 山东 济南 250012)
振动时效中获取工件固有频率多采用时域扫频法,其具有扫频慢、易漏频等缺点。为克服这些缺点,将频谱分析法应用到振动时效系统中。首先通过Matlab建模分析证明了频谱分析法获取工件固有频率的可行性,从理论上表明此法可实现扫频快、不易漏频;然后采用VB和Matlab混编,开发了基于频谱分析法的振动时效系统;最后通过实验验证了此系统的有效性。实验表明:振动时效处理达到了时效工艺效果,频谱分析法较传统扫频法扫频时间减少10 min以上,可获取高于扫频时电机激振频率的固有频率。
振动时效; 频谱分析法; 固有频率; 残余应力
振动时效是一种通过对工件施加循环载荷,使材料内部发生塑性变形,从而调整残余应力、稳定工件尺寸精度的时效方式[1]。与自然失效和热时效对比,其具有效率高、能耗小和成本底等优点。近年来,国内外学者对振动时效做的大量研究表明:振动时效过程中,所有各种频率的加载形式中,只有工件在其固有频率下共振是最经济简便的,因为在共振状态下,可用最小的振动能量使工件产生最大的振幅和动应力[2-4]。目前,振动时效中获取工件固有频率多采用时域扫频方法,即激振电机由低频升至一定频率过程中采集扫频曲线,扫频曲线共振区对应频率即为工件固有频率。这种方法存在2个缺点:(1)扫频速率(激振电机转速每秒钟增加的速率)慢,扫频时间一般为十几分钟;(2)易漏频。若工件固有频率大于激振电机最高激振频率,则时域扫频无法获取工件固有频率[5-6]。
