基于迭代学习控制的连铸结晶器振动系统
2015-03-08盛娜
盛 娜
(安徽工业大学 工商学院,安徽 马鞍山 243002)
uk+1(t)=uk(t)+Γ(t)ek(t)
基于迭代学习控制的连铸结晶器振动系统
盛 娜
(安徽工业大学 工商学院,安徽 马鞍山 243002)
结晶器振动控制是连铸工艺的关键性环节,是一个周期性重复运动的过程。针对其液压控制系统具有非线性、时变性和模型结构不确定性等特点,提出一种基于迭代学习控制的结晶器液压振动复合控制解决方案。通过Matlab软件的仿真分析,检验了迭代学习控制方案的动态跟踪效果。在此基础上,将其应用于实际系统中。结果表明:迭代学习控制方案有效地提高了结晶器振动控制系统的跟踪精度,改善了系统的动态品质,达到了较好的效果。
迭代学习控制;结晶器;连铸工艺;Matlab
连铸生产工艺由于其成本低、效率高、操作灵活以及产品质量好等特点,在世界钢铁行业中得到了广泛应用。结晶器是连铸机的关键设备,结晶器振动是连铸工艺的核心技术,它直接影响着钢坯的成型和钢坯的质量。因此,对结晶器振动控制系统提出了更高的要求,然而结晶器振动系统有其本身的特殊性,例如随着工况的改变,负载和对象的一些特性参数也会发生变化,这使得目前常规的PID控制方法或改进的PID控制方法无法满足要求,难以保证系统在任何工况下始终保持较佳的动态性能。迭代学习控制适用于传统控制算法难以解决的复杂不确定系统,尤其是具有重复运动的被控对象。本文采用迭代学习控制算法控制结晶器振动系统。通过仿真实验检验ILC控制算法的动态跟踪效果。
1 控制系统的设计
连铸结晶器振动系统主要由电气控制和液压驱动两部分组成。当结晶器放入振动台后,置于结晶器下的液压缸在液压动力系统的驱动下,对振动台施加一个周期性的作用力,迫使结晶器振动台按设定的曲线进行往复振动。其振动系统原理如图1所示。
为保证振动控制的动态跟踪精度,通常采用位移传感器检测液压缸活塞杆的位置x。将x转换为计算机能够识别的电压信号uf,与给定信号ud比较后得到偏差e。将修正后的e转换为电信号i施加给伺服阀,通过电液伺服阀控制液压缸按输入信号规律运动,这样便构成了一个闭环回路。即利用计算机通过PLC控制设定振动曲线,将给定曲线信号实时处理后传给伺服阀,通过合适的控制算法控制液压缸按设定的曲线振动。
结晶器振动是一个周期性重复运动。迭代学习控制利用控制系统先前的控制经验,根据测量系统的实际输出信号和期望信号,寻找一个理想的输入特性曲线,使被控对象产生期望运动[1]。本文采用的迭代学习控制算法的控制系统结构如图2所示。
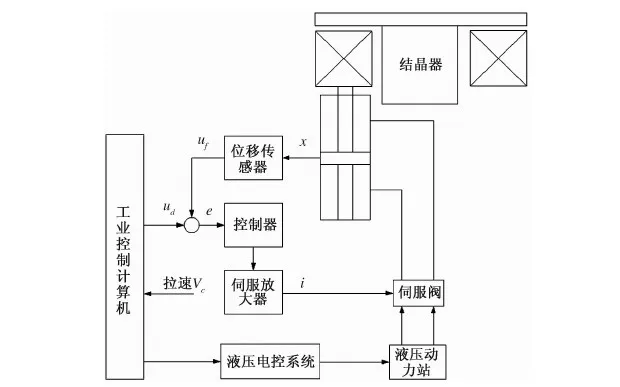
图1 结晶器振动系统原理图

图2 基于迭代学习控制的结晶器振动系统结构图
该控制系统由内、外回路构成。内回路采用传统的PID控制,补偿系统的重复扰动,提高系统的抗干扰能力,加快迭代学习的收敛速度;外回路采用迭代学习控制,提高系统的鲁棒性、改善控制系统性能。
1.1 学习律的形式
迭代学习控制通过对被控系统进行控制尝试,以输出信号与给定目标的偏差修正不理想的控制信号跟踪期望轨迹,提高系统的跟踪性能。本文采用闭环P型学习律,设结晶器振动一个周期所需时间为t,t∈[0,T],系统输出为y(t),系统输入为u(t),则其一般形式的非线性状态方程为
uk+1(t)=uk(t)+Γ(t)ek(t)
(1)
式中:k表示迭代次数;uk(t)表示控制量;Γ(t)表示学习增益;ek(t)表示误差控制量。
1.2 学习增益的选择
当系统没有精确的数学模型时,其学习增益可通过试凑法[3]确定。为确定最佳的学习增益,本文取迭代学习闭环增益Tp=0.05、Ti=0.05s、Td=0.02 s,开环增益Lp=0.08、Li=0.02、Ld=0.06。在Matlab 7.1环境下,设置采样时间为1 ms,误差精度为10—4,进行了9次迭代学习控制后达到精度要求。将第9次的存储数据进行最小二乘法拟合处理后得到PID控制参数为kp=2.17、ki=4.13 s、kd=0.04 s。将PID控制参数代入PID控制器进行复合控制的结果如图3所示。

