工业摄影测量系统检定方法研究进展
2015-03-07黄桂平王伟峰轩亚兵段
黄桂平王伟峰轩亚兵段 玲
(1.华北水利水电大学,河南 郑州 450045;2.辰维科技股份有限公司,河南 郑州 450001;3.中国第二重型机械集团公司,四川 德阳 618000)
工业摄影测量系统检定方法研究进展
黄桂平1,2,王伟峰1,轩亚兵1,段 玲3
(1.华北水利水电大学,河南 郑州 450045;2.辰维科技股份有限公司,河南 郑州 450001;3.中国第二重型机械集团公司,四川 德阳 618000)
工业摄影测量系统引入我国已有近十年,由于其高准确度、高速度、无接触、适于动态测量及能在恶劣条件下测量等优点,已为我国精密工业领域的发展做出巨大贡献。但目前国内还没有成熟的方法来评价其测量准确度。该文总结德国VDI/VDE 2634和美国GSI公司内部检定工业摄影测量系统的规范和准则;介绍法国计量院和法国GMS公司标定基准尺长度的方法;论述我国目前在该领域的研究情况,提出一些建议,为我国工业摄影测量系统检定规程的制定提供参考依据。
工业摄影测量;检定方法;相机;测量网形
0 引 言
数字工业摄影测量系统作为工业测量系统的重要组成部分,为工业产品制造提供过程指导和质量监控,在现代精密制造工业中发挥着重要作用[1-2]。以美国为代表的西方国家在大型精密工件加工与安装、各类微波天线的加工与安装以及巨型航空航天飞行器的校准与检验方面,应用高准确度工业摄影测量已有几十年的历史[2]。国内于2005年引进国际上最先进的工业摄影测量系统V-STARS,经过近十年的研究及应用,在相关理论和工程实践方面积累了一定的经验,完成了多项高准确度工业测量任务。
数字工业摄影测量与常规测量不同,属于非接触性测量,不伤及测量目标,不干扰被测物自然状态,能够瞬间获取被测目标的物理信息和几何信息,适于被测目标环境不甚稳定以及剧烈变化的测量。近年来,数字工业摄影测量系统以其高准确度的测量特性在国内得到广泛应用[3-7]。然而,目前国内还没有成熟的标准和规范对其测量准确度进行评定。如何评价数字摄影测量系统的准确度开始成为研究者关心的重要问题[8]。