频谱分析法是将时域信号变换至频域加以分析的方法,把复杂的时间历程波形,经过傅里叶变换以获得信号的频率结构[7]。将此方法应用到振动时效中获取工件固有频率,可克服传统时域扫频法的缺点。本文首先证明了频谱分析法获取工件固有频率的可行性;然后用VB和Matlab混编,结合数据采集卡、变频器和交流激振电机等硬件,开发了基于频谱分析法的振动时效系统;最后通过实验对比时效后扫频曲线与时效前扫频曲线,判定振动时效处理达到了时效工艺效果,证明了时效系统的有效性。
1 理论分析
根据振动学理论[8],将振动系统简化为单自由度、有阻尼系统的受迫振动来分析振动时效过程中动态参数的变化规律。建立系统微分方程:
(1)
式中:m为偏心质量,e为偏心距,x为系统位移,M为系统总质量,c为系统阻尼参数,k为系统弹性系数,ω为激振圆频率。
假设一组参数如表1所示。通过Matlab建模分析[9],得到系统在强迫振动下的响应见图1,对响应进行频谱分析,获得频谱图如图2所示。

表1 假设的参数
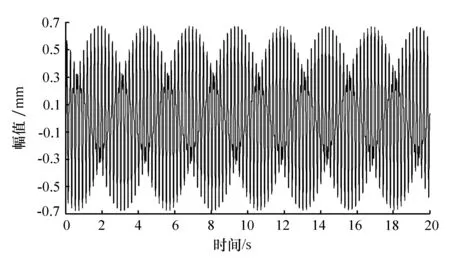
图1 系统在强迫振动下的响应
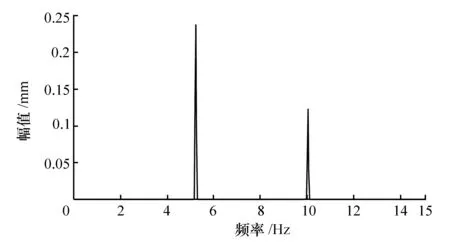
图2 对响应的频谱分析
由图2可得,系统在强迫振动下的响应含有5.2 Hz和10 Hz两种频率成分。
由振动学知识得系统固有频率计算公式为
(2)
将表1参数代入式(2),计算得系统固有频率为5.2 Hz。外部激振频率为ω/2π,表1的参数代入得10 Hz。将此计算结果与强迫振动下的响应所含频率成分进行比较,可以得出,系统在强迫振动下的响应含有的两种频率分别等于系统固有频率和外部激振频率。