等离子熔覆含亚微米碳化铌铁基耐磨合金组织与性能的研究
2015-03-07王智慧赵雪飞贺定勇蒋建敏赵秋颖
王智慧,赵雪飞,贺定勇,蒋建敏,赵秋颖,刘 飞
(1北京工业大学 材料科学与工程学院,北京 100124;2北京工业大学 机械工程博士后流动站,北京 100124)
等离子熔覆含亚微米碳化铌铁基耐磨合金组织与性能的研究
王智慧1,赵雪飞1,贺定勇1,蒋建敏1,赵秋颖2,刘 飞1
(1北京工业大学 材料科学与工程学院,北京 100124;2北京工业大学 机械工程博士后流动站,北京 100124)
采用等离子熔覆(PTA)在Q235钢上制备含亚微米碳化铌Fe-Cr-B-C-Nb熔覆层,通过改变合金成分,分别设计含超细碳化铌、含共晶硼化物、含超细碳化铌+共晶硼化物、含超细碳化铌+初生Fe2B硬质相的熔覆层,研究不同尺寸硬质相对Fe-Cr-B-C-Nb熔覆层组织与性能的影响,并与市售常用Fe-Cr-C耐磨材料对比。结果表明:细小硬质相有助于改善合金冲击变形能力,含亚微米碳化铌和共晶硼化物的合金具有优良的综合性能,耐磨性为Fe-Cr-C耐磨材料的4倍多,且冲击变形能力优于Fe-Cr-C耐磨材料。
碳化铌;等离子熔覆(PTA);亚微米;耐冲击性
耐磨堆焊合金中,硬质相的尺寸、形态和分布对材料综合性能有重要影响[1]。传统的Fe-Cr-C或Fe-Cr-B-C系铁基堆焊合金中以M7C3,M23C6或M2B等硬质相作为耐磨骨架,初生M7C3一般为中空的六角柱状形,六角截面的尺寸一般在30~100μm之间,这类硬质相其脆性大,在形成过程中容易发生硬质相本身断裂,且在磨损过程中易在界面处开裂[2];初生M2B同样为粗大的四边形,尺寸也在十几微米到几十微米之间,这种粗大的硬质相合金同样容易在硬质相与基体的界面处形成裂纹,对合金韧性不利[3,4]。为了提高合金韧性,以较细小的MC型碳化物增强堆焊合金备受关注,而这种MC型碳化物尺寸一般在几微米到十几微米之间,可避免合金在磨损过程中出现开裂行为[5]。
近年来,由于原位合成增强硬质相具有热力学稳定、尺寸细小、分布均匀、界面洁净与基体结合良好等特点[6-8],原位合成铁基复合材料成为研究的热点。在堆焊合金中,碳化铌尺寸较为细小,一般为几微米,由于碳化铌具有较高的硬度,可以在不严重损失合金硬度的前提下,对提高合金韧性有重要作用[9],如果能形成更细小球状的碳化铌,有利于减小界面处的应力集中,降低界面处开裂的几率,对改善合金性能有重要意义。等离子弧转移弧焊电弧能量密度大、温度高,焊接冷却速率较高,本工作采用等离子熔覆合金粉末,制备出具有亚微米尺寸碳化铌的Fe-Cr-B-C-Nb熔覆层,研究含亚微米碳化铌对合金性能的影响,探讨不同尺寸硬质相对合金组织与性能的影响,并与市售常用Fe-Cr-C耐磨堆焊合金进行对比实验。