图3 PID迭代学习符合控制结果
2 仿真应用
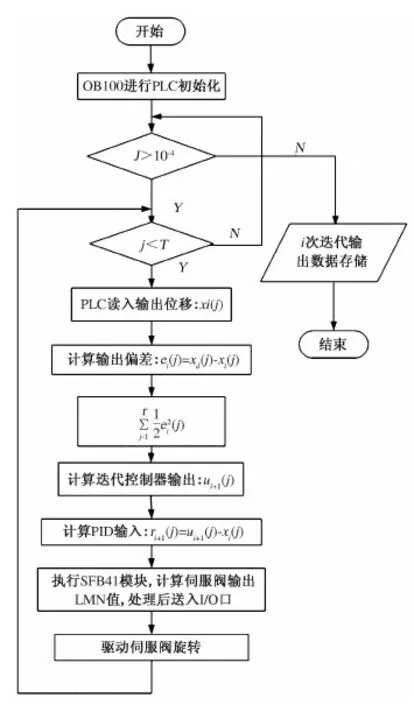
图4 程序流程图
结晶器振动控制系统的自动化工作平台由二级计算机系统组成,即基础自动化级(L1)和生产过程控制级(L2)。L1级采用西门子S7-300 PLC和C7系列PLC(C7-636)作为现场过程控制器;L2级以WINCC 组态软件开发上位机监控程序,通过数据总线与各个基本控制器(PLC、DCS等)有机连接实现分散控制功能和操作显示。上位机画面对结晶器振动曲线参数在线编辑可调,并实时监视实际振动幅值、频率数据。图4为PLC迭代学习控制部分程序流程图。图5为在2#连铸结晶器数据监控画面中截取的控制器启动时和正常稳定运行时的部分曲线。
由图5可以看出,PID控制有较大的相位滞后,启动过程较快,但振荡明显,抑制干扰能力不强,曲线生成过程中甚至会出现严重变形,即使经过很少周期就能达到稳定运行状态,但其曲线与给定曲线有较大的偏差,而且没有明显的愈合趋势;而采用迭代学习控制算法的控制器在启动初期曲线有较大的变形,但大约经过7个周期的工作后振动位移曲线基本与给定位移曲线重合。实际曲线与给定曲线约有175 ms的相位滞后,幅值误差在0.1 mm以内,但这些并不影响整体负滑脱时间的减少,振动曲线基本跟踪了给定曲线,且效果比较明显。在实际工作中,为了防止伺服阀工作陷于死区,通常解决的办法是在控制给定信号中叠加小振幅抖振信号,但这种爬行振动方式也会因为引入了抖振小信号而使系统出

图5 2#连铸结晶器数据监控画面
现不稳定,因而,希望控制器能具有较强的抑制干扰能力。从迭代学习控制的输出数据来看,控制器还是表现出了较强的抑制干扰能力,达到了较好的控制效果。
3 结论
本文通过分析连铸结晶器液压振动控制的特点,提出了一种基于迭代学习策略的复合控制方案,采用迭代学习控制的最优求解方法,选择合适的学习增益常数和初值,进行了计算机仿真分析,并将该控制方案应用于某炼钢厂2#连铸生产线。结果表明:采用迭代学习控制,随着迭代次数的增加,系统的输出曲线逐渐接近目标轨线,满足了系统的动静态特性的要求,使系统的超调减小、快速性提高,对一些非线性因素引起的不确定性,控制系统呈现较强的鲁棒性。
[1]谢胜利,田森平,谢振东.迭代学习控制的理论与应用[M].北京:科学出版社,2005.
[2]赵升吨,宋涛,周延峰,等.迭代学习法在开关式液压阀位置控制中的应用[J].西安交通大学学报,2003,37(5):523-526.
[3]刘山.迭代学习控制系统设计及应用[D].杭州:浙江大学,2002.
[4]Jang T J, Choi C H, Ahn H S.Iterative learning control in feedback systems[J].Automatica, 1995, 31(2):243-248.
[5]谢振东.非线性迭代学习控制理论及其在机器人控制上的应用[D].广州:华南理工大学,2000.
[6]刘金琨.先进PID控制及MATLAB仿真[M].北京:电子工业出版社,2006:3-12.
[7]Chien C J.A discrete iterative learning control for a class of nonlinear time-varying systems[J].IEEE Transactions on Automatic Control,1998,43(5):748-752.
[8]刘一江,李轶.基于迭代学习控制的电液伺服振动台研究[J].计算机仿真,2008,2(25):319-322.
CCM vibration system based on iterative learning control
SHENG Na
(Industrial&CommercialCollege,AnhuiUniversityofTechnology,Ma'anshan243002,China)
Mould oscillation control is a periodic repeated movement, which is the key of continuous casting process. According to the characteristics of hydraulic control system, such as nonlinear, time-varying and uncertainty model structure, a hydraulic vibration compound control solution based on iterative learning is proposed in this paper. The dynamic tracing effect of the iterative learning control scheme is tested by the simulation analysis of Matlab software. On this basis, the control scheme is put into operation. The results show that Iterative learning control scheme is effective to improve the tracking precision of the crystallizer vibration control system, to improve the dynamic performance of the system, and has obtained the good using effect in production.
iterative learning control;mould;continuous casting mold; Matlab
2015-05-29
盛 娜(1986-),女,安徽亳州人,硕士研究生,助教。
1674-7046(2015)06-0066-04
10.14140/j.cnki.hncjxb.2015.06.014
TP273
A
