碳纤维气流扰动展纤器展纤过程仿真与实验
2015-03-07黄博苑寿同薛嘉伦
黄博,苑寿同,薛嘉伦
(1.哈尔滨工业大学(威海)机器人研究所, 264209, 山东威海;2.哈尔滨工业大学机器人技术与系统国家重点实验室, 150001, 哈尔滨)
碳纤维气流扰动展纤器展纤过程仿真与实验
黄博1,2,苑寿同1,薛嘉伦1
(1.哈尔滨工业大学(威海)机器人研究所, 264209, 山东威海;2.哈尔滨工业大学机器人技术与系统国家重点实验室, 150001, 哈尔滨)
针对中、大丝束碳纤维材料浸润性差的问题,采用多级气流扰动展纤法对碳纤维材料进行薄层化研究,建立了基于雷诺平均纳维-斯托克斯方程的展纤器内部流场CFD(Computational Fluid Dynamics)模型,对展纤器内部流动特征进行仿真,得到内部流场的流线、流速分布状态,并分析对展纤过程可能产生的影响。在气流扰动展纤设备上进行实验,研究展纤器的开口宽度、挡风板高度及展纤区域侧板的倾斜角度对展纤过程的影响,通过参数对比实验得到最佳展纤的展纤器结构参数。实验结果表明,当展纤器挡风板高度为10~20 mm、侧板倾斜角度为16°、开口宽度略大于展宽宽度时,展纤过程中可以避免丝束分叉、丝道偏离展纤器中心导致展纤不均的现象,展纤均匀性最好,展宽倍率可达3倍以上。
气流扰动展纤;碳纤维;薄层化;展纤器;均匀性
碳纤维作为一种密度低、比强度高、比模量高、耐热性及化学稳定性好的高性能复合材料[1-2],广泛应用于航空航天、汽车制造、休闲娱乐、建筑物加固等领域[3-5]。目前,碳纤维的主要应用形式是预浸布和碳纤维织物[6-7],利用碳纤维材料良好的抗拉强度,可以达到增强构件承载能力及强度的目的。
所谓展纤,就是将聚集成束的纤维展宽、展薄,得到薄层高性能复合材料。在碳纤维复合材料中,无论是预浸布还是碳纤维织物,厚度越薄,其物理性能偏差越小,基质与强化长丝的接触面积变得越大,力学性能越优异。据公开资料显示,目前只有瑞典Oxeon公司旗下的TeXtreme品牌薄层化碳纤维得到成功应用[8],其他公司及科研机构还处于薄层碳纤维的研究及试用阶段。国内外研究的展纤方法有超声波法、气流扰动法、热辗法、静电法[9-12]等,气流扰动展纤法因展纤效率高、对纤维损伤小等优点。但是成为展纤技术领域的研究热点,如何保证展纤均匀性及避免展纤过程中丝束加捻、分叉等关键技术需要突破。