1 实验
1.1 实验方案
设计Fe-Cr-B-C-Nb合金体系,采用PTA制备出含超细碳化铌的Fe-Cr-B-C-Nb合金,通过调节合金元素设计4组Fe-Cr-B-C合金,并与常规的Fe-Cr-C堆焊合金对比。研究不同尺寸、种类硬质相对Fe-Cr-B-C-Nb熔覆层组织与性能的影响。堆焊合金熔覆金属名义成分如表1所示,5#合金为市售常用的Fe-Cr-C堆焊合金。

表1 堆焊合金熔覆金属名义成分(质量分数/%)
1.2 实验方法
采用等离子转移弧在Q235钢上熔覆上述5组合金粉末。非转移弧电压为18~21V,非转移弧电流为58~63A,转移弧电压为29~32V,转移弧电流为95~125A,离子气流量为220~280L/h,送粉气流量为260~340L/h,保护气流量为360~450L/h,熔覆速率为25~30mm/min,焊枪摆幅为25~30mm,喷距为10~15mm。
试样经堆焊层沿垂直堆焊方向切割而成,尺寸为15mm×15mm×10mm,经磨光、抛光、腐蚀,采用S-3400N扫描电镜观察组织。在HR-150D型洛氏硬度计上进行硬度测试,每个试样测5点,取平均值。
磨粒磨损试验在MLS-225型湿式橡胶轮磨粒磨损试验机上进行,橡胶轮直径176mm,转速240r/min,橡胶轮硬度60(邵尔硬度),载荷为100N,磨料为40~70目石英砂,砂浆比例为1500g砂加1000g水。先预磨1000转,然后记录磨损前试样的质量,再经过4000转的精磨。取3个试样的平均失重值为磨损量。用无水乙醇清洗后在S-3400N型扫描电镜下观察形貌并进行能谱分析。
熔覆层冲击试验采用自制落锤冲击试验机,如图1(a)所示,冲头质量为10kg,冲头尖角171°,冲击高度可调,最大冲击功为80J,根据图1(b)所示调节高度计算冲击功。实验样品尺寸为57mm×25.5mm×6mm,试样冲击后的压痕如图1(c)所示,冲击压痕截面宽l,压痕深度h,根据式(1)计算θ表征冲击韧性。
(1)
式中:θ为压痕角度;d为截面压痕深度;l为压痕截面宽。
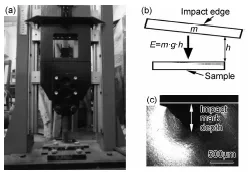
图1 落锤冲击试验机示意图 (a)落锤冲击试验机;(b)冲击原理; (c)冲击压痕截面Fig.1 Schematic diagram of impact testing machine (a)impact test machine;(b)impact principle; (c)impact mark section