1 国外检定方法
工业摄影测量系统在西方国家的发展已有近半个世纪的历史,很多西方国家的科研机构和公司对其测量理论进行了深入研究。其中,德国联邦物理研究院制定了VDI/VDE 2634检定规范,美国GSI公司也制定了比较成熟的内部检定规范,法国计量科学研究院和法国GMS公司在摄影测量基准尺长度标定方面也提出了比较成熟的方法,为工业摄影测量系统准确度的检定提供了宝贵经验。
1.1 德国VDI/VDE 2634
VDI/VDE 2634是德国联邦物理研究院于2002年制定的关于工业测量领域的规范,其中第1部分主要讲述了工业摄影测量系统的检定方法。其检定思路是:在三维空间内,通过比较标准器的测量长度和标称长度的差值来评定测量系统的准确度,该规范通过一个测量框架来实现。该测量框架的大小为2m× 2m×1.5m,上面沿各个方向放置7根准确标定的碳纤维基准尺,每根基准尺上有5个基准长度。图1(a)为检定所用框架,图1(b)为框架示意图,其中虚线表示框架,实线代表7根已准确标定的基准尺。
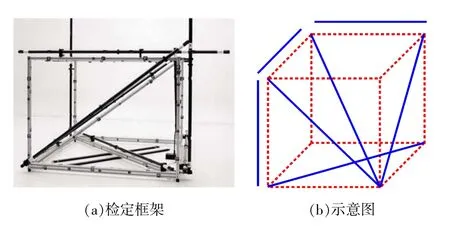
图1 VDI/VDE 2634检定用框架及其示意图
1.1.1 检定过程
1)自标定:在正对框架的5个位置对框架拍摄,每个位置拍摄4张照片,每拍摄1张照片,相机旋转90°,这样可以充分补偿由于相机不稳定对相机内方位元素的影响,拍摄位置示意图见图2(a)。
2)检定:在测量框架的周围均匀拍摄32张照片(特殊条件下可以拍摄20张照片)完成对系统的检定,拍摄位置示意图见图2(b)、图2(c)。照片拍摄完成后,对框架上放置的7根基准尺的长度进行计算,每根基准尺上计算5个长度,方案如图3所示。
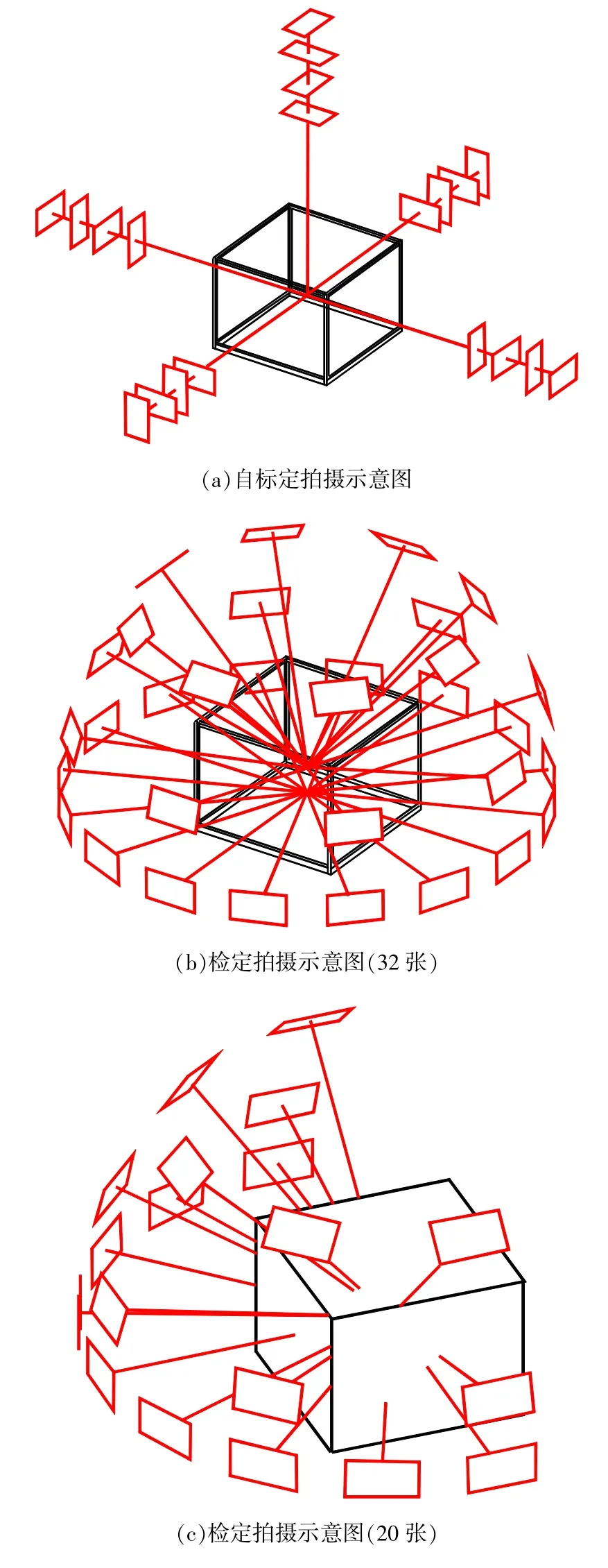
图2 VDI/VDE 2634检定过程中相机位置示意图
1.1.2 评定方法
1)如果测量出的每个长度与标定的长度之差均不超过规定的误差,则被检定的系统合格。
2)如果只有1根基准尺的测量长度与标定长度之差超过规定的误差,则重新检定1次。第2次检定全部合格,则认为被检定系统合格;第2次检定还有超过规定误差的,则被检定系统判定为不合格。
