一款连接器插头锁紧套零件的加工
2015-03-07周峰
周 峰
(贵州航天电器股份有限公司泰州事业部)
工艺与材料
一款连接器插头锁紧套零件的加工
周 峰
(贵州航天电器股份有限公司泰州事业部)
对一款连接器插头的锁紧套零件进行外形结构和设计技术要求的分析,并提出了加工难点的控制要求,拟定了合适的加工路线和工艺规程,并设计了专用夹具,有效避免了零件在加工过程中容易出现的弹性收缩变形问题,成功实现了该款锁紧套零件的高质量、高效率加工。
锁紧套;薄壁;变形;工艺路线;专用夹具
1 引言
超小型高密度系列差分连接器是用于千兆以太网的传输系统,此类连接器一般采用推拉式或螺纹连接方式。该系列连接器具有体积小、防转、防误插,快速插拔与自锁功能。本文对该系列连接器中一款插头锁紧套零件的机械加工工艺路线,以及加工过程中难点的控制,进行了分析和探讨,并提出了可行有效的解决措施,设计了专用夹具,顺利实现了零件的加工。
2 零件结构分析
图1、图2分别为某电连接器插头锁紧套的三维简图和设计图纸。
该款零件属典型圆形套筒类结构,外形由4个阶梯圆构成,主要加工工序是在车床上完成。套筒类零件常用作在回转体零件中的空心壁薄件,主要起支撑和导向作用。
锁紧套零件等分开口槽端在功能实现上需要有很好的弹性收缩性能,以实现插头主体顺畅的自锁功能。此项功能的实现效果的好坏会直接决定该零件的优劣,乃至于整套产品的优劣。
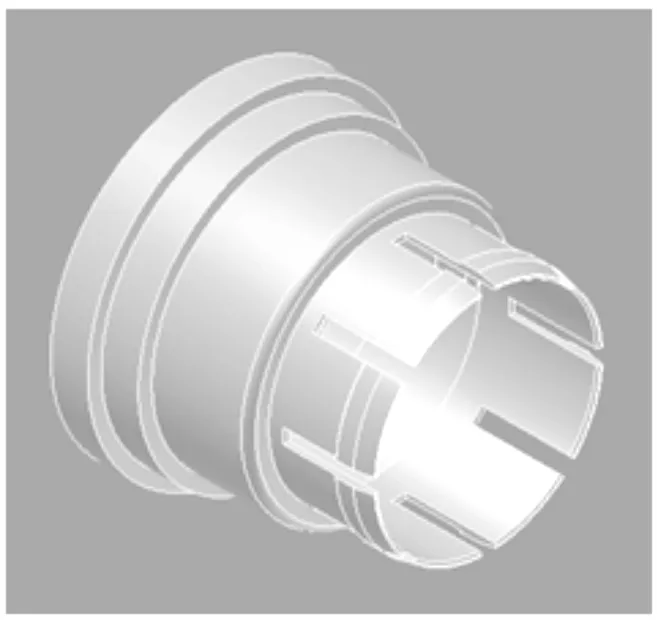
图1 连接器插头锁紧套三维简图
锁紧套零件的径向定位机构设计是采用常规的键定位方式,一般键的加工在新品试制送样阶段建议采用普通插铣的加工方式。批量生产时,由于键长只有3.5mm,可以采用冲制的方式替代插铣。这样能有效地大幅度降低生产周期,是提高产能,降低成本的有效手段。
锁紧套零件关键加工点是在小孔端的薄壁处,外圆、内孔之间壁厚只有0.25mm,加工不当极易产生失圆变形。8等分槽的加工也是一大难点和关键点,控制不当会导致整个薄壁处向内倾斜弹性收缩变形。
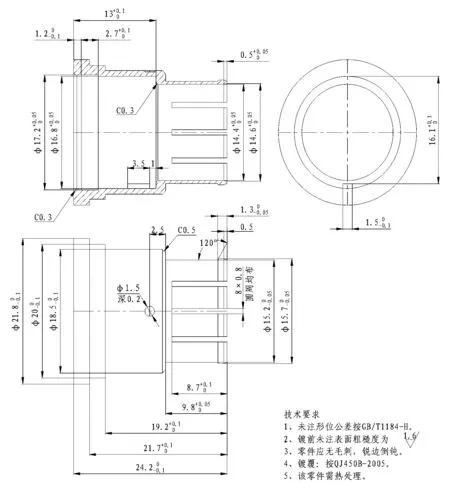
图2 连接器插头锁紧套设计图纸
3 工艺路线
3.1 零件毛坯、材料的选择
制造毛坯种类常见有铸造件、锻造件、挤压件、管材、棒材、型材等,选择何种毛坯的种类和制造方法应全面考虑其机械加工的经济性和毛坯的制造成本,从而达到零件制造总成本降低的目的。套筒类零件毛坯材料的选择主要取决与零件的功能要求、外形结构特点及使用时的工作条件等。
根据锁紧套的外形结构、实现功能和零件材料的机械加工性,选择采用QBe2棒材加工,铍青铜在经过淬火调质热处理后,具有较高的耐磨性、弹性疲劳极限和耐热性,在大气、淡水和海水中抗腐蚀性能极好。这里选用QBe2棒材完全能满足零件的设计要求。