说明在振动时效中,对振动系统的时域信号进行频谱分析后,可获得系统固有频率和激振频率。若控制激振电机瞬间加速,其激振频率在频域信号内存在较少,此时振动信号中包含大量工件固有频率信息。而且,当激振频率靠近工件固有频率时,工件发生共振现象,在时域信号中表现为振幅增大,因此对时域信号频谱分析后,频域图中的峰值频率即为工件的固有频率。
由以上分析可得,若将频谱分析法应用到振动时效系统中,控制激振电机瞬时加速,可减少扫频时间。由于时域振动信号中包含工件固有频率信息,对时域信号频谱分析后,可获得工件固有频率,而且无需激振电机升频高于工件固有频率。
2 振动时效系统
振动时效系统示意图如图3所示,系统由计算机、数据采集卡、激振电机、变频器、加速度传感器、电荷放大器和滤波器组成。图4为系统人机交互界面。
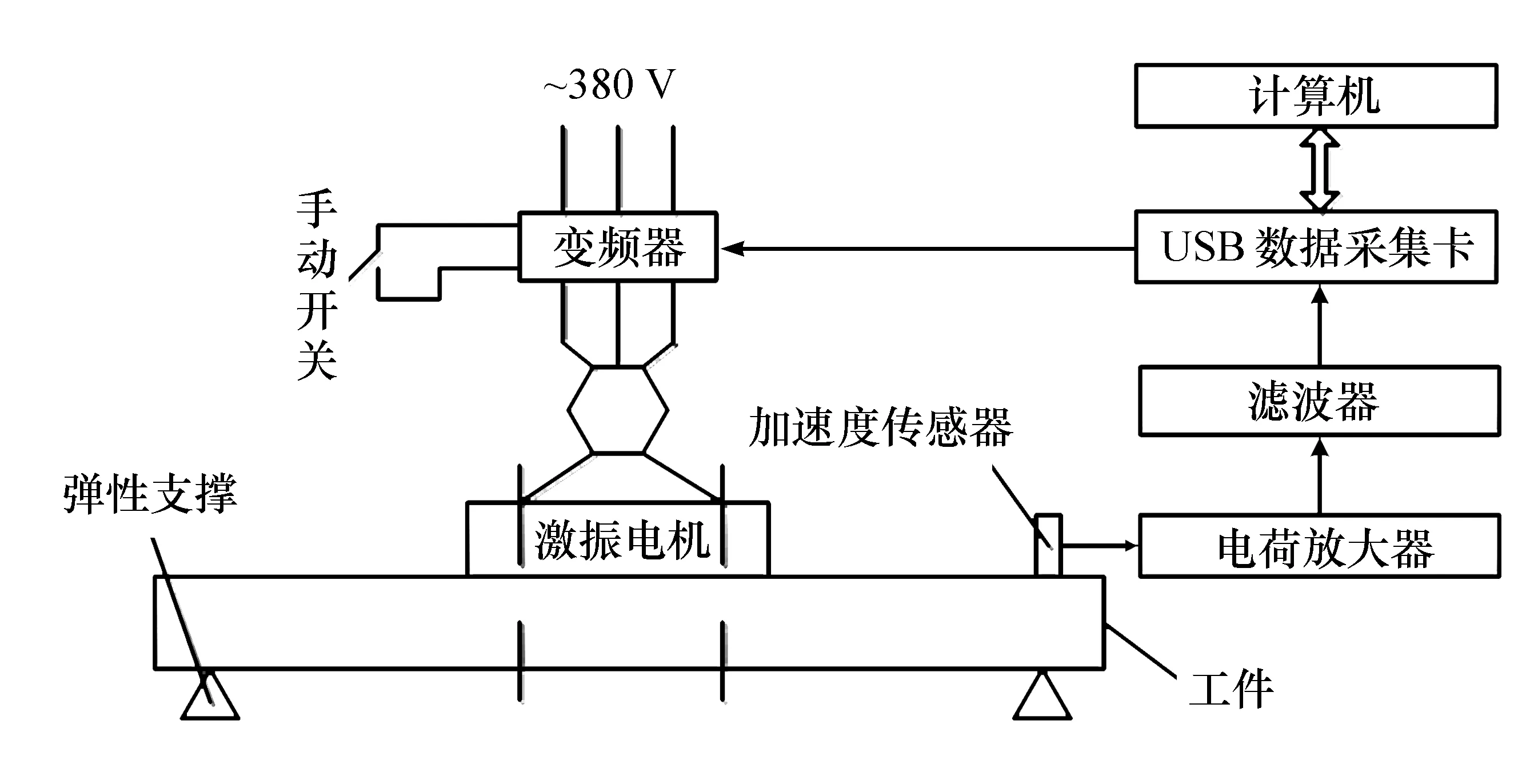
图3 振动时效系统示意图
系统工作原理:首先,计算机经数据采集卡控制交流电机运转和采集振动信号[10];然后,软件控制系统对振动信号进行傅里叶分析,获得时域信号的频谱图,并根据频谱图中峰值大小对共振频率排序,提供前10阶频率供操作人员选择;最后,计算机经数据采集卡控制激振电机在设定时间内对工件施加一定激振频率的激振力。软件控制系统中频谱分析部分采用COM组件技术,利用Matlab工具Matlab COM Builder将M文件转换成DLL,然后在VB开发环境中调用该DLL[11-12],实现VB与Matlab混编对振动信号进行频谱分析。