在气流扰动法展纤的相关研究中,文献[13-14]分别研究了展纤过程中的影响因素,然而并没有涉及到展纤器内部流场情况。文献[15]就展纤器内部流场进行了仿真分析,并进行了展纤的实验研究,但其主要聚焦于如何获得宽幅广的丝束,得出横向速度越大越有利于展纤的结论,并没有触及气流作用下纤维束可能出现的缺陷及相关的改进措施。
本文通过对展纤器内部流场进行仿真,研究展纤器内部流场的流速分布状态,分析不同流动特征对展纤过程的影响,并通过实验优化展纤器结构参数,降低展纤过程中产生的缺陷,得到展纤均匀的薄层化丝束。研究结果可以进一步指导气流扰动展纤设备的研制,提高碳纤维复合材料的应用性能。
1 气流扰动展纤原理
在气流扰动展纤过程中,在展纤器上部吹送气流或在展纤器下部吸引气流,碳纤维以低张力状态水平经过展纤器,气流流动方向与纤维进给方向相垂直,纤维受到气流拖曳力向下弯曲的同时沿宽度方向移动而进行展宽,其原理如图1所示。
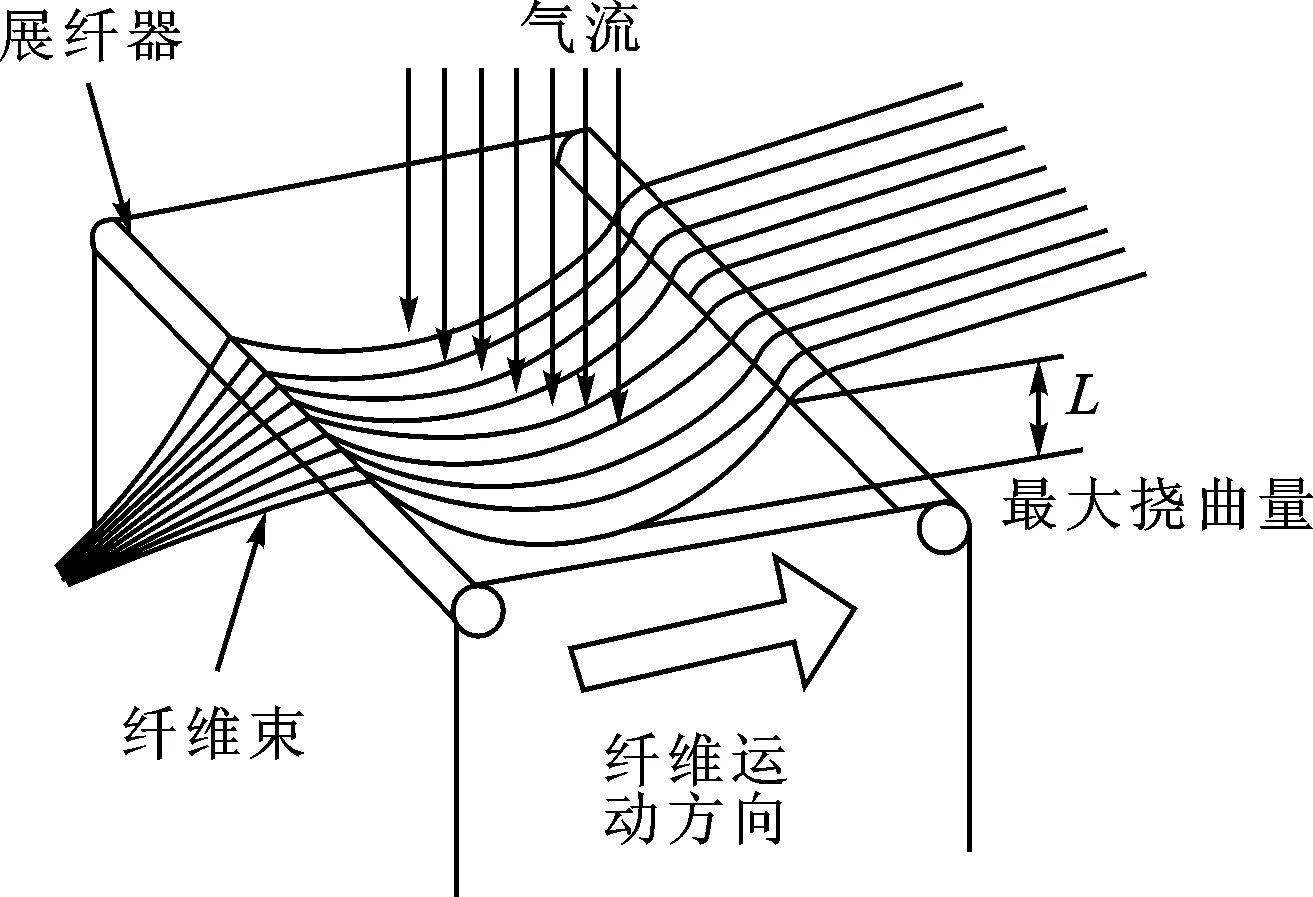
图1 气流扰动展纤原理图
气流扰动展纤的空气动力学原理如图2所示。气流在展纤器内部上下存在压力差,并产生一定的流速,在此状态,纤维束上方的压力大于下方及两侧的压力,P1>P2,纤维束在展纤器内产生弯曲变形,见图2a。图2b表示长丝之间的黏结力减弱、部分纤维脱离纤维集束的状态。气体在展纤器内部流动时各点处的压力关系是P1>P2>P3。气流在集束的正上方中心继续向两侧分流,并在气流的横向分速度下脱离纤维集束的单丝被推向两侧边,气流进入纤维之间的空隙,形成多条向两侧推动纤维的流线。在平面内可以将纤维的张力及纤维之间的作用力(黏结力、压力、支持力和摩擦力)合成为水平分力Tt和垂直分力Tn。当气体横向流动产生的水平推力大于阻力Tt时,纤维向两侧运动,聚集的纤维束分散开。随着展纤的进行,得到图2c表示的稳定状态,纤维束变得更宽、更薄,构成丝束的长丝均匀分布。
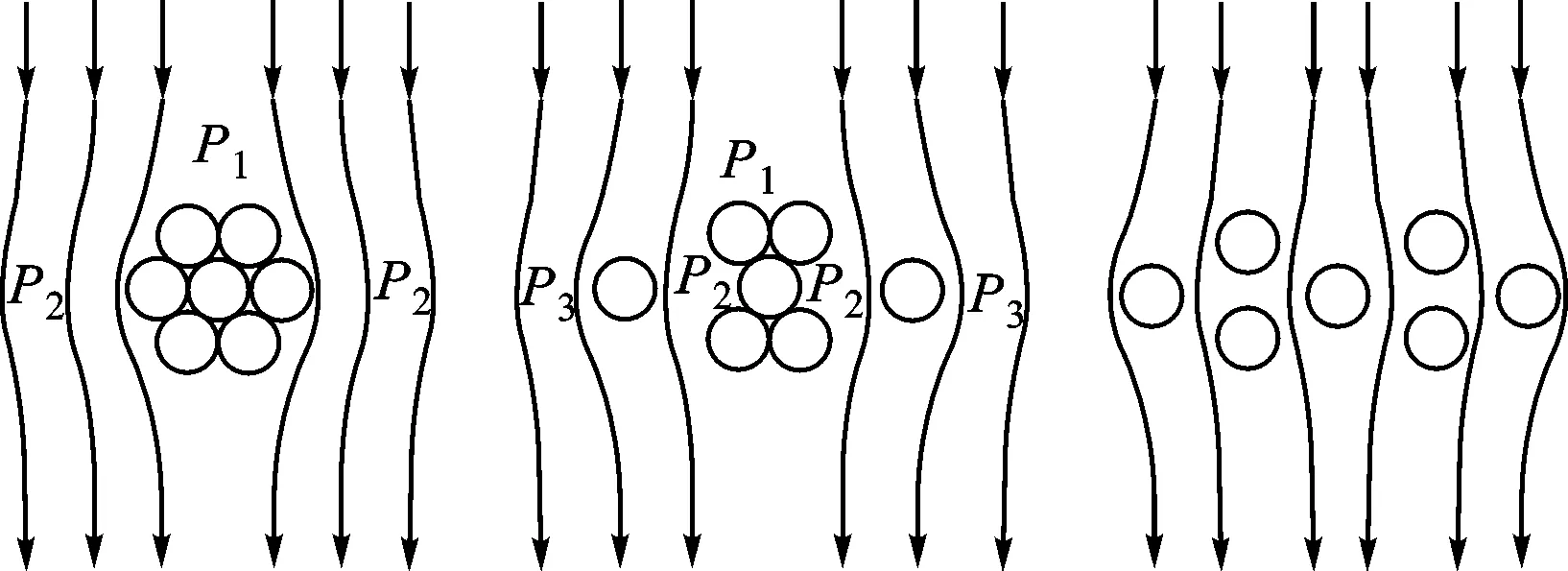
(a)初期 (b)展纤期 (c)稳定期图2 气流扰动展纤过程分析
(a)塌陷 (b)丝束分叉

(c)丝束加捻 (d)丝道偏离图3 展纤中容易出现的各种缺陷
