企业测量设备的计量确认及作用
2015-03-07山西省太原市标准计量质检院苏秀梅
● 山西省太原市标准计量质检院 苏秀梅
企业测量设备的计量确认及作用
● 山西省太原市标准计量质检院苏秀梅
摘要:重点介绍了企业测量设备的计量确认及其作用,以确保测量设备的准确性。
关键词:测量设备计量确认作用
目前,国内绝大多数企业的测量设备都是经计量检定合格或获得计量校准证书后就投入使用,并不考虑测量设备是否满足预期使用要求,这种情形很可能造成测量结果的不准确。为解决该类问题,GB/T 19022-2003《测量管理体系 测量过程和测量设备的要求》规定,测量设备应进行计量确认。下面就介绍测量设备的计量确认在企业管理中发挥的作用。
测量设备的计量确认
计量确认是为确保测量设备符合预期使用要求所需的一组操作,通常包括检定、校准和验证、各种必要的调整或维修及随后的再校准、与测量设备预期使用的计量要求相比较以及所要求的封印和标签。计量要求的主要要素包括测量范围、分辨率、最大允许误差等。测量设备计量确认简要框图如下:
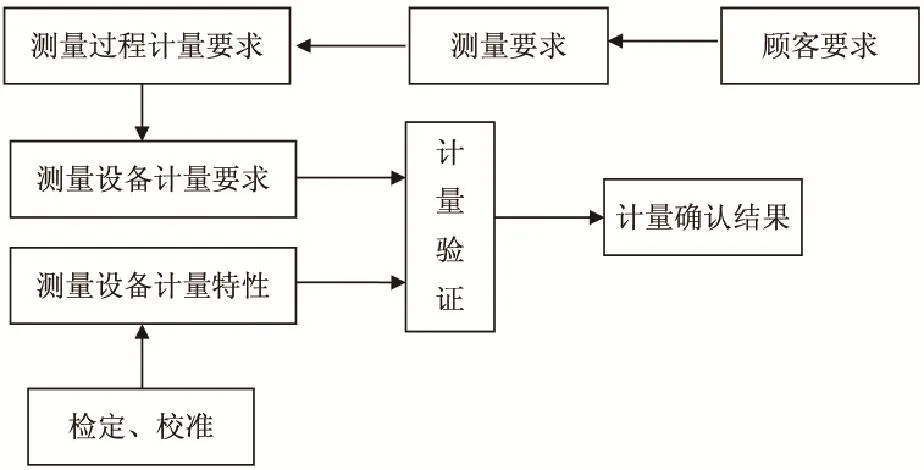
图1 测量设备计量确认简要框图
1.计量要求导出
计量要求导出在测量设备计量确认过程中是一个重要的关键过程,它直接关系到设备计量确认的正确性和有效性。计量要求有两种,一种是测量过程计量要求,另一种是测量设备计量要求。首先应导出测量过程计量要求,在此基础上再导出测量设备计量要求。
(1)测量过程计量要求推导
测量过程计量要求导出是在给出的测量要求的基础上进行,测量要求包括产品加工时允许变动范围即公差,生产控制中允许控制的变动范围即容差等。测量要求应从相关规范、规程、工艺文件、图纸等技术文件中获得。
最大允许误差的推导:最大允许误差一般取公差或容差的1/3-1/10,具体比值确定应从两方面考虑:(1)首先应保证测量结果满足预期使用要求。(2)应合理评价测量产生风险和投入的关系,在它们之间做一个适宜的选择,可通过测量不确定度或过程能力评价来确定。
测量范围、分辨力的确定:测量范围与公差或容差给出的变动范围一致或略大一些,分辨力一般取最大允许误差的1/3-1/10,以保证测量时具有足够的分辨最小示值差。
(2)测量设备计量要求推导
该计量要求应在测量过程计量特性的基础上导出,具体导出如下:
最大允许误差一般应不大于测量过程最大允许误差的1/3,以保证测量结果的可靠性。
测量范围应大于测量过程计量要求中的测量范围,而分辨力应小于或等于测量过程计量要求中的分辨力。
2.测量设备的选配及能力评价(即可靠性)
测量设备的选配首先应确定选哪类测量设备,再选其测量范围、最大允许误差、分度值或分辨力等计量特性,并经测量不确定度或能力评价验证满足要求。
(1) 测量过程计量要求推导
产品机加工中公差的形式有对称公差、不对称公差、单项公差3种,无论哪种公差形式都取测量尺寸的中值,然后转换成对称公差的形式处理,这种处理方式完全符合机加工过程和测量控制的方式。
最大允许误差mpe 公差T=0.089mm,取T的1/4,则mpe==±0.011mm
测量范围L取加工尺寸的变动范围,则L=φ90+0.017-0.072mm
分辨力σ取最大允许误差的约1/5,则σ=0.002mm
(2) 测量设备计量要求推导