2 结果与讨论
2.1 显微组织及宏观硬度分析
图2是5组合金的扫描电镜显微组织,图3为1#~4#合金的XRD分析结果。结合图2,3可以看出1#~4#合金的显微组织中硬质相主要为超细碳化铌、硼化物或其两者共存,其分布在奥氏体+铁素体基体上。图中细小的白色相为NbC,弥散的分布在基体上,测量NbC平均尺寸约为500nm。1#堆焊合金(图2(a))硬质相仅为超细碳化铌,碳化铌分布在奥氏体晶界和晶内。随着合金中添加B元素,2#和3#合金中形成网状结构的共晶硼化物,由XRD图(图3)可知共晶硼化物主要包括Fe23(B,C)6,Fe3(B,C)和M2B,分布在原奥氏体晶界处,如图2(b),2(c)。随着B含量增加到超过共晶点3.8%时,4#合金中形成了粗大的初生Fe2B,且硼化物数量急剧增加,基体所占的比例明显减少,如图2(d)所示。图2(e)为Fe-Cr-C堆焊合金显微组织,图中粗大的六方相为Cr7C3,尺寸约为30~50μm,基体组织为马氏体+共晶碳化物。

图2 5组堆焊合金熔覆金属显微组织(BSE) (a)1#超细碳化铌;(b)2#共晶硼化物;(c)3#碳化铌+共晶硼化物;(d)4#碳化铌+粗大Fe2B;(e) 5#碳化铬Fig.2 Microstructures of five alloys with different hardphase (BSE) (a) 1# superfine niobium carbide; (b)2# eutectic boride;(c)3# niobium carbide + eutectic boride;(d)4# niobium carbide+Fe2B;(e)5# chromium carbide
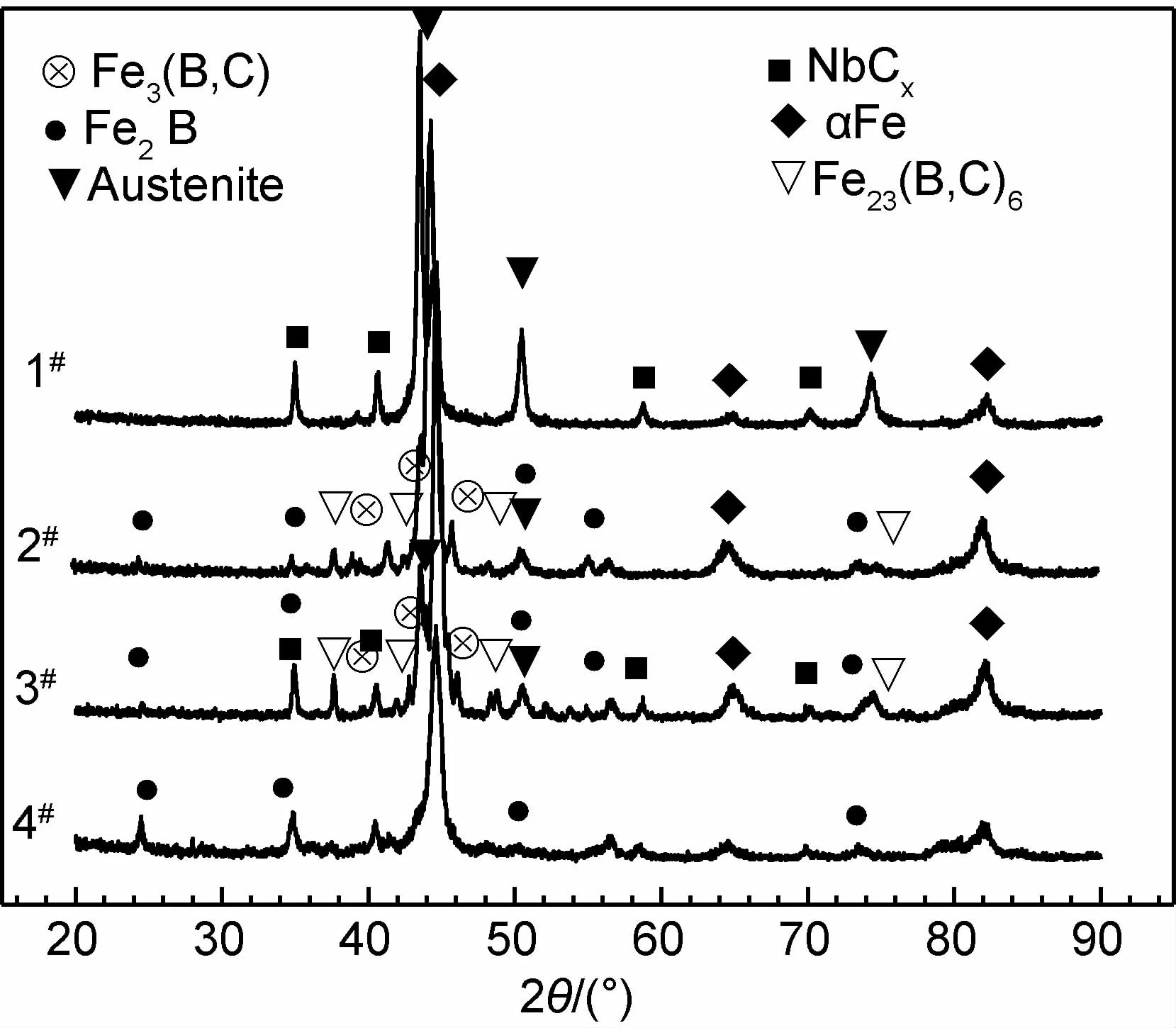
图3 4组不同硬质Fe-Cr-B-C合金X射线衍射分析Fig.3 X-ray diffraction pattern analysis of the four Fe-Cr-B-C alloys
图4为5组合金的宏观硬度图,由图看出仅含超细碳化铌硬质相的1#合金硬度仅为46HRC,这是由于高硬度碳化铌尺寸很小,表现在宏观硬度上效果不明显。当合金中添加B元素,2#合金中形成网状硼化物硬质相,大量的高硬度网状硼化物在基体晶界析出,使合金宏观硬度增加到57HRC。随着3#合金中形成超细碳化铌和网状硼化物硬质相,基体晶界处的共晶网状硼化物和晶界、晶内的高硬度碳化铌双重效果使合金的宏观硬度增加到61HRC。当B含量超过共晶点3.8%时,4#合金中硼化物数量急剧增加,且形成粗大的初生Fe2B,合金宏观硬度明显增加,高达65HRC。