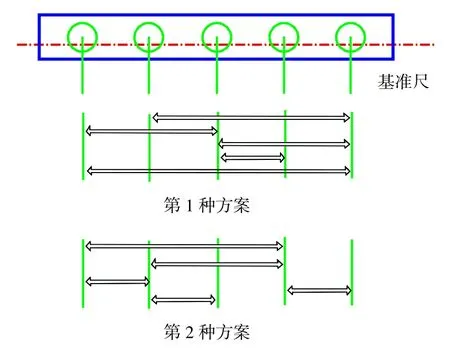
图3 基准尺上测量的5个长度选择方案
1.2 美国GSI公司检定方法
美国GSI公司在工业摄影测量领域具有领先地位。其公司有1套详尽的出厂检定规程,主要通过对该公司检定墙的拍摄来完成摄影测量系统各项指标的检定。其检定思路是用高准确度的STARS系统来评定低精度的测量系统。以检定V-STARS系统为例,由于STARS系统的精度比V-STARS系统高两倍以上,因此可以采取对同1面检定墙进行拍摄,然后用坐标转换的方法,得到坐标转换准确度。根据误差传播定律,用STARS系统的准确度反推V-STARS系统的准确度(STARS系统的准确度是已知的)。GSI公司的检定墙长2.21m,宽3.48m,其前方0.56m处的天花板上均匀分布有49个牢固的套管。墙上和套管上分别贴有标志点,且墙上还固定有高准确度的基准尺,如图4所示。
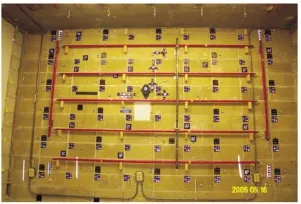
图4 GSI公司检定墙
1.2.1 检定过程
1)STARS系统在7个位置对检定墙进行拍摄,每个位置拍摄4张照片,每拍摄1张照片相机旋转90°,即相机在0°,90°,180°,270°每个位置拍摄1张照片,共拍摄28张照片,其拍摄位置示意图和相机旋转示意图见图5,工程模拟图见图6。拍摄时应使相机尽可能地远离墙,使墙上的标志点能够在相机中全部成像。该系统对检定墙的上标志点坐标的测量均方根误差记为RMS(STARS)。
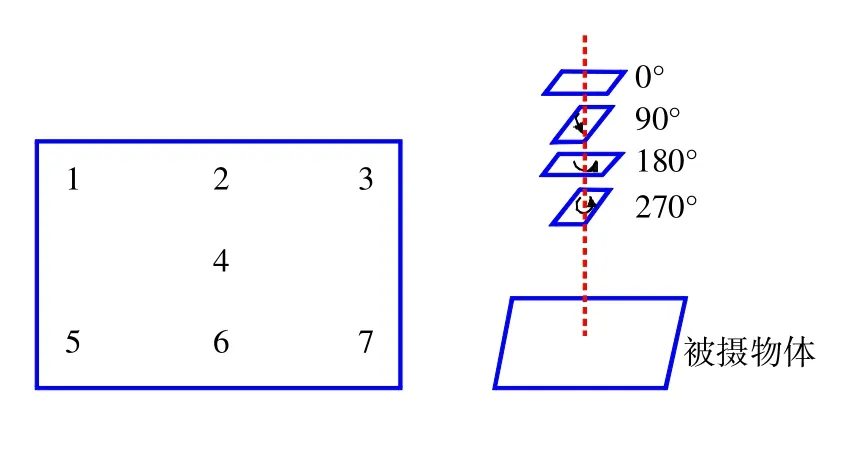
图5 GSI公司检定相机时相机拍摄位置及相机旋转示意图
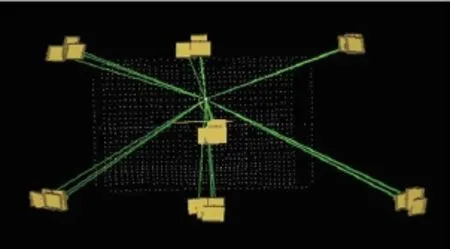
图6 28张照片工程模拟图
2)对V-STARS系统进行检定:V-STARS系统也在上述的7个位置对检定墙进行拍摄,所不同的是,只在左上角、左下角、右上角和右下角4个位置每个位置拍摄两张照片,相机位置分别是0°,90°。其他位置相机只在0°拍摄1张照片,共拍摄11张照片。然后用V-STARS软件对拍摄的照片进行解算,其工程模拟图见图7。