3.2 加工工序的安排
遵循"先粗后精、先面后孔、先主后次"的机械加工工艺路线原则。薄壁处在加工过程中因为切削力和热变形的综合影响而引起弹性变形,为防止上述变形,将粗、精加工分开进行,使在粗加工中产生的变形量在精加工中得以消除和归零。
把热处理工序安排在粗加工和精加工之间,这样的排序可以有效减少和纠正热处理变形的影响。
考虑薄壁处作为最后精加工车出清工步,所以应将大孔一字键槽端作为精基准首先加工。该零件加工路线拟为:平端面→钻孔→镗孔→车外形→切断→掉头镗孔→平总长→插铣一字键→热处理→精镗小孔→开槽。
4 加工难点分析
4.1 锁紧套的薄壁问题
本零件为薄壁套类结构,受切削力和热变形影响后抵抗变形的能力较弱,所以在加工时需要采取措施:1、在一次安装中完成内、外表面及端面的加工,薄壁处内孔留精镗余量,这样可消除工件的安装误差并获得很好的相互位置精度;2、增大车刀的主偏角和前角,在加工时保证车刀刃口锋利,从而减小径向切削力;3、考虑热处理变形的影响,将其放在粗加工之后、精加工之间进行,适当加大精加工余量。4、大批量生产时,采用铣开槽方式加工过程中会导致薄壁处向内倾斜弹性收缩变形,为防止弹性变形在铣开槽加工时需要设计专用夹具辅助。
4.2 等分槽的加工
对于8等分开口槽的加工,由于开槽数量多、位置精度要求高且径向均布的特点,依据不同的生产纲领考虑加工的经济性要求,需要采取不同的加工方案。
在送样试制阶段,因产品需求数量少,显然选用线切割方式比较经济合理,既能保证产品顺利加工,又省去了夹具制造的费用成本。
批量生产时,考虑到加工效率和交货周期的压力,线切割加工方式显然不能满足要求。这里采用锯片铣削的方式替代 。由于开口槽径向均布,因此使用了分度头附件,将工件径向四个工位的开槽通过一次定位装夹完成加工,采用带分度头附件的数控铣床加工可以有效降低零件加工成本、提升效率。
在选用铣加工8等分开口槽的过程中,还要考虑开槽过程中会导致零件薄壁处向内倾斜收缩变形的问题,需要增加一个反向力抵消其向内倾斜变形的弹性势能。为了有效控制上述弹性变形的发生,设计了专用夹具。
5 专用夹具设计
专用夹具,顾名思义是为了零件的某一道工序加工而专门设计制造的,在产品相对稳定、批量较大的生产模式中使用;在生产过程中专用夹具的使用能有效地降低工作时的劳动强度、从而提高劳动生产效率、同时亦能获得较高的零件加工精度。