在展纤设备中,展纤器是关键部件,其结构设计不当会造成展纤时出现丝束加捻、分叉、展开不均匀等缺陷,严重影响碳纤维的使用,见图3。Kawabe等人将展纤器设计为等截面的圆形和方形,展纤速度一般为6 m·min-1,不利于提高展纤效率[16]。本文设计的展纤器实物模型如图4所示,由钣金腔体、支承辊、楔形侧板、活动挡板、固定板等组成。根据展纤要求,可以在展纤器开口处设置一定高度的挡风板(图中未示出),以改善内部流体流动,并可以通过设置活动挡板的多少来调节开口宽度。
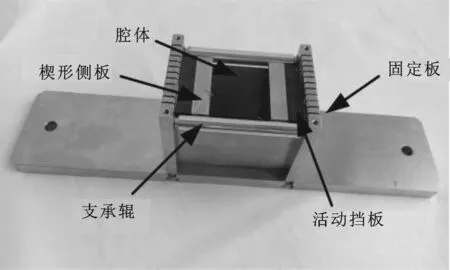
图4 展纤器实物模型
2 展纤器CFD模型及仿真分析
2.1 展纤器CFD模型的建立
图5所示是展纤器及挡风板围成的内部流场的网格划分模型。建立模型时采用Cartesian正交坐标系,以x轴表示展纤器轴向,网格划分采用规则的六面体网格。展纤器内部流场入口可分为入口1、入口2、入口3个部分,入口1、入口2是碳纤维束进出流场域的开口,展纤区域楔形侧板具有向外倾斜的角度α,展纤器开口宽度为w,开口处挡风板高度为h。
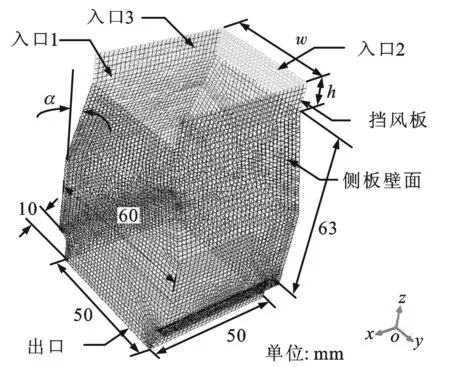
图5 展纤器网格划分模型
在建立展纤器流场CFD模型时,用到的连续性方程及Navier-Stokes方程[17]如下
(1)
(2)
展纤器内部气体速度小于100 m/s,属于不可压缩流动,湍流模型采用Realizablek-ε模型,模型的输运方程如下
(3)
(4)

碳纤维单丝直径为5~7 μm,纤维束厚仅为0.12 mm,相较于展纤器尺度很小,仿真采用无纤仿真,对于守恒方程(连续性方程、动量方程和能量方程)采用二阶迎风法求解。
2.2 仿真结果分析
当展纤器出口流速uair为5 m·s-1、开口宽度w为30 mm、挡风板的高度h为10 mm及侧板倾斜角度α为16°时,以速度分布描绘的流线见图6。在图6a中,入口1和入口2处开口面积较小,气流在小通口处被吸入展纤器内部时速度加快,并在入口下方的壁面附近形成了两个低压区,且壁面附近的流线比较紊乱。在y=0的对称面上入口处轴向速度为最大值,气流与纤维束的运动相同或相向,两者相互摩擦,使纤维容易分开。