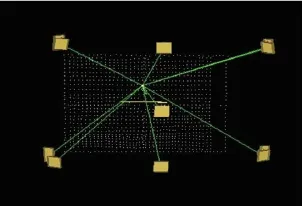
图7 11张照片工程模拟图
1.2.2 评定方法
1)V-STARS标称的测量准确度与被测物体的体对角线长度有关。根据该检定墙的范围,其体对角线长为4.2 m。也就是说,用标称准确度为5μm+ 5 μm/m的系统对该检定墙进行测量,其测量准确度为5+5×4.2=26μm,记V-STARS的标称准确度为V-STARSAccuracy。
2)通过坐标转换的方式,将STARS和V-STARS拍摄的相同的标志点转换到同一个坐标系中。计算对应标志点在X、Y、Z方向的偏差,根据各个点的点位偏差计算得到所有点点位偏差的RMS,记为RMS(V-STARS)。
3)由于是通过STARS系统来检定V-STARS系统,根据误差传播定律,必须将STARS系统的引入误差排除掉。根据误差传播定律,可以得到下面的公式:

因此,用V-STARS与STARS进行点位匹配时的点位偏差RMS(V-STARS)应该满足下式:

对于上面的例子,如果用标称准确度为5 μm+ 5 μm/m的V-STARS系统对检定墙拍摄,其准确度限制值为0.026mm,根据上述公式可得:
如果实验得到的RMS(V-STARS)≤0.029mm,则评定该系统为合格,否则该系统评为不合格。
4)由于检定墙上还固定有基准尺,也可以通过长度来评定相机,当然也可以通过重复性实验来评定相机。
1.3 基准尺长度标定方法
摄影测量基准尺一般由碳纤维材料或铟钢材料制成,其长度通过两个标志点(RRT)中心之间的距离确定。要精确确定基准尺的长度,关键是精确确定标志点的中心。
1.3.1 法国计量科学研究院基准尺的检定方法
法国计量科学研究院在基准尺长度检定方面制定了比较成熟的规范方法——几何中心法。由于基准尺上的标志点是圆形的,在圆中,过圆心与圆相交的两点之间的线段是圆的直径;反过来,找到圆上过同一条直径的两点,可以确定圆的圆心,这就是几何中心法的基本思想。其原理图如图8所示。
根据简单的几何关系基准尺长度计算公式为