最大允许(示值)误差mpe应不大于1/2mpe,则mpe=0.004mm
分辨力σ取最大允许误差的约1/5,则σ=0.002mm
(3)测量设备的选配

表1 测量设备的选配
(4)测量设备能力的评价
在该例中,T=0.022mm, σ=0.025mm,其中T为最大允许误差区间,这里可以等价为公差或容差。σ为测量设备在测量过程中的标准不确定度,等价于标准偏差,则CP=T 6σ =1.47,CP计算值说明该测量设备不仅满足计量要求,而且表明测量可靠性高。
3.计量验证
计量验证是指测量设备经检定或校准,获得的计量特性直接与测量设备的计量要求相比较,以评定测量设备是否能满足预期用途,计量验证满足要求即计量确认合格,反之为不合格。计量确认合格与否都应作好记录,合格的还应加贴合格标识。
计量确认的间隔和形式
1.计量确认间隔
合理确定计量设备的确认间隔很重要,直接关系到计量确认能否正确实施,如果间隔过长,会使仪器准确度超出允许范围,增大使用不合格测量设备的风险,影响计量确认的有效性,间隔过短会增加对测量管理的成本,造成不必要的浪费,合理地确定确认间隔是一件非常重要而细致的工作。确认间隔的确定方法通常有:(1)参考国家计量检定规程规定的最长检定周期并结合实际使用频率来确定。(2)检定或校准的测量设备应根据其一次满足要求的合格率,确定或调整确认间隔,一次满足要求的合格率应不低于85%,具体百分率的确定应考虑不合格造成风险及后果的影响。(3)计量确认的间隔应与检定周期或校准间隔相一致。
2.计量确认形式
根据GB/T 19022-2003标准要求,测量设备计量确认需经检定/校准获得计量特性,并与计量要求比较验证,计量确认一般采用下列3种形式来实现。
(1) 使用者确认。如机加工车间使用的测量设备由使用者本人确认,以保证测量设备的正确使用。
(2) 按照区域或工艺,由管理者组织相关人员进行确认。它主要应用在生产控制过程中的测量设备的计量确认,对于具有相同计量要求的测量设备,能够方便操作,提高效率。
(3)在生产加工、控制的工艺文件或图纸中直接给出测量设备的计量要求,这样便于操作人员直接进行计量确认。
计量确认实施的几点说明
为保证计量确认实施的正确、有效,需做以下几点说明:
(1)计量验证前测量设备必须处于有效的检定或校准状态。
(2)应当采用测量不确定度的评定方法。
(3)测量设备的操作人员应获得计量确认相关信息。
(4)一个企业中计量确认方式可以多种方式并存,关键应保证计量确认的适宜性和有效性。
(5)企业应分期、分批逐步确定各类测量设备的计量要求及确认间隔,并不断地修正完善。
计量设备计量确认在企业管理中的作用
(1)提高测量设备管理的科学性和有效性,合理、正确实现预期使用,减少或避免因错误选择测量设备造成的风险。
(2)提升企业整体管理水平,特别是在企业经营管理、产品质量、安全防护、节能降耗等方面将发挥保障作用。
(3)增强企业相关人员的计量管理水平及能力,使企业的测量结果、数据更准确、广泛地应用于生产、经营、技术等工作过程中,真正发挥计量工作促进企业经济效益的作用。
综上所述,在企业中大力推广测量设备的计量确认工作,可以明显提升企业管理能力和水平,保障企业的测量数据更加准确可靠,更好地发挥测量数据的作用,为企业创造不可低估的经济效益。■