在图6b中,由于顶部开口较大,气流流向稳定,形成了比较均匀的流线。在展纤区域处,自上而下横截面积越来越大,由楔形侧板的导向作用,气流沿侧板由中心向两侧稳定流动,且由对称中心向侧板壁面移动时横向速度越来越大,在壁面附近达到最大值,形成了驱动纤维束分散的动力。
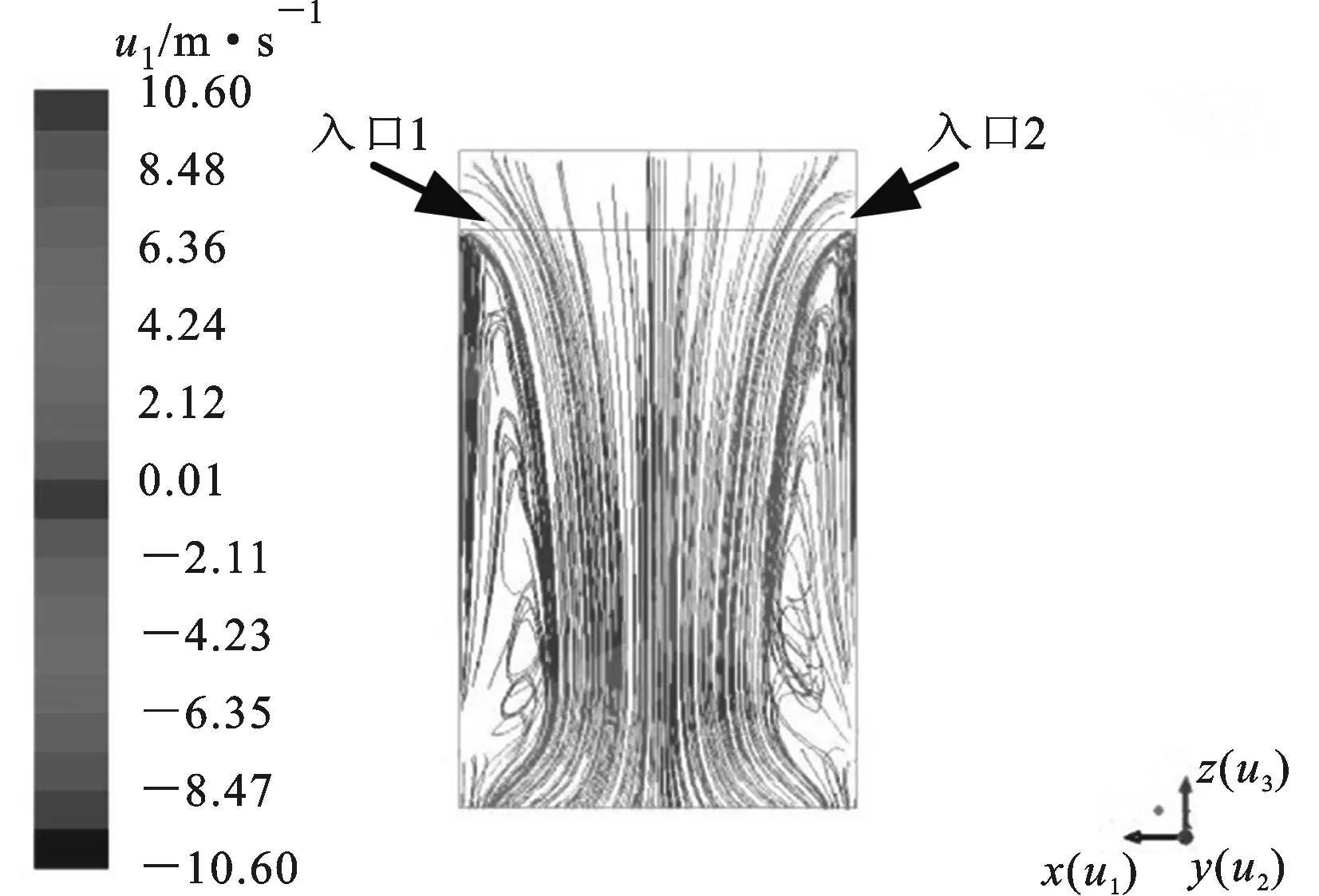
(a)横向对称面y=0以轴向速度u1描绘的流线
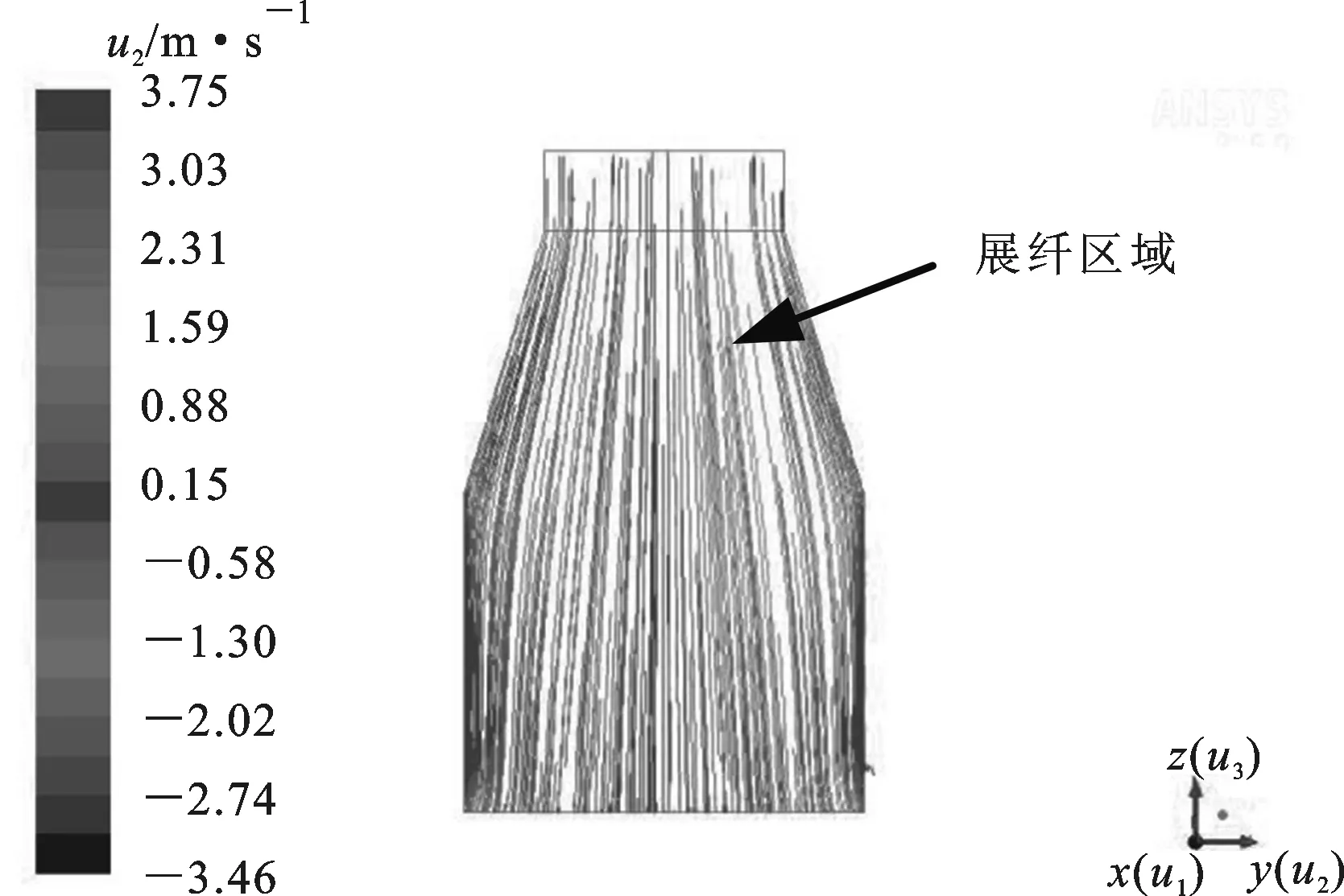
(b)轴向对称面x=25 mm以横向速度u2描绘的流线图6 展纤器出口流速为5 m·s-1时的速度分布流线
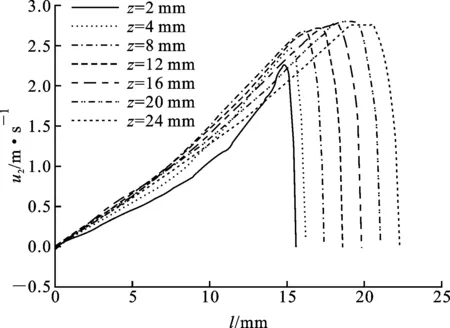
图7 轴向对称面不同垂向位置横向速度(uair=5 m·s-1)
图7是轴向对称面上不同垂直位置处(l)的横向速度分布曲线。由图可知,展纤区域中部位置距离纤维水平运动位置8~16 mm的横向速度比较大,即要求展纤时纤维束最大挠曲量为8~16 mm,利于气流横向驱散纤维束。
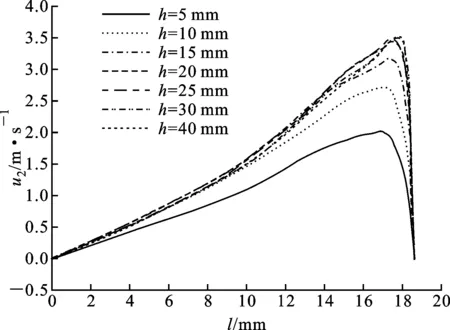
2.2.1 侧板倾斜角度对流场的影响 通过改变侧板的倾斜角度,可以获得不同状态的流场,进而影响着展纤的效果。不同侧板倾斜角度下,轴向对称面上z=12 mm位置处的横向速度见图8。

w=30 mm; h=10 mm; uair=5 m·s-1图8 不同侧板倾斜角度下轴向对称面z=12 mm处的 横向速度曲线
从图8可以看出,侧板的倾斜角度越大,相同位置处获得的横向速度越大,越有利于展纤的进行。当侧板倾斜角度大于16°时,增加倾斜角度时横向速度的增加已不再明显,气流的紊流成分反而增加,这必会导致展纤不均匀,甚至出现丝束分叉等缺陷,因此,展纤器侧板倾斜角度应在16°~20°之间。
2.2.2 开口宽度对流场的影响 通过对不同开口宽度下展纤器内部的流场仿真,可以得到图9所示的z=12 mm位置处横向速度曲线。由图9可知,当开口宽度为30 mm时,其横向速度大于其他开口宽度下的横向速度,展纤更容易进行;并且速度的变化比较均匀,气流逐渐将纤维向两侧推送,保证了展纤的均匀性。开口宽度大于50 mm时,其横向速度比较小,不利于碳纤维的展宽。因此,应调节展纤器开口宽度略大于丝束展开宽度,以增大展宽幅度。