1.3.2 法国GMS公司基准尺的检定方法
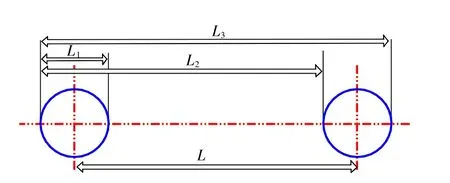
图8 法国计量院几何中心法示意图
法国GMS公司标定基准尺长度的方法是摄影测量法。摄影测量法的基本原理是:采用摄影测量的方法,用高准确度的基准尺标定低准确度的基准尺。在标定过程中,基准尺上标志点的中心通过摄影测量系统内部的算法得到。这样得到的基准尺长度与实际工程中基准尺长度的获得方式是相同的。GMS公司的检定墙与GSI公司的检定墙类似,其上固定了一根长约2m的基准尺(Sn:CSB-40-2000-100),该基准尺的长度被精确标定,当然待标定的基准尺也固定在检定墙上。采用GSI公司的V-STARS/S8系统来标定未知长度的基准尺,该系统标称的测量准确度为5μm+5μm/m。拍摄方法与1.2.1的拍摄方法一样,见图7。然后用V-STARS软件对获取的照片进行解算,得到待标定基准尺的长度。
2 国内研究现状
目前国内对工业摄影测量系统准确度的研究还处于起步阶段,在借鉴国外对该系统检定方法的基础上,进行了初步探索,积累了一些宝贵的经验。
2.1 基准尺长度标定方法研究
目前国内对基准尺长度的标定方法主要有3种:
1)几何中心法:对于圆来说,圆心位于直径的中点;反过来,找到一条直径的两个端点就可以确定圆心的位置,这就是几何中心法的基本思想,图9为其示意图。
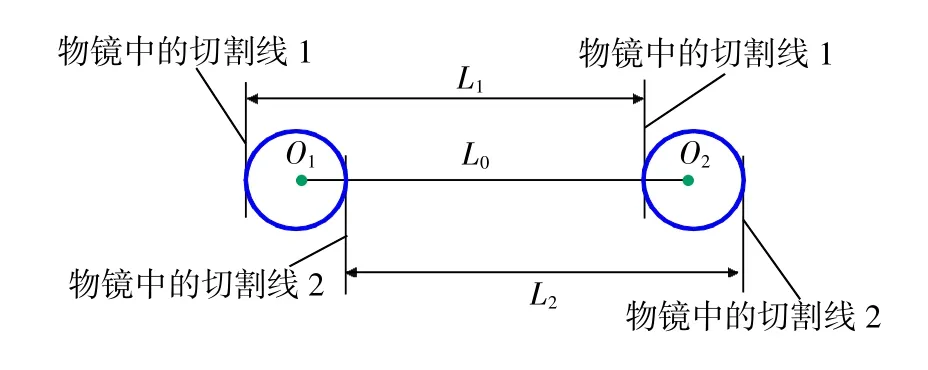
图9 国内几何中心法示意图
用该方法对基准尺长度进行标定,得到的是标志点的几何中心,而实际测量当中得到的是标志点的灰度中心,两者之间的位置关系稍有偏差。但是几何中心法操作简单,解算速度快。由于切割位置有限,标志点的外形质量对切割位置影响较大,标定准确度较低。
2)灰度重心法:在工业摄影测量领域,解算软件内部确定标志点中心的方法一般有质心法、灰度加权中心法和重心法。文献[9]提出一种用标志点的灰度重心代表标志点中心的算法。灰度重心法通过显微镜用CCD对基准尺上的标志点进行拍照,然后对标志点的图像进行处理,确定标志点的灰度重心位置。该方法理论上的测量不确定度可以达到2μm。