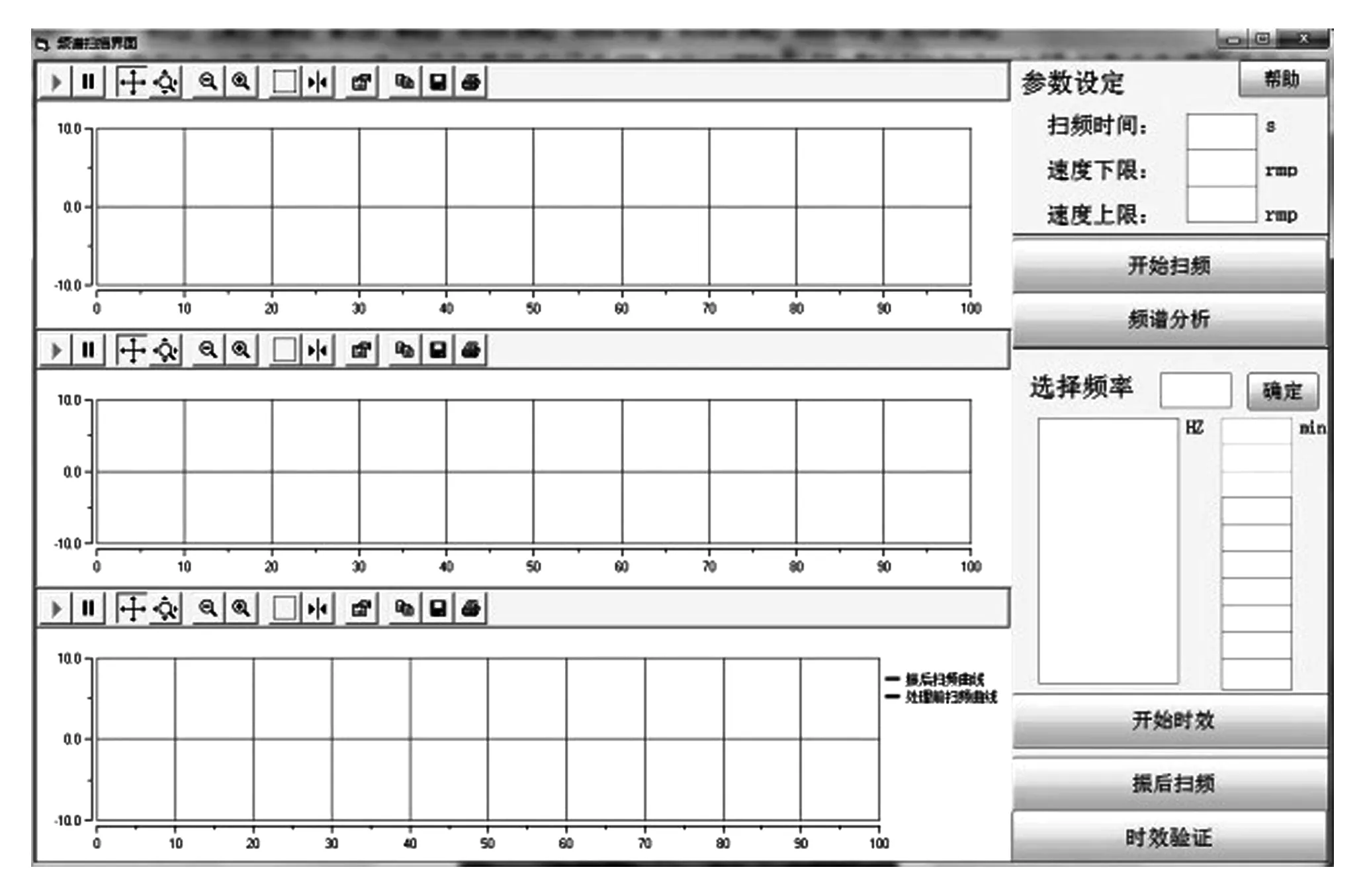
图4 振动时效系统人机交互界面
本系统操作过程:(1)时效前扫频。设置扫频时间、速度上限和下限,点击“开始扫频”,激振电机根据设定好的参数工作;(2)频谱分析。对振动时域信号进行频谱分析,获取频谱图,并确定前10阶频率;(3)操作人员自行选取前几阶时效频率,设定好振动处理时间,点击“开始时效”;(4)时效验证。时效后再次进行扫频,将获得的扫频曲线与时效前扫频曲线对比。
3 实验及分析
实验现场如图5所示,试件为工字钢,钢材牌号为45钢。时效前扫频获取振动时域信号,扫频时间设定为30 s。设定激振电机转速由0升至4 000 r/min,计算机获得的振动信号见图6。
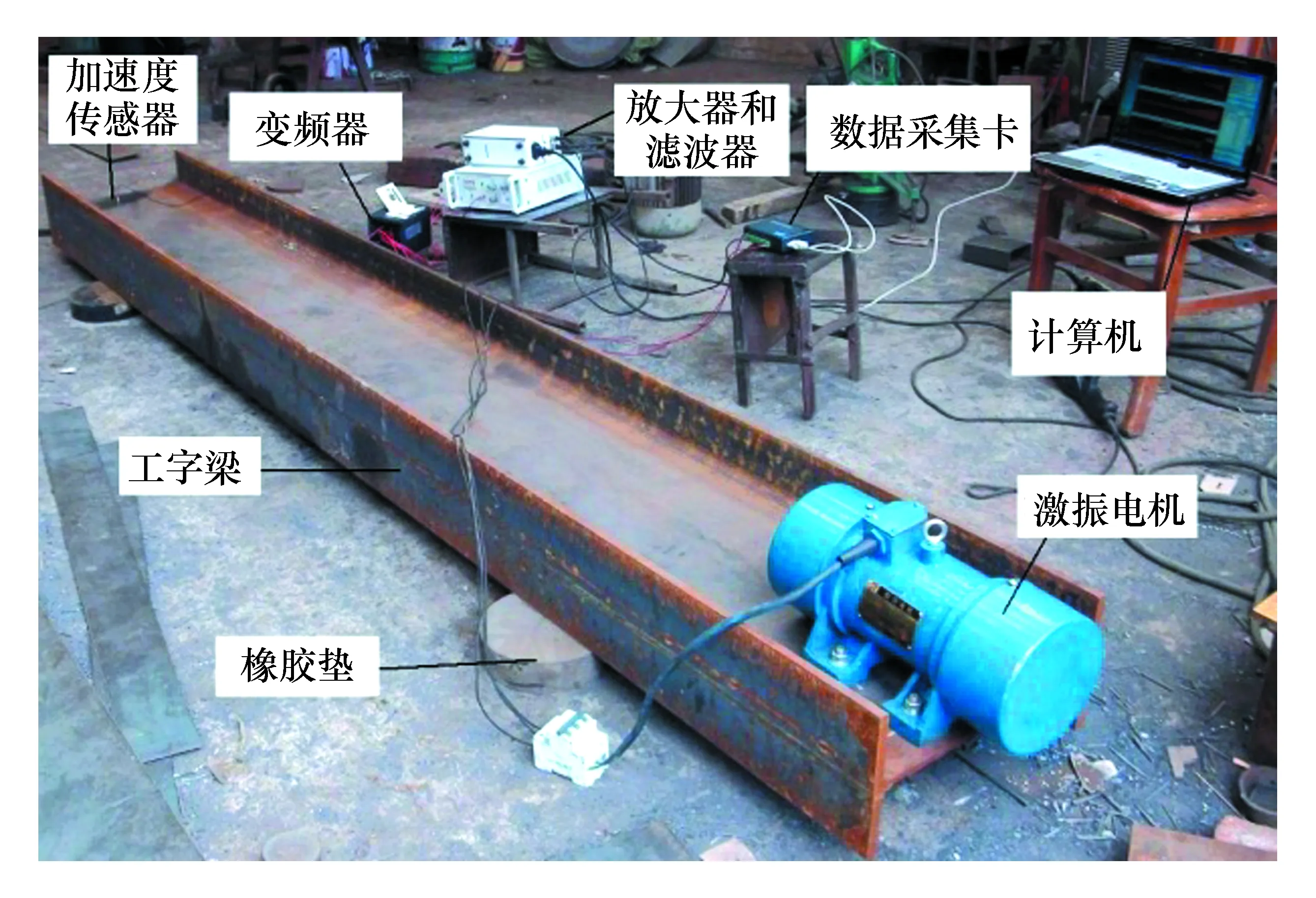
图5 实验现场
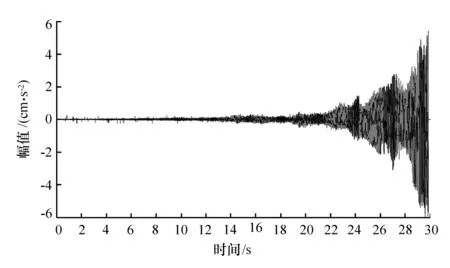
图6 振动时效前扫频时域图
对振动时域信号进行频谱分析,结果如图7所示。图中峰值较大的频率即为工件共振频率。Matlab程序自动查找前10阶峰值频率,排列如表2所示。
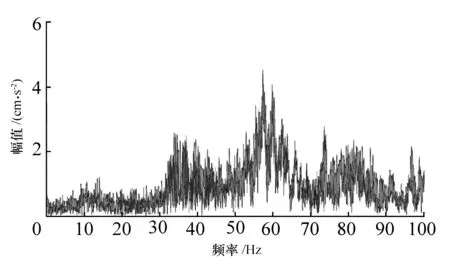
图7 对振动时域信号频谱分析
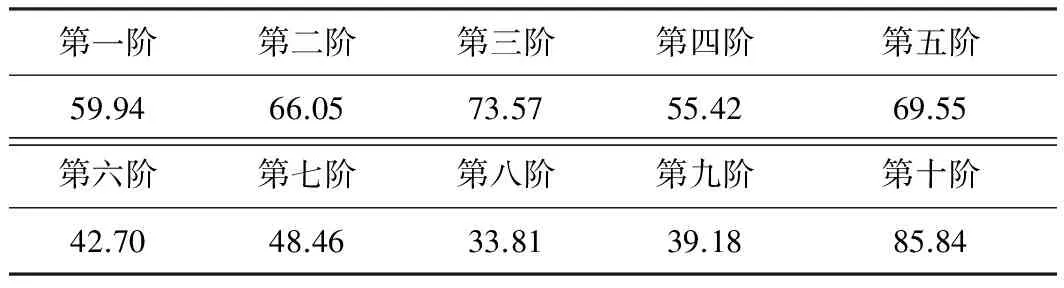
Hz