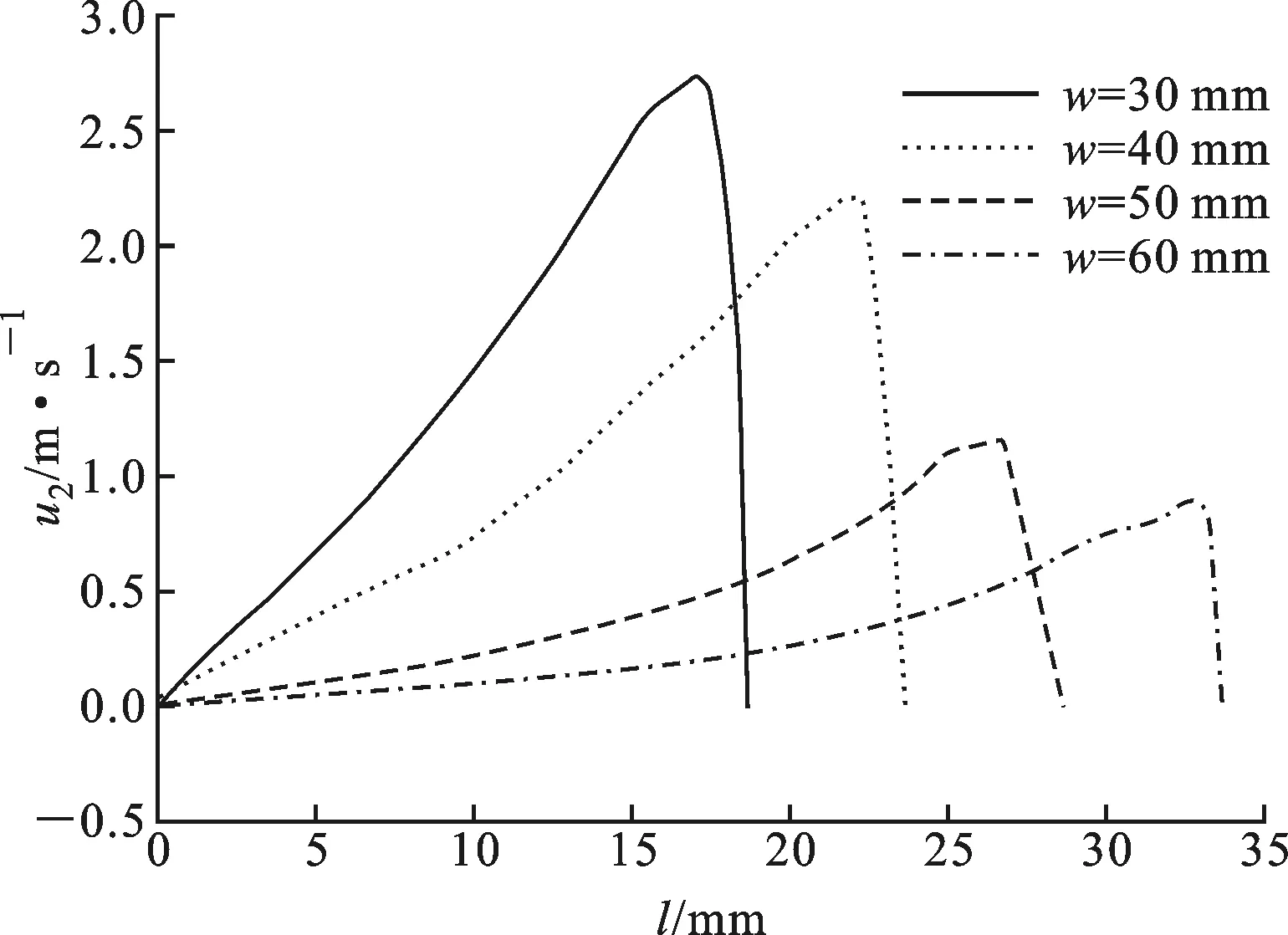
α=16°; h=10 mm; uair=5 m·s-1图9 不同开口宽度下轴向对称面z=12 mm处的 横向速度曲线
2.2.3 挡风板高度对流场的影响 为了增大气流横向速度、避免丝道偏离展纤器对称中心的问题,在展纤器开口两侧添加具有一定高度的挡风板,不同挡风板高度下展纤器轴向对称面上z=12 mm位置处的横向速度曲线如图10所示。
由图10可知,增加挡风板的高度,可以增大气流的横向速度。当挡风板高度由5 mm增加到10 mm时,横向速度的增加比较明显,而大于10 mm时横向速度的增加不再明显,但在距对称中心10 mm的范围内,横向速度的增加比较平稳。这说明增加挡风板高度可以使对称中心附近的流速变化更稳定,丝道不易偏离展纤器对称中心,有利于保证展纤的均匀性,因此在展纤时挡风板高度要大于10 mm。
w=30 mm; α=16°; uair=5 m·s-1图10 不同挡风板高度下轴向对称面z=12 mm处的横向速度
3 实验分析
3.1 实验平台与实验材料
多级气流扰动展纤设备构成见图11,主要由放卷筒、离心风机、四级展纤模块、收卷筒等组成。展纤模块包括进给辊、张力放大及检测装置、加热装置和展纤器等部分组成,每一级展纤器下面安装有高速离心机。设备工作原理为:离心机高速旋转在展纤器内部产生具有一定速度的气流,抽吸气流垂直地经过碳纤维,通过进给辊控制碳纤维所受的张力,使得纤维丝束在展纤器内拱形弯曲,并在气流作用下横向移动展宽。
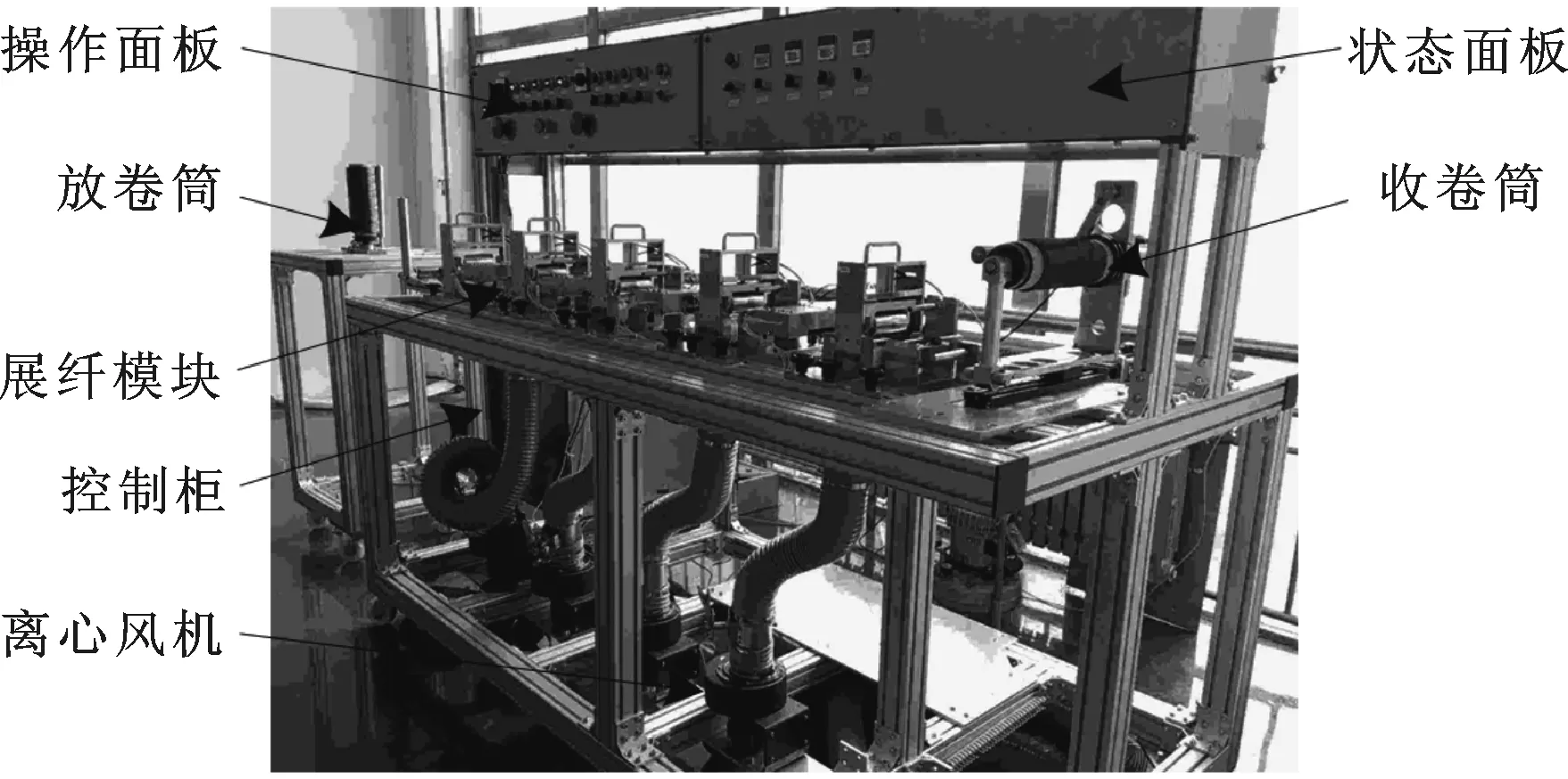
图11 展纤设备实物图
在实验研究中,所用的碳纤维丝束为Toho Tenax公司生产的UTS50 12 K丝束,原始宽度为6.8 mm,厚度为0.12 mm,弹性模量245 GPa。实验中通过控制每一级碳纤维所受的张力,保证纤维在展纤器内部的最大挠曲量为12 mm,纤维进给速度为8 m·min-1,离心机抽吸气流速度为5 m·s-1。同时,通过碳纤维加热管对纤维进行加热处理,以减弱纤维之间的黏结力,使展纤更容易进行,加热温度设定为120 ℃。碳纤维经过四级展纤器后逐渐展宽、展薄,其展宽过程如图12示,实验中每隔0.5 m取点测量宽度,取50个点求取平均宽度。