该方法用高分辨率CCD相机拍摄标志点的图像,通过图像处理确定标志点的灰度中心,避免了人眼观测的影响。但是该方法操作麻烦,受测量范围和标志点外形质量等因素的影响较大。
3)摄影测量法:该方法与法国GMS公司标定基准尺长度的方法相似,但又有不同。该方法巧妙利用激光干涉仪提供高准确度的基准长度,比GMS公司用的标准池的准确度高很多。
其实验示意图如图10所示,当气浮运动平台在位置1时,对该基准尺和气浮运动平台进行摄影,然后将气浮运动平台移动到位置2,记录位置1到位置2的距离,再对基准尺和运动装置进行拍摄,作为一次测量,对测量结果进行解算,得到基准尺长度。其中气浮运动平台从位置1到位置2的距离可以通过激光干涉仪测得,其不确定度为0.1μm+0.1μm/m,位置1到位置2的距离作为标准尺。
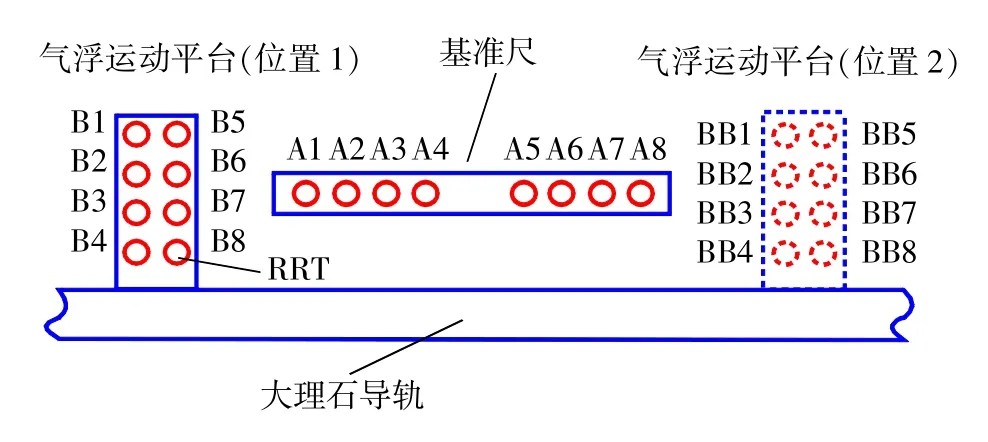
图10 摄影测量法实验装置图
摄影测量法提取的是标志点的灰度中心,与应用环境一致。其标定过程比较简便,但对标定人员的摄影测量技能要求较高。
2.2 相机测量重复性研究
测量重复性,即内符合准确度,是指在相同条件下,对同一被观测量进行连续多次测量所得结果之间的一致性,反映系统的重复性和稳定性。测量重复性是仪器准确度检定和测量结果评定中最常用最直观的指标。为测试工业摄影测量相机的测量重复性,通过对若干组拍摄的相同标志点的工程进行坐标转换,比较相同标志点在X、Y、Z方向差值的均方根偏差DX、DY、DZ以及点位均方根误差来评定相机的测量重复性。
通过对影响相机测量性能的各种因素的分析,在参考国内外一些做法的基础上,作者提出一种测试相机测量重复性的方法——9点法。其网形布设采用9点网形,每个点拍摄4张照片,每次拍摄相机旋转90°,拍摄位置位于检定墙前3m处,每次拍摄应使尽可能多的标志点在相片上成像,如图11所示。9点法的测量网形比较稳定,相机在拍摄的过程中旋转4个位置能够充分补偿相机结构不稳定对测量结果的影响。
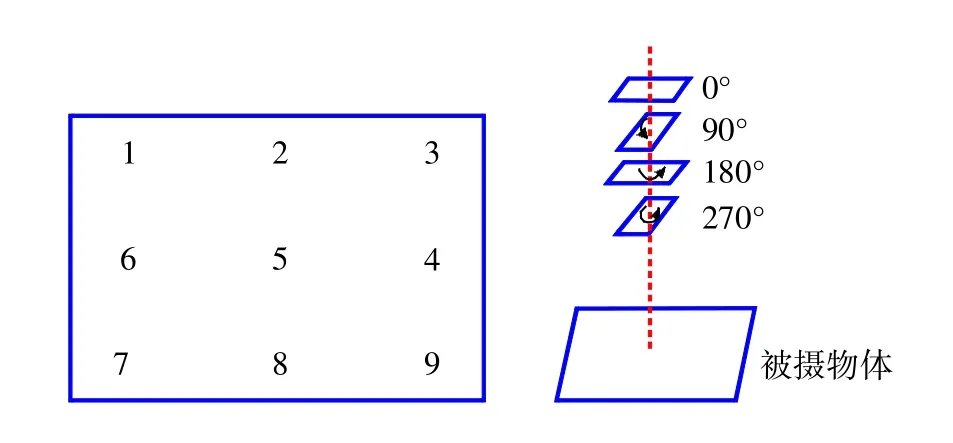
图11 9点法相机拍摄位置示意图