选取前两阶频率作为振动时效处理频率。首先对工件施加激振频率为59.94 Hz的激振力,激振时间为20 min;然后对工件施加激振频率为66.05 Hz的激振力,激振时间为15 min。振动时效结束后,再次进行扫频,时效后扫频参数与时效前扫频参数设置相同。时效前扫频曲线与时效后扫频曲线的对比见图8。
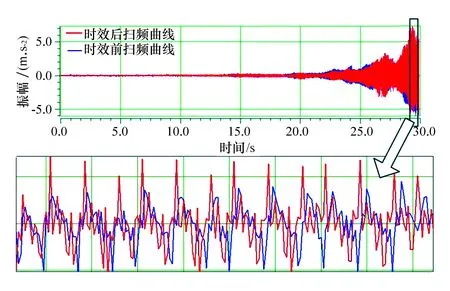
图8 时效前扫频曲线与时效后扫频曲线对比
将共振峰处的曲线放大(见图8下图),可观察到,时效后扫频曲线共振峰较时效前扫频曲线共振峰左移且加速度峰值升高。共振峰左移说明振动时效处理后,工件共振频率比振前降低了。根据文献[13]分析可知,若时效后加速度曲线峰值升高且左移,可判定本次振动时效处理达到了时效工艺效果。
由实验过程可得,系统扫频时间为30 s,较传统时域扫频法缩短十几分钟。系统扫频过程中,激振电机转速从0升至4 000 r/min,将4000 r/min换算成频率为66.67 Hz,即扫频时最高激振频率为66.67 Hz。由
表2可得,前10阶峰值频率中含有高于66.67 Hz的频率成分,这表明采用频谱分析法后,可获取高于扫频时电机激振频率的固有频率,从而减少漏频。
4 结束语
工件振动响应中包含其固有频率信息,采用频谱分析法对振动响应分析可获得其固有频率。本文在采用Matlab建模仿真研究频谱分析法可行性的基础上,开发振动时效系统。实验结果表明,经本系统对工件进行振动时效处理,不仅可达到时效工艺效果,而且具有扫频时间短、不易漏频等优点。
References)
[1] 韩冬,谭明华,王伟明,等.振动时效技术的研究及发展[J].机床与液压,2007,35(7):225-228.