图4 5组合金熔覆金属硬度值Fig.4 Hardness resistance of the five Fe-Cr-B-C-Nb alloys
2.2 耐磨粒磨损性能分析
表2为5组合金熔覆金属磨损失重量和相对耐磨性,由表可看出,不同合金的磨损失重量有明显差异。Fe-Cr-C耐磨合金具有较好的耐磨性和较高的性价比被广泛使用,但由于其粗大的M7C3在磨损过程中易开裂剥落,导致其使用寿命较短,且在冲击工况下应用效果欠佳[10]。随着合金中含不同种类硬质相,合金相对耐磨性不断增加,含超细碳化铌和共晶硼化物的3#合金的耐磨性是市售常用Fe-Cr-C耐磨合金的4倍多,含有初生Fe2B的4#合金相对耐磨性达到高铬铸铁的4.3倍。
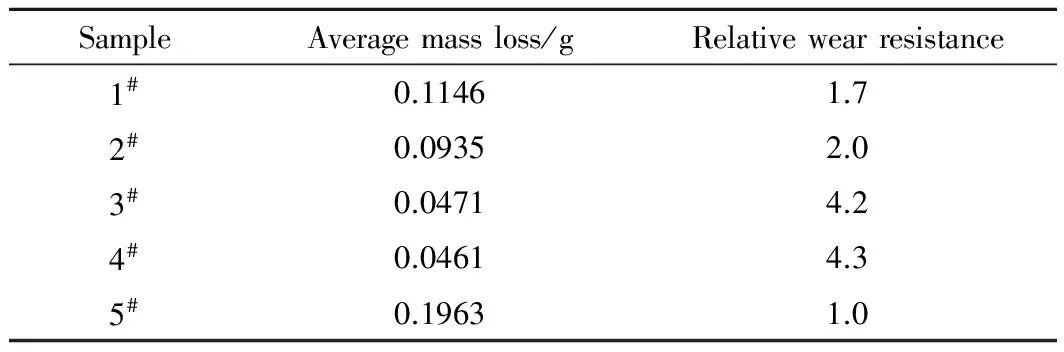
表2 5组合金熔覆金属磨损失重量和相对耐磨性
图5为5组合金磨损形貌SEM图,由图可以看出,合金磨损表面主要为犁沟状切削痕和少量的剥落坑,这表明合金的磨损机制主要为塑性变形[11]。如图5(a)所示1#合金由于合金硬度很低,阻碍磨料刺入合金表面的能力下降,磨损划痕较深,较宽,如图中B处所示。合金表面有些经磨料切削一次性脱落形成犁沟(B处),有些表面经反复磨损碾压脱离表面形成图中A处形貌。但含有超细碳化铌硬质相的合金在磨损过程中与基体结合良好,没有出现开裂剥落现象,一定程度上降低了合金磨损失重量,其耐磨性为高铬铸铁的1.7倍。2#合金中形成网状的硼化物硬质相,将基体分割,可以很好的作为耐磨骨架保护基体,且合金硬度增加,阻碍磨料刺入合金表面的能力增加,导致合金划痕深度、宽度都明显减小,使耐磨性增加(如图5(b)所示)。当3#合金中含有超细碳化铌和共晶硼化物时,合金硬度增加到61HRC,磨料更难刺入,合金表面形成较浅的犁沟,且磨损划痕变浅、变少,如图5(c)中箭头处的白色相为碳化铌,划痕经过碳化铌时宽度有所变窄,且碳化铌在磨损过程中,没有出现开裂剥落现象,由于碳化铌和网状的硼化物的双重保护,合金失重量显著减小,耐磨性达到高铬铸铁的4倍多。当4#合金形成了粗大的Fe2B相以及大量的硼化物,合金硬度进一步增加到65HRC,高硬度合金使磨料难以刺入合金形成切削,磨损划痕显著变浅、变窄,但是粗大的Fe2B脆性相在磨损过程中出现开裂剥落,如图5(d)中箭头所示,合金失重量没有明显减小,合金耐磨性没有明显改善。图5(e)为Fe-Cr-C合金磨损形貌,由于合金硬度偏低,相对来说磨粒刺入和切削阻力较小,切削犁沟较深,粗大的M7C3可以阻碍磨粒的切削,如图5(e)中A处,划痕经过M7C3时发生间断,但这种脆性相与Fe2B类似,在磨损过程中也容易在截面处萌生裂纹,随着磨损的进行,逐渐剥落(图5(e)B处),导致磨损失重量较大。