研究发现9点法工作量比较小,测试准确度高,能够充分补偿相机结构不稳定对测量结果的影响,较真实地反映相机的测量性能。
2.3 相机外符合准确度测试
外符合准确度,即测量系统的观测结果与被观测量的真值的符合程度,可以通过测量标准物来评定。由于工业摄影测量是通过标志点来反映被测物的几何特征,且标志点的粘贴具有随机性,如何通过巧妙的设计,找到能够反映标准物特征的方案是标准长度测试研究的关键。利用中国计量科学研究院激光干涉仪高准确度的测量性能,通过测量气浮平台移动的距离,并将该距离与实际测量得到的距离进行比较,评定相机系统的外符合准确度。该干涉仪测量长度不确定度为0.1μm+0.1μm/m[8]。
其实验原理如图12所示,图中的长度可以通过激光干涉仪测出。在解算过程中以L1为基准尺解算L2的长度L2′,并比较L2与L2′,以此评定相机的外符合准确度,在实验中得到了很好的结果。
3 结束语
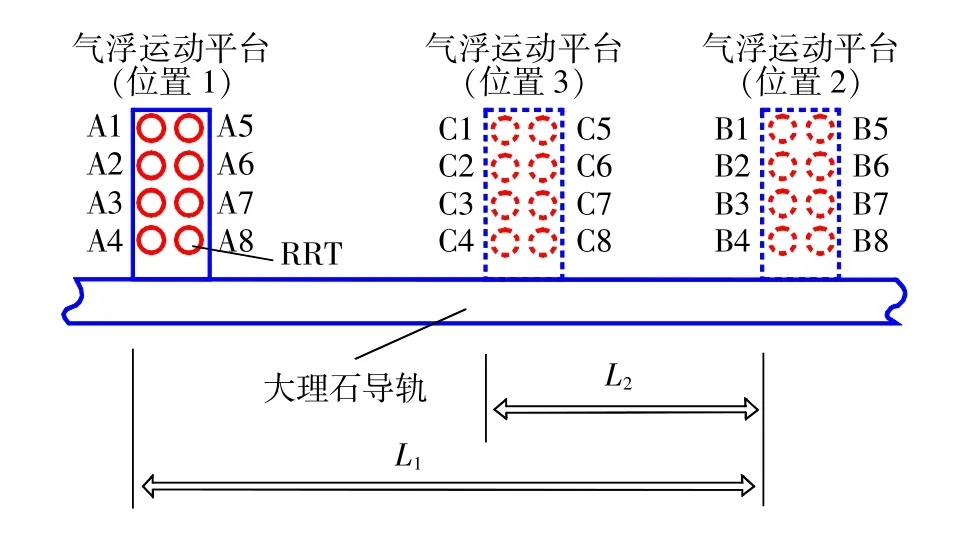
图12 标准长度法实验装置示意图
本文对国外检定工业摄影测量系统比较成熟的方法进行了详细介绍,并阐述了国内在该方面的研究进展,包括基准尺长度标定、相机重复性测试和相机外符合准确度的测试。
工业摄影测量系统检定程序的大方向应该是:1)对基准尺长度的检定;2)相机系统测量重复性的检定;3)采用标准长度检定相机系统,且在X、Y、Z方向上都应该有标准长度。
[1]冯其强,李广云,李宗春,等.数字工业摄影测量技术及应用[M].北京:测绘出版社,2013:1-2.
[2]李广云,李宗春.工业测量系统原理与应用[M].北京:测绘出版社,2010:76.
[3]黄桂平,钦桂勤,卢成静.数字近景摄影大尺寸三坐标测量系统V-STARS的测试与应用[J].宇航计测技术,2009(2):5-9.
[4]冯其强,李广云,李宗春.工业数字摄影测量系统及应用[C]∥测绘通报测绘科学前沿技术论坛论文集,北京:中国地图出版社,2013:1-7.
[5]卢成静,黄桂平,李广云.数字摄影测量用于天线热变形测量的准确度测试[J].测绘通报,2007,(7):5-7.