(a)第一级 (b)第二级 (c)第三级 (d)第四级图12 四级展纤设备逐级展纤过程
3.2 侧板倾斜角度对展纤的影响
设定展纤器开口宽度w为30 mm、挡风板高度h为10 mm时,得到的展开宽度与侧板倾斜角度的关系如表1所示。由表1中实验数据可得,随着倾斜角度的增大,气流的横向速度会随着增大,纤维束的展开宽度也会增加。但是,倾斜角度的增大,气流的紊流成分增加,会导致展纤不均匀,大部分纤维单丝被气流推送到两侧,使两侧纤维丝聚集较多而中间丝束分布较少,甚至出现分叉的现象,如图13a所示。此外,当侧板倾斜角度比较大时,纤维丝道偏离中心后不易回到中心位置,导致靠近展纤器中心一侧的丝束较厚而靠近壁面一侧的纤维展开变薄。因此,侧板倾斜角度不可过大,由实验和仿真结果得出的既可以保证展开宽度又可以使纤维分布均匀的侧板倾斜角度是16°,见图13b。
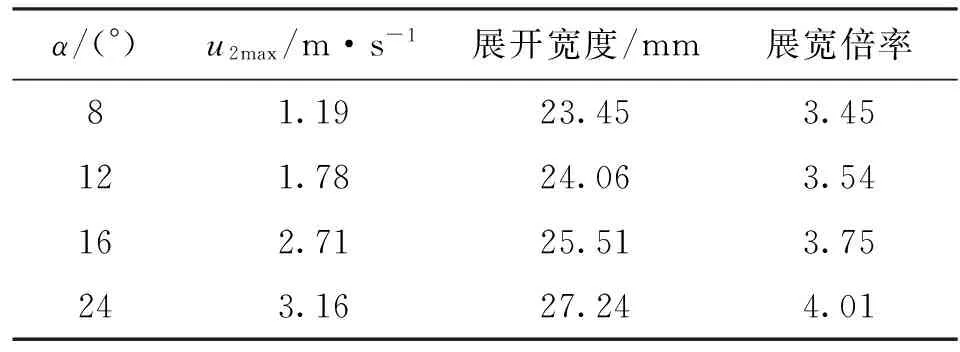
表1 展开宽度与侧板倾斜角度的关系
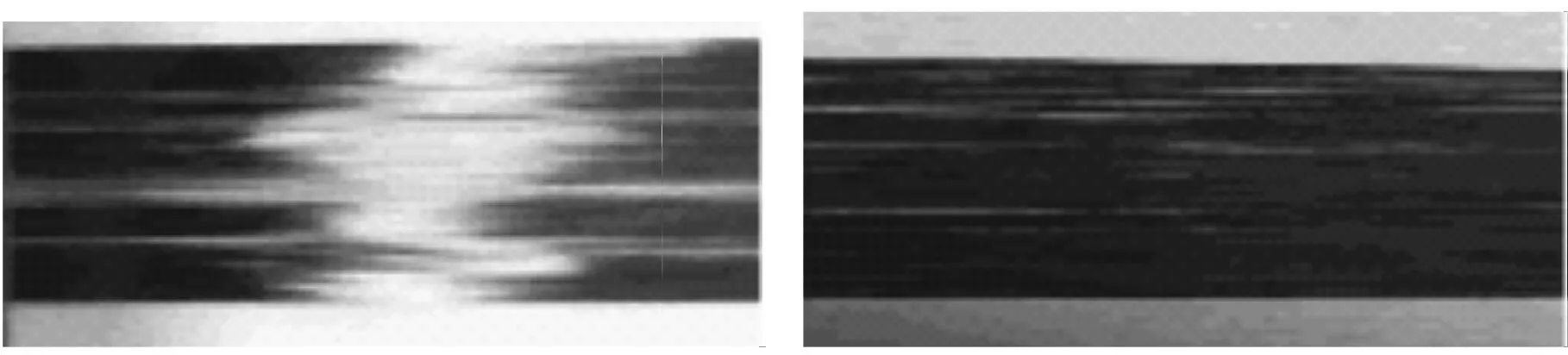
(a)α=24° (b)α=16°图13 不同侧板倾角下展纤结果对比
3.3 开口宽度对展纤的影响
表2是展开宽度与展纤器开口宽度的关系。由实验可得,当展纤器出口抽气速度一定时,开口宽度越小越可以获得比较大的横向速度,有利于纤维的展开,随着开口宽度的增加,丝束的展开宽度减小。因此,在多级展纤过程中,要想提高展纤宽度,最好布置为每级的展纤器的开口宽度略大于展开的宽度,并且开口宽度逐级随着展开宽度增加而增大。
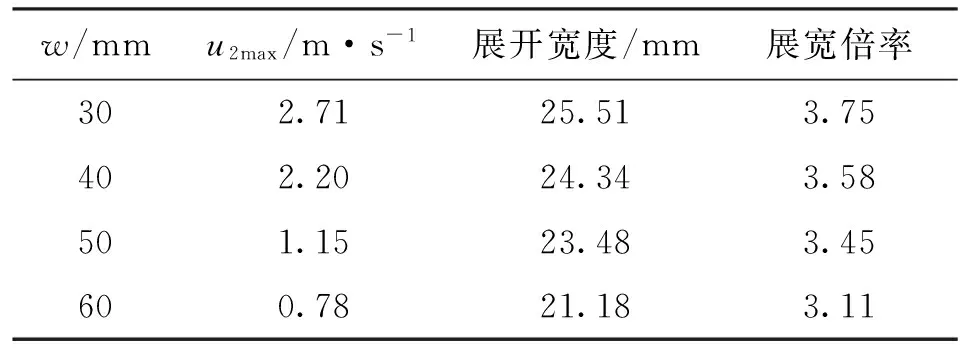
表2 展开宽度与展纤器开口宽度的关系 (α=16°,h=10 mm)
3.4 挡风板高度对展纤的影响
表3是纤维展开宽度与挡风板高度的关系。由仿真及实验结果可得,增加挡风板高度,可以增大展纤区域的横向速度,展开宽度随着增加,并且挡风板增加一定高度使得气流平稳后作用于纤维束,纤维束在展纤器中心逐渐向两侧展开,减少了图3d所示的丝道偏离的情况,可以起到均匀展纤的作用。当挡风板高度大于30 mm时,展开宽度的增加不再明显,由于横向速度的增大往往出现将纤维带撕裂的现象,降低了展纤质量。多次展纤实验结果表明,挡风板高度设定为10~20 mm时,展纤质量更加均匀,因此挡风板的高度设定范围是10~20 mm。