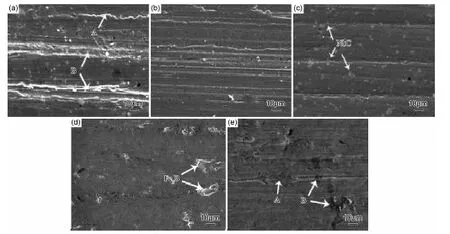
图5 5组合金熔覆金属磨损后形貌SEM图 (a)1#;(b)2#;(c)3#;(d)4#;(e)5#Fig.5 Morphology of worn surface of five alloys with different kind of hard phase (a)1#;(b)2#;(c)3#;(d)4#;(e)5#
2.3 冲击变形能力分析
为研究不同硬质相对合金冲击变形能力的影响,采用自制冲击实验机进行冲击实验,冲击功选择5J,冲击后通过扫描电镜观察测量冲击角。表3为不同合金的冲击角,由表可看出不同硬质相合金冲击角显著不同,这说明含不同种类硬质相合金冲击变形能力显著不同。
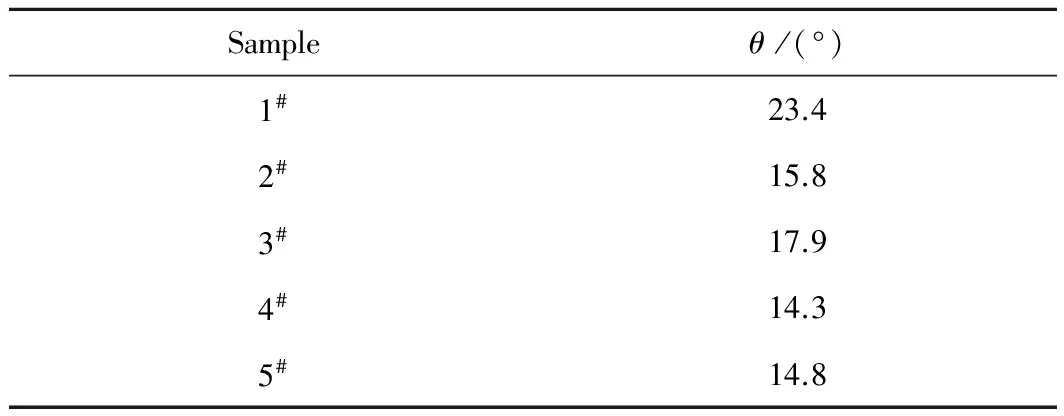
表3 五组合金熔覆金属冲击角θ
图6为5组合金熔覆金属冲击压痕截面SEM图,由图可以看出,不同硬质相合金的冲击变形区域有明显变化,并且冲击后开裂程度不同。1#合金由于硬度较低,冲击变形区域较大,冲击角最大,合金没有出现开裂现象,说明1#合金冲击变形能力很好。2#合金随着硬度的增加,冲击角减小,合金中可能由于形成网状硼化物而对其韧性不利,合金出现少许裂纹。3#合金冲击角增大,且冲击后合金没有明显的裂纹,合金具有良好的抗裂性,虽然网状的硼化物对合金韧性不利,但弥散分布的细小碳化铌有助于改善合金韧性。当4#合金中形成粗大的Fe2B脆性相时,合金的高硬度使合金冲击变形能力变差,冲击角减小为14.3°,由于粗大的脆性相Fe2B导致合金韧性变差,冲击后合金开裂相当严重,部分出现剥落现象。含有粗大M7C3的Fe-Cr-C合金冲击变形区域较小,冲击后开裂严重,说明高铬铸铁的冲击变形能力较差。由此可见,不同硬质相对合金冲击变形能力有重要的影响,粗大的硬质相使合金冲击变形能力变差,细小硬质相对合金冲击变形能力有利。
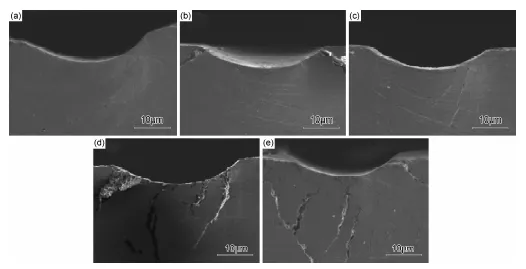
图6 5组合金熔覆金属冲击压痕深度SEM图 (a)1#;(b)2#;(c)3#;(d)4#;(e)5#Fig.6 SEM of five alloys with different kind of hard phase after impaction (a)1#;(b)2#;(c)3#;(d)4#;(e)5#