分析锁紧套零件的结构特征,在加工8等分开口槽的过程中,需要防止8等分开口槽内倾斜弹性收缩变形,保证尺寸形状精度达到设计图纸要求,此专用夹具在设计时应主要考虑以下几点:1、保证零件在装夹和加工过程中,不发生变形,夹紧力的位置宜选在锁紧套零件刚性较强的部位,确保零件的加工尺寸精度;2、要装夹简便,轻巧、定位精准、效率高,且要达到预期设计效果;3、夹具体须要选用硬度较高,刚性好、耐磨性强的材料,这里考虑选用Cr12能满足使用要求。
根据上述分析,绘制了专用夹具结构三维简图,如下图3。夹具体外形为阶梯芯轴结构,大外圆轴向面上设计有开口槽,台阶圆与零件内孔间隙配合。当锁紧套在插入芯轴时,芯轴开口槽与锁紧套一字键契合实现零件的径向定位。在芯轴小外圆端设计8等分开口槽,开口槽长度和宽度大于锁紧套自身8等分槽尺寸,这样能便于在加工开槽时顺畅排削,同理,在小外圆端面中心处设计沉孔方便排削。为了防止直接用三爪卡盘夹持零件会导致零件外圆表面上产生硬伤变形,这里设计用开口弹性夹套的方式使夹紧力不集中在零件的某一个径向截面上,分布到零件表面较大的面积上,从而减小零件单位面积上所承受的夹紧力,有效地避免了零件外表面夹伤变形的问题。夹具结构三维简图见下图4。
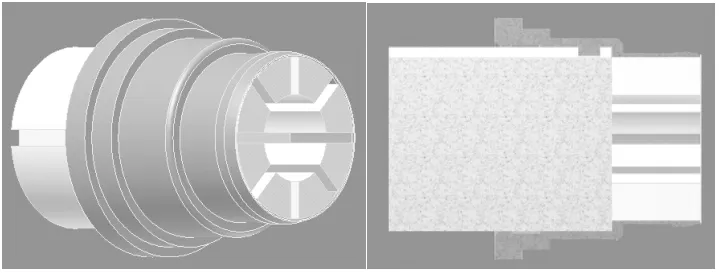
图3 专用夹具结构三维简图
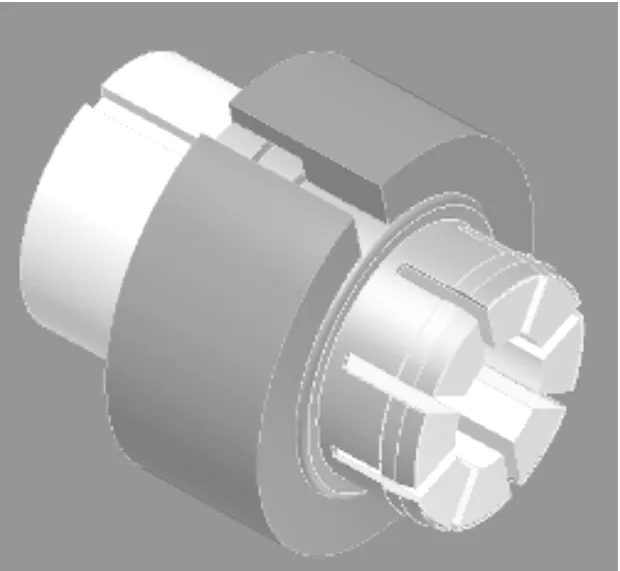
图4 夹具结构三维简图
6 结束语
综合上述分析,得出以下结论:(1)根据零件的使用场合选择了合适的毛坯材料和种类,进行粗加工、精加工的选择,拟出合适的加工工艺路线;(2)针对薄壁处热处理变形的问题予以充分考虑安排在精加工之间进行,让变形量在精加工段得以纠正和归零;(3)对零件的加工难点从工序设定和专用夹具设计两方面进行了综合考虑,详实地分析了加
工控制点,有效的规避了加工风险。
薄壁套筒类零件除了在设计阶段需要对零件的整体尺寸和形状结构特征进行综合考虑外,更重要的是对零件加工过程中难点的研究和分析,合理科学地进行加工工艺路线设计和加工工序排序,可以有效降低锁紧套零件的制造难度,规避风险,既保证了零件的加工精度又提高了生产效率。
因此,首先在满足设计图纸要求的大前提下,优先选用经济合理的加工工艺路线以提高机械加工的生产效率,并能从根本上真实地、高效地降低加工产品制造的总成本。
[1] 孟繁智.机械加工先进工艺窍门,黑龙江文化电子音像出版社, 2007.
[2] 周贤宾.塑性加工技术的发展[J],机械工业出版社,2004.
[3] 王文斌.机械设计手册,国防工业出版社,1991.
[4] 王志厚.薄壁零件加工中防止变形的措施[J],宝成技术, 1991.
2015-11-01
10.3969/j.issn.1000-6133.2015.06.006
TN784
A
1000-6133(2015)06-0029-04