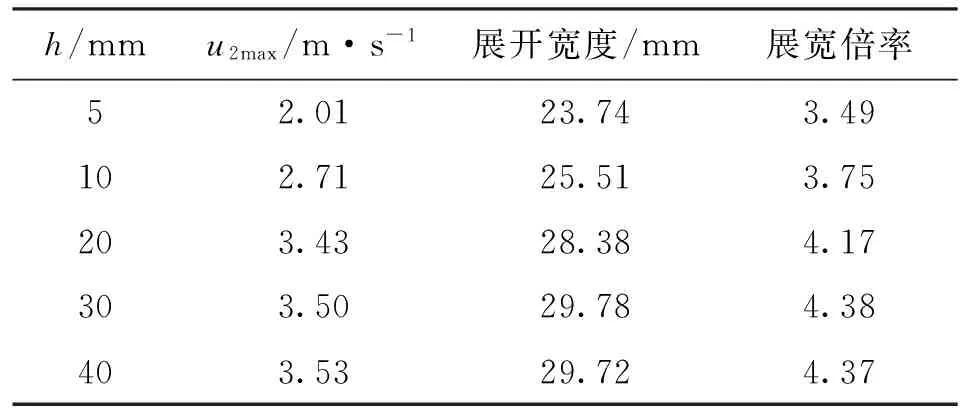
表3 展开宽度与挡风板高度的关系 (w=30 mm,α=16°)
3.5 展纤连续性测试
展纤器的侧板倾斜角度确定为16°、开口宽度确定为30 mm及挡风板高度确定为10 mm时,本文进行连续展纤实验,设定纤维进给速度为8 m/min,加热温度设定为120 ℃,其展纤质量及部分采样点分布如图14所示。由图可知,在此实验条件下纤维展开宽度均匀,波动率在10%以内,平均宽度为25.5 mm。纤维展宽后长丝平行排列,表面没有起毛的现象,表面呈现一定的光泽,平均厚度0.032 mm,为原来厚度的1/4,可以连续展纤长度达1 250 m以上,展纤过程中没有出现分叉及丝道偏离缺陷的产生,工作可靠。实验结果表明,通过仿真对展纤器进行优化设计,在减少展纤缺陷的同时,可以提高展纤效率和稳定性。
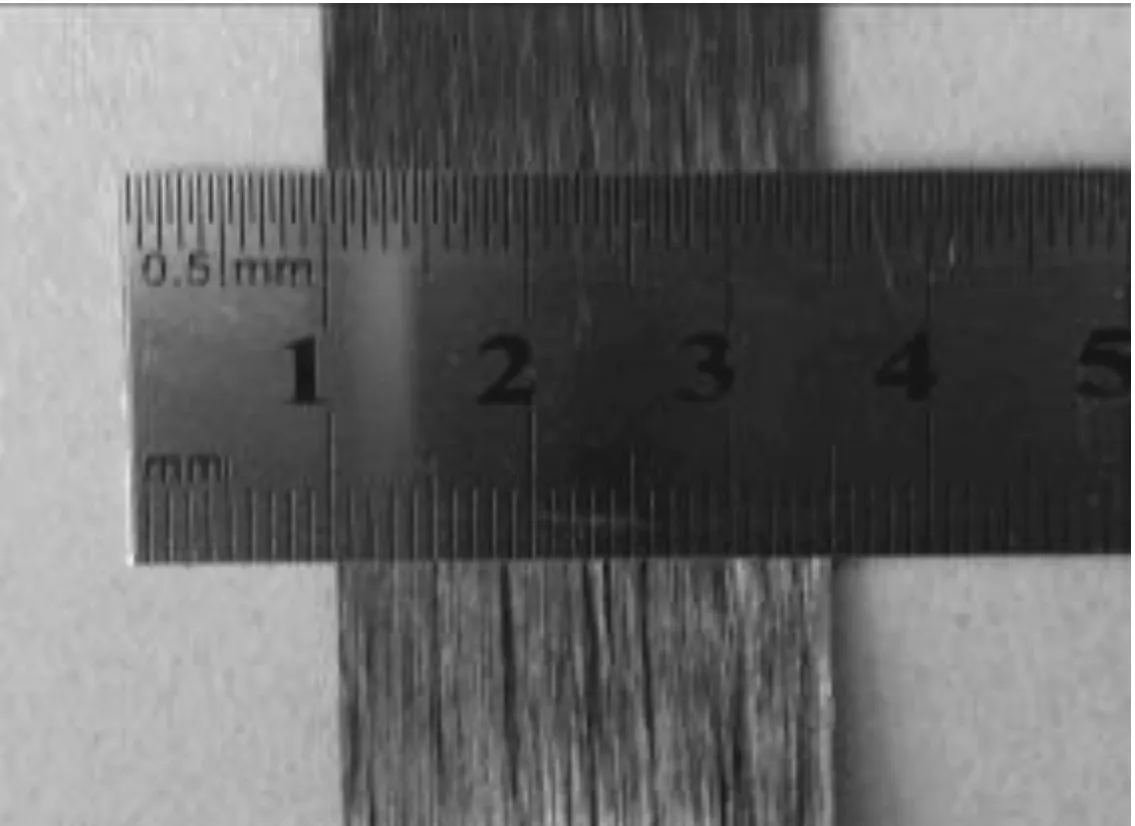
(a)展宽的纤维
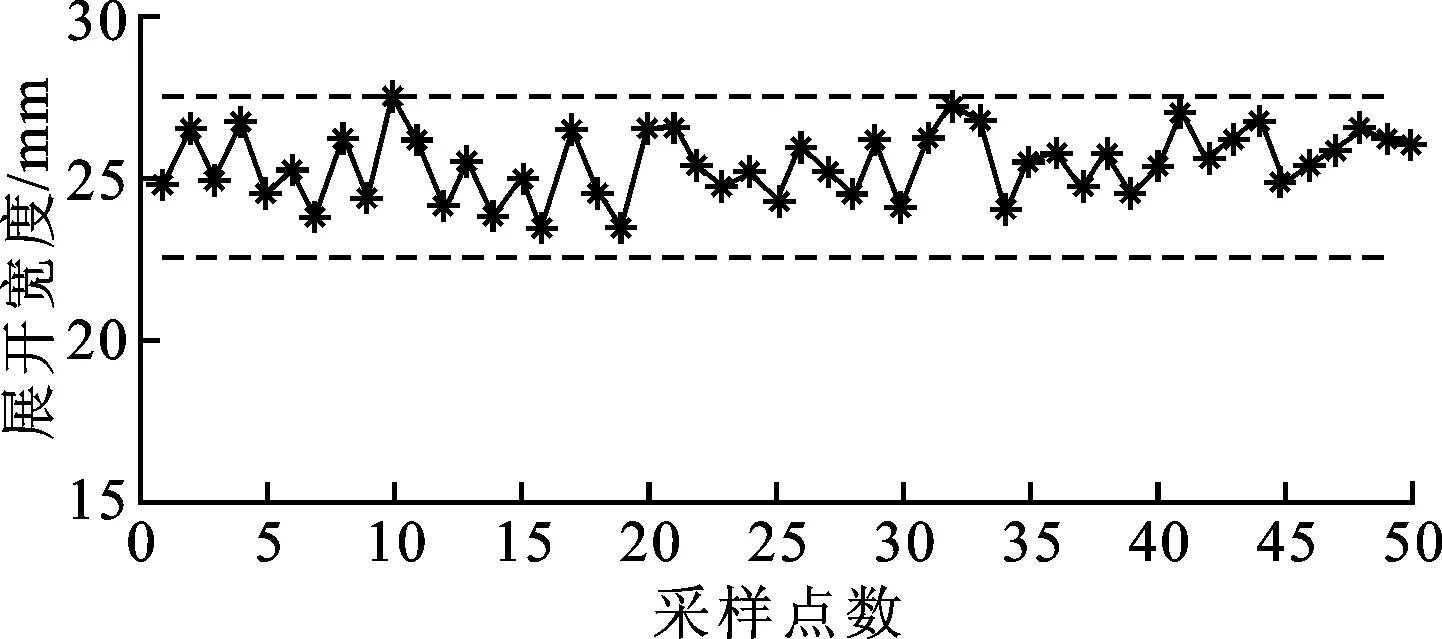
(b)展纤中的宽度变化图14 连续展纤的展宽丝束及宽度变化
4 结 论
通过建立气流扰动展纤器内部的流体动力学模型并对其不同结构进行仿真,结合实验,分析展纤器内部的流线及横向速度分布对展纤过程的影响,得到有利于展纤的结构参数,纤维展宽倍率可达3倍以上,连续展纤长度可达1 250 m,宽度波动率在10%以内。
(1)侧板倾斜角度为16°时,可以得到较大的横向流速,展纤均匀,同时能避免出现丝束分叉及丝道偏离的现象。
(2)在展纤均匀性良好的情况下,展纤器的开口宽度应尽量小以增大展开宽度。
(3)挡风板可以改善展纤器内部气体流动,避免发生丝道偏离展纤器中心的现象,挡风板高度取10~20 mm时展纤效果最好。
[1] ZHANG Jing, WANG Xiaodong. Mechanical properties of short carbon/glass fiber reinforced high mechanical performance epoxy resins [J]. Journal of Chongqing University, 2009(4): 222-228.