为探讨不同硬质相对合金冲击变形能力的影响机制,对冲击后开裂的试样进行SEM分析,取裂纹周围的区域观察裂纹的分布及扩展区域。图7为3#,4#和5#合金裂纹SEM图。图7(a)为Fe-Cr-C合金冲击区的SEM图,图中大块的暗色相为M7C3,由图可看到冲击后裂纹主要在M7C3硬质相内以及与基体界面处形成,如图箭头处所示,这是由于粗大的脆性相M7C3与基体结合较差,在冲击过程中,界面处易萌生裂纹,在冲击力的作用下,裂纹不断沿界面扩展开裂,由于M7C3脆性较大,部分裂纹穿过M7C3形成,在不断冲击过程中发生断裂,这些开裂导致了高铬铸铁耐冲击性较差。3#合金冲击开裂区域如图7(b)所示,细小白色相为碳化铌,冲击后裂纹主要出现在基体组织中,由于细小的碳化铌和基体结合良好,在界面处没有出现裂纹,在冲击过程中,部分裂纹在碳化铌内萌生,但没有继续扩展,部分裂纹扩展到碳化铌处停止,如图中箭头处所示,这说明碳化铌对裂纹的产生和扩展有一定的阻碍作用,这在一定程度上有利于合金的抗裂性,较含粗大M7C3的Fe-Cr-C合金具有更好的耐冲击性。图7(c)为4#合金受冲击后的SEM图,合金中大块深色相为Fe2B,细小的白色相为碳化铌,经冲击后裂纹易出现在粗大的Fe2B界面处,如图中Fe2B箭头处,在Fe2B界面处萌生裂纹沿晶界或晶内扩展。而裂纹扩展到碳化铌时,裂纹截止消失,如图中NbC箭头处。由此可见,粗大的M7C3和Fe2B由于其脆性较大,容易在其界面处开裂导致合金的冲击变形能力较差,超细的碳化铌可一定程度阻碍裂纹的萌生和扩展,有利于合金的抗冲击能力。
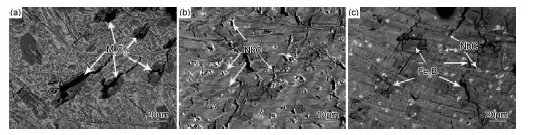
图7 3组合金熔覆金属冲击裂纹SEM图 (a)5#;(b)3#;(c)4#Fig.7 SEM morphology of crack of three alloys after impaction (a)5#;(b)3#;(c)4#
2.4 讨论
耐磨合金硬度和韧性往往是两个相互矛盾的性能指标,在耐磨材料的设计过程中,只能平衡这两者,针对工况设计相应的耐磨材料。由上述研究可知超细硬质相有利于改善合金韧性,抵抗磨料切削的能力不如粗大的硬质相,而粗大硬质相由于其易开裂,导致磨损时剥落和冲击时开裂使得合金韧性较差。1#合金由于其组织为超细碳化铌+韧性优良的奥氏体基体,合金硬度较低,但其具有很好的韧性,这种材料适合于冲击严重的磨损工况;4#合金由于含有粗大的Fe2B和大量的碳化铌,合金硬度很高,但其韧性很差,经冲击后出现严重开裂,这类合金适用于低应力磨损工况,Fe-Cr-C合金同样如此;而3#合金含有超细碳化铌和共晶硼化物硬质相,不仅具有较高的硬度,且超细碳化铌使合金具有较好的耐冲击性,平衡了硬度和韧性这两个矛盾因素,这种材料具有广泛的应用前景。