[2] 高葛,徐秀娟.振动时效激振频率选择的探讨[J].制造业自动化,2011,33(5):91-92.
[3] Dawson R,Moffat D G.Vibratory Stress Relief:A Fundamental Study of its Effectiveness [J].Journal of Engineering Material and Technology,1980,102:169-176.
[4] Gnirss G.Vibration and Vibratory Stress Relief,Historical Development:Theory and Practical Application [J].Welding in the World,1998,26(11/12):284-291.
[5] 马振宇.激振时效技术机理研究和装置的研究开发[D].杭州:浙江大学,2003.
[6] 曲和平.用单片机实现振动时效控制[J].自动化与仪表,2001,16(1):59-61.
[7] 史密斯.实用数字信号处理[M].北京:人民邮电出版社,2010.
[8] 张义民.机械振动[M].北京:清华大学出版社,2007.
[9] 徐明远,刘增力.MATLAB仿真在信号处理中的应用[M].西安:西安电子科技大学出版社,2007.
[10] 范逸之,廖锦棋.Visual+Basic硬件设计与开发:数据采集卡控制[M].北京:清华大学出版社,2004.
[11] 欧阳明,李玉清,曾海霞,等.VB 与 MATLAB 混合编程在工程中的应用[J].电子技术,2009(7):7-9.
[12] 林卓然.VB语言程序设计[M].2版.北京:电子工业出版社,2009.
[13] 孟建军,佟毓琦,吴九牛,等.基于虚拟仪器的振动时效控制系统设计[J].核电子学与探测技术,2010(9):1241-1245.
Experimental investigation of spectral analysis method in vibration stress relief system
Liang Xichang1, Wan Yi1, Zhu Zhenjie1, Kou Zhaojun1, Zhang Dong2
(1. Key Laboratory of High Efficiency and Clean Manufacturing,School of Mechanical Engineering,Shandong University,Jinan 250061,China; 2. Qilu Hospital of Shandong University, Jinan 250061, China)
The frequency sweeping method based on time domain is the general method to obtain natural frequency of workpiece used in vibration stress relief,which has disadvantages of time consuming and frequency missing.In order to overcome those disadvantages, the spectral analysis method was applied in the system of vibration stress relief.Firstly,Matlab modeling analysis proved that the spectral analysis method can be used to obtain the natural frequency in theory.Then a vibration stress relief system based on the spectral analysis was developed with VB and Matlab.Finally,experimental results show that time to identify natural frequency is reduced ten minutes more than the traditional method.Also the natural frequencies which are higher than the excitation frequency of electric motor can be obtained.
vibration stress relief; spectral analysis method; natural frequency; residual stress
2014- 07- 08 修改日期:2014- 08- 27
国家自然科学基金资助项目(51175306);教育部新世纪优秀人才资助项目(NCET-11-0310);山东大学基本科研业务费专项资金资助项目(2014JC020)
梁西昌(1990—),男,山东日照,硕士研究生,主要从事振动时效方面的研究
E-mail:liangxc7@163.com
万熠(1977—),男,山东滨州,博士,副教授,硕士生导师,研究方向为高效高速切削技术、微细精密加工技术和生物医学材料的切削加工技术.
E-mail:wanyi@sdu.edu.cn
TG156.92
A
1002-4956(2015)2- 0065- 04