[2] BOTELHO E C, FIGIEL L, REZENDE M C, et al. Mechanical behavior of carbon fiber reinforced polyamide composites [J]. Composites Science and Technology, 2003, 63(13): 1843-1845.
[3] DEBORAH D L C. Carbon fiber composites [M]. Woburn, MA, USA: Butterworth-Heinemann Ltd., 1994: 65-80.
[4] DAO Zhitang. The application of carbon fiber materials in sports equipment [J]. Applied Mechanics and Materials, 2013, 443: 613-616.
[5] LU Rong, HE Xiaoming. The application of carbon fiber concrete in the intelligent bridge reinforcement [J]. Advanced Materials Research, 2012, 594/595/596/597: 1539-1542.
[6] 张凤翻, 张雯婷. 预浸料技术的新发展 [J]. 高科技纤维与应用, 2002, 27(1): 19-20. ZHANG Fengfan, ZHANG Wenting. The new development of prepreg technology [J]. Hi-Tech Fiber & Application, 2002, 27(1): 19-20.
[7] SHIGERU T, KAZUMASA K, TATSUKI M. Weave and its weaving method by using reinforcing fiber tow widely opened [J]. Journal of the Society of Materials Science, 2000, 49(9): 1023-1028.
[8] OXEON A B. Spread tow fabrics for ultra light composites [EB/OL]. [2015-02-22]. http:∥www. textreme. com/b2b/technology.
[9] 马丕波, 蒋高明, 高哲, 等. 一种碳纤维的超声波展纤方法: 中国, ZL201310187189.5 [P]. 2013-05-06.
[10]PHILIP R C. Carbon fiber fabric spreading apparatus having a freely rotatable endless belt: USA, 340656 [P]. 1994-11-16.
[11]JONOTHAN M P, RICHARD E, ALAN E. Electrostatic fiber spreader including a corona discharge device: USA, 5200620 [P]. 1991-11-05.
[12]EL-DESSOUKY H M, LAWRENCE C A. Ultra-lightweight carbon fibre/thermoplastic composite material using spread tow technology [J]. Composites: Part B Engineering, 2013, 50(7): 91-97.
[13]NEWELL J A, PUZIANOWSKI A A. development of a pneumatic spreading system for Kevlar-based sic-precursor carbon fibre tows [J]. High Performance Polymers, 1999, 11(2): 197-203.
[14]KAWABE K, TOMODA S, MATSUO T. A pneumatic spreading reinforcing fiber tow [C]∥The 42nd International SAMPE Symposium. Covina, CA, USA: Soc Advancement Material & Process Engineering, 1997: 65-76.
[15]CHEN Jen-chung, CHAO Chuen-guang. Numerical simulation and experimental investigation for design of a carbon fiber tow pneumatic spreading system [J]. Carbon, 2005, 43(12): 2514-2529.
[16]KAWABE K. Method for spreading fiber bundles, spread fiber sheet, and method for manufacturing a fiber-reinforced sheet: Japan, 9108580 [P]. 2010-05-21.
[17]王福军. 计算流体动力学分析: CFD软件原理与应用 [M]. 北京: 清华大学出版社, 2004: 114-126.
[本刊相关文献链接]
季家东,葛培琪,毕文波.换热器内弹性管束流体组合诱导振动响应的数值分析[J].2015,49(9):24-29.[doi:10.7652/xjtuxb201509005]
杨振中,秦朝举,宋立业,等.传统缸内壁面传热模型在氢内燃机中的适用性[J].2015,49(9):36-40.[doi:10.7652/xjtuxb201509007]
杨竹强,冯松,潘辉,等.双毛细管式碳氢化合物黏度测量方法研究[J].2015,49(7):37-41.[doi:10.7652/xjtuxb201507 007]
陈卫华,陈天宁,王小鹏,等.纤维多孔金属的流阻率分形模型研究[J].2015,49(6):132-137.[doi:10.7652/xjtuxb2015 06021]
刘小民,李烁.仿鸮翼前缘蜗舌对多翼离心风机气动性能和噪声的影响[J].2015,49(1):14-20.[doi:10.7652/xjtuxb 201501003]
寇海军,张俊红,林杰威.航空发动机风扇叶片振动特性分析[J].2014,48(11):109-114.[doi:10.7652/xjtuxb201411019]
谭超,魏正英,魏培,等.内送粉超音速等离子喷涂颗粒飞行状态分析[J].2014,48(6):91-97.[doi:10.7652/xjtuxb2014 06016]
杨亚晶,王万征.Rijke管热声不稳定的实验研究[J].2014,48(5):21-26.[doi:10.7652/xjtuxb201405004]
梅冠华,杨树华,张家忠,等.用于跨/超声速壁板颤振精确分析的流-固耦合有限元算法[J].2014,48(1):73-83.[doi:10.7652/xjtuxb201401013]
韩文龙,韩省亮,白长青.往复式压缩机管道系统气流脉动的数值与实验研究[J].2013,47(5):61-66.[doi:10.7652/xjtuxb201305011]
顾兆林,张铭旭.采用低温太阳能集热的旋转热浮力射流风能利用概念[J].2013,47(1):7-10.[doi:10.7652/xjtuxb2013 01002]
唐文勇,陈清华,陈子云,等.送粉气流对冷喷涂流场及粒子速度影响的数值模拟[J].2012,46(7):82-86.[doi:10.7652/xjtuxb201207015]
姜旭,李兴文,贾申利,等.压力比对高压SF6断路器喷口中冷态气流场影响的研究[J].2012,46(6):122-127.[doi:10.7652/xjtuxb201206021]
冀春俊,李佳娜,王学军,等.离心压缩机级间加气的出口流场特性[J].2008,42(3):273-276.[doi:10.7652/xjtuxb2008 03004]
(编辑 杜秀杰)
Spreading Process Simulation and Experimental Investigation for a Carbon Fiber Pneumatic Spreader
HUANG Bo1,2,YUAN Shoutong1,XUE Jialun1
(1. Robot Research Institute, Harbin Institute of Technology (Weihai), Weihai, Shandong 264209, China;2. State Key Laboratory of Robotics and System, Harbin Institute of Technology, Harbin 150001, China)
A multistage pneumatic spreading system was used to spread carbon fiber tows to solve bad invasion of middle and large carbon fiber tows. A computational fluid dynamics(CFD) model of the internal flow field in fiber pneumatic spreader was established based on Reynolds-averaged Navier-Stokes equations and the characteristics of the flow pattern in the spreader were simulated and the effects of air flow distribution and lateral velocity on spreading process were analyzed. Experiments were carried out to investigate the effects of the inlet width of the spreader, the height of the wind shield and the tilt angle of the clapboard on spreading process to optimize the structure of the spreader. It is determined that the optimal height of the wind shield and tilt angel of the clapboard are 10~20 mm and 16°, respectively, with a little inlet width. The flaws of branching and spreading uneven resulting from the trace of fiber tow deviating from symmetry plane of the spreader can be avoided. Thin carbon fiber tow shows its good uniformity, and different width can be obtained and the spreading magnification of width can achieve more than 3 times.
pneumatic spreading; carbon fiber; spreading; spreader; uniformity
2015-04-10。
黄博(1974—),男,教授,博士生导师。
山东省科技发展计划资助项目(2014GGX103020)。
时间:2015-10-28
10.7652/xjtuxb201512004
TP23;TQ342
A
0253-987X(2015)12-0019-07
网络出版地址:http:∥www.cnki.net/kcms/detail/61.1069.T.20151028.1528.004.html