3 结论
(1)不同硬质相的Fe-Cr-B-C-Nb合金的宏观硬度具有显著的差异。仅含有碳化铌硬质相的合金硬度较低;当合金中含有超细碳化铌和共晶硼化物时,合金的硬度达到61HRC;合金中形成粗大Fe2B,合金硬度达65HRC。
(2)不同硬质相的Fe-Cr-B-C-Nb合金耐磨性也显著不同。随着合金中分别形成超细碳化铌和硼化物,合金耐磨性不断增加,当合金中含有超细碳化铌和共晶硼化物时,合金的耐磨性为Fe-Cr-C的4倍多;合金中形成粗大Fe2B无异于提高合金耐磨性。
(3)不同硬质相的Fe-Cr-B-C-Nb合金冲击变形能力显著不同。含粗大M7C3和Fe2B的合金冲击变形能力较差;细小硬质相的合金有助于提高合金的冲击变形能力,仅含超细碳化铌的合金耐冲击变形能力最好,含有超细碳化铌和共晶硼化物的合金具有良好的抗冲击能力。
[1] BUCHELY M F, GUTIERREZ J C, LEON L M, et al. The effect of microstructure on abrasive wear of hardfacing alloys[J]. Wear, 2005, 259:52-61.
[2] FAN Chieh, CHEN Ming-che, CHANG Chia-ming, et al. Microstructure change caused by (Cr, Fe)23C6carbides in high chromium Fe-Cr-C hardfacing alloys[J]. Surface & Coatings Technology, 2006,201:908-912.
[3] 龚建勋,李煌,肖逸锋,等. Fe-C-Cr-V-B系高铬堆焊合金的显微组织及耐磨性[J].材料工程,2009,(5):22-26.
GONG Jian-xun, LI Huang, XIAO Yi-feng, et al. Microstructure and wear resistance of Fe-C-Cr-V-B high-chromium hardfacing alloys[J]. Journal of Materials Engineering, 2009,(5):22-26.