[6]卢成静,黄桂平,李广云.V-STARS工业摄影三坐标测量系统准确度测试及应用 [J].红外与激光工程,2007,36(6):245-249.
[7]贾盛举,于晶涛.数字近景摄影测量在工业检测中的应用[J].测绘学报,2002,31(5):61-65.
[8]甘晓川.数字近景摄影测量系统中相机校准和长度测量误差校准[D].北京:中国计量科学研究院,2012.
[9]甘晓川,赫明钊,李连福,等.一种摄影测量基准尺的校准方法及不确定性分析[J].计量学报,2012(5):33-37.

图7 浅水测试场布局
5 结束语
浅水安装测试的建造无论是对我国掌握关键的安装测试技术,还是对国内自主研发水下生产设施的测试验证都具有重大意义。
通过对国外公司的浅水安装测试内容分析得出,浅水测试是对陆地SIT测试的补充测试,只有在陆地测试无法进行或有必要对水下安装进行进一步验证时才采用。考虑到我国的实际情况,目前已制造出了一批水下产品样机,未来将陆续制造出相关的水下产品。然而,该产品的一大特点就是具有高风险性,为了降低这一风险,我国迫切需要浅水测试水池对相关水下产品的性能进行验证。
总之,在调研国外场地以及国内测试需求的基础上,对浅水测试场进行了前期规划,使得该水池既可以满足国际上绝大多数水下生产设施的测试需要,又保留了一定的功能扩展空间,对我国浅水测试能力的提高以及测试技术的发展具有参考价值。
参考文献
[1]ISO 13628-1—2005Petroleum and natural gas industries design and operation of subsea production systems.Part 1 general requirements and recommendations[S].2005.
[2]ISO 13628-1—2005Petroleum and natural gas industries design and operation ofsubsea production systems. Part1:General Requirements and recommendations[S]. 2005.
[3]ISO 13628-2—2006Petroleum and natural gas industries Design and operation ofsubsea production systems Part2:Unbonded flexible pipe systems for subsea and marine applications[S].2006.
[4]ISO 13628-4—1999Petroleum and natural gas industries design and operation of subsea production systems Part 2:subsea wellhead and tree equipment[S].1999.
[5]ISO 13628-7—2005 Petroleum and natural gas industries design and operation of subsea production systems Part 2:completion/workover riser systems[S].2005.
[6]梁稷,姚宝恒.水下生产系统测试技术综述[J].中国测试,2012,38(1):38-40.
[7]Odvaje G,Petrobras,Villa A M,et al.VASPS Installation and Operation at Campos Basin[C]∥OTC,2002.
[8]Aames K,Lesgent J,Hubert J.Thermal design of a dalia SPS deepwater christmas tree-verified by use of full-scale and numerical simulation[C]∥OTC,2005.
Research progress on calibrating methods of industrial photogrammetry system
HUANG Guiping1,2,WANG Weifeng1,XUAN Yabing1,DUAN Ling3
(1.North China University of Water Resources and Electric Power,Zhengzhou 450045,China;2.Chenwei Tecnology Co.,Ltd.,Zhengzhou 450001,China;3.China National Erzhong Group Co.,Deyang 618000,China)
It is nearly ten years since industrial photogrammetry system has been introduced to our country.It makes great contributions to our country’s industrial system as it has many advantages such as high-precision,high-speed,optical probing,action measuring.However there has no suitable method to evaluate the system’s measuring accuracy in our country.The method which are used by PTB,GSI,LNE and GMS are talked,some other methods which have been reached in our country are also talked.In this way,it may give some useful suggests for working out calibration method of our country in industrial photogrammetry system.
industrial photogrammetry;calibration methods;camera;network
A
:1674-5124(2015)07-0010-06
10.11857/j.issn.1674-5124.2015.07.003
2014-12-09;
:2015-02-31
国家科技重大专项(2009ZX04014-093)
黄桂平(1973-),男,江苏常州市人,副教授,博士,研究方向为工程与工业摄影测量。