[4] 匡加才,符寒光,叶昌,等.改善Fe-B-C合金韧性的研究[J]. 四川大学学报:工程科学版,2006, 38(4):105-109.
KUANG Jia-cai, FU Han-guang, YE Chang, et al. Study on improving the toughness of Fe-B-C alloy[J]. Journal of Sichuan University:Engineering Science Edition, 2006, 38(4):105-109.
[5] KATSICHA C, BADISCHA E, MANISH R, et al. Erosive wear of hardfaced Fe-Cr-C alloys at elevated temperature[J]. Wear, 2009,267:1856-1864.
[6] TJONG S C, MA Z Y. Microstructural and mechanical characteristics of in situ metal matrix composites[J]. Mater Sci Eng R, 2000, (29):49-113.
[7] 武晓雷, 陈光南. 激光形成原位TiC-颗粒增强涂层的组织与性能[J]. 金属学报, 1998, 34(12): 1284-1288.
WU Xiao-lei, CHEN Guang-nan. Microstructural characteristics and wear properties of in situ formed TiC particle reinforced coatings by laser cladding[J]. Acta Metallurgica Sinica, 1998, 34(12):1284-1288.
[8] CUI C Y, GUO Z X, WANG H Y, et al. In situ TiC particles reinforced grey cast iron composite fabricated by laser cladding of Ni-Ti-C system[J].Journal of Materials Processing Technology, 2007,183:380-385.
[9] BRANAGAN D J, MARSHALL M C, MEACHAM B E. High toughness high hardness iron based PTAW weld materials[J]. Materials Science and Engineering A, 2006,428:116-123.
[10] CORREA E O, ALCANTARA N G, TECCO D G, et al. The relationship between the microstructure and abrasive resistance of a hardfacing alloy in the Fe-Cr-C-Nb-V system[J]. Metallurgical and Materials Transactions A, 2007, 38:1671-1680.
[11] 邵荷生,张清.金属的磨料磨损与耐磨材料[M].北京:机械工业出版社,1988.
SHAO He-sheng, ZHANG Qing. Metal Abrasive Wear and Wear Resistant Materials[M].Beijing: China Machine Press,1988.
Microstructure and Properties of Plasma Cladding Fe-based Wear-resisting Alloy Containing Submicron NbC
WANG Zhi-hui1,ZHAO Xue-fei1,HE Ding-yong1,JIANG Jian-min1,ZHAO Qiu-ying2,LIU Fei1
(1 College of Materials Science and Engineering, Beijing University of Technology, Beijing 100124,China 2 Mechanical Engineering Postdoctoral Research Station, Beijing University of Technology, Beijing 100124,China)
Fe-Cr-B-C-Nb cladding layer containing submicron NbC were prepared by PTA on Q235 steel, a series of alloys containing superfine NbC, eutectic boride, NbC + eutectic boride, NbC+primary Fe2B hardphase were designed respectively to study the effect of hardphase of different size on microstructure and properties of Fe-Cr-B-C-Nb cladding layer, and compared with the Fe-Cr-C hardfacing alloy in market. The results show that the fine hardphase can conduce to improve the impact resistance and the wear resistance of the alloy containing submicron NbC and eutectic boride is 4 times more than that of Fe-Cr-C, and the impact resistance is better than that of Fe-Cr-C.
NbC;plasma cladding;submicron;impact resistance
10.11868/j.issn.1001-4381.2015.07.013
TG174.442
A
1001-4381(2015)07-0073-07
国家自然科学基金资助项目(51275010);北京市教育委员会资助项目(PXM2013_014204_07_000271)
2013-08-29 ;
2014-10-16
王智慧(1956-),男,教授,硕士,主要从事异种钢焊接接头的研究和金属表面强化研究,联系地址:北京朝阳区平乐园100号,北京工业大学材料科学与工程学院(100124),E-mail: zhwang@bjut.edu.cn