影响波分复用器信道间隔的制作条件研究
2015-03-06吕春晓
吕春晓
(山西农业大学信息科学与工程学院,山西太谷030801)
影响波分复用器信道间隔的制作条件研究
吕春晓
(山西农业大学信息科学与工程学院,山西太谷030801)
近年来随着光纤的问世,光网络也慢慢被广泛的应用,这使得波分复用技术的应用及其制作工艺显得尤为重要。目前熔锥型波分复用器的制作工艺已被广泛应用于生产中,但由于对其制作条件研究比较单一,造成生产上成品率不高。在此通过用熔融拉锥法制作1×2波分复用器时,分别在不改变其他参数的情况下采用不同制作周期,不同氢气流量和不同拉锥速度,并发现这些制作条件会对波分复用器信道间隔造成一定影响,同时利用的热力学中的有效加热时间和激活能对出现的现象及结果进行了解释。
熔融拉锥;波分复用器;信道间隔;有效加热时间;激活能
0 引言
波分复用(WDM)技术[1]是指用某种方法将在同一根光纤中传输的几种不同波长光信号分开的通信技术。熔锥型波分复用器按复用信道间隔的不同可划分为:信道间隔小于2 nm的为密集波分复用器;信道间隔大于2 nm小于50 nm的为粗波分复用器,信道间隔大于50 nm的为宽波分复用器。本文研究的主要对象为宽波分复用器。
波分复用系统中的关键器件是波分复用器。目前工业上制作波分复用器的主要方法为熔融拉锥法,早在1988年,M.Eisenmann等人从光的耦合性考虑,利用熔融拉锥法实现了1 300 nm处100~300 nm的任意两间隔的复用,但他忽略了热力学影响在熔融拉锥中的作用,在工业生产上产生了一定的局限性[2]。在本课题中讨论了用熔融拉锥法制作1 310 nm/1 550 nm的波分复用器时,制作周期、氢气流量以及拉锥速度对波分复用器信道间隔的影响,以便生产出插入损耗、隔离度及可靠性较好的波分复用器件。
1 熔融拉锥技术及耦合原理简单的介绍
所谓的熔融拉锥法是指将两根剥去涂覆层的光纤用打绞或夹具彼此靠近,并在氢气燃烧的高温条件下熔融并拉伸,形成波分复用器耦合区L,且原来的包层变为纤芯。光在耦合区中由原来的纤芯包层全反射变为纤芯空气的全反射,同时通过电脑对耦合比与拉伸长度进行监控来控制熔融拉锥时间,拉锥结束后在靠近加热区形成双锥波导结构,如图1所示,同时其耦合比不仅与拉伸长度有关,还与输入的波长有关。若将波长为λ1,λ2的光从输入端输入,通过耦合区后两不同波长的光分别从直通臂和耦合比输出,同时将λ1,λ2的差称为此波分复用器的信道间隔。

图1 熔融拉锥耦合器结构
其中可用模式的横向耦合来描述[3]其耦合臂输出功率:

式中:w为耦合区宽度,它可以近似的等于加热宽度;C是耦合系数。通过建立不同的模型和简化,可以计算出耦合系数C。
两根光纤的熔融情况可以理想地将锥形区域及耦合区域的截面近似为相切的两个双圆,这时D=d/r=2。其中d为两根光纤纤芯之间的距离,r为光纤纤芯半径;那么熔锥型单模光纤耦合系数Cw表达式形式为:

式中:V为光纤参量;Δ为跃阶光纤折射率剖面参量;U∞为纤芯参量。
熔锥型耦合的另一种经典近似模型是强融模式,这时耦合区域的横截面被近似为矩形,融合系数CS的表达式为:

式中:n为光纤包层折射率;λ是光源的工作波长;V是归一化频率;r是光纤半径。
2 对于熔融拉锥法热力学讨论
在1996年,Yoshiaki Takeuchi在熔融拉锥法[4]中提出了有效加热时间te和激活能Ea,有效加热时间te为:

式中:ts为实际加热时间并通过实验证明te与信道间隔成反比。
激活能Ea表示在熔融拉锥过程中,一个硅原子离开原平衡位置迁移到另一个平衡或非平衡位置所需要的能量,它表征了在熔融耦合过程中光纤的黏度。

式中:R为气体常数;A随Δλ成正比变化;T为温度。
3 实验与分析
在制作1 310 nm/1 550 nm波分复用器时,在不同的拉锥条件下,对拉锥过程中波长为1 310 nm的光功率在通道2中的变化进行实时监控。并对耦合臂分光比小于0.1,附加损耗小于0.2的器件进行测试(对符合这个条件的器件称为可测器件),实验参数如表1所示。

表1 实验参数
3.1 拉锥周期对信道间隔影响的实验与分析
采用Mathcad软件,通过式(1)~式(3)对强融、弱融的信道间隔进行模拟计算,其理论曲线如图2所示。在拉锥速度为0.1 mm/s,氢气流量为190 sccm,制作周期不同的波分复用器,对可测器件各5个信道间隔的平均值进行测试统计如表2所示,画出实验曲线并与强融和弱融的理论曲线进行比较,如图2所示。

表2 拉锥周期对信道间隔的影响

图2 拉锥周期对信道间隔的影响
从图2可知,实际的拉锥条件并不能单一的用强融或弱融来描述,其是一个变化的过程。拉锥长度较长,拉锥周期较大时,实际拉锥条件接近于强融;拉锥长度短,周期小时,实际拉锥条件接近于弱融。拉锥长度与拉锥周期成正比,在只改变拉锥周期其他条件不变的情况下,加大拉锥长度时,根据熔融拉锥中的热力学内容则有ts,te增大,由于信道间隔随te增大而减小,所以拉锥长度越大信道间隔越小。因此拉锥周期越大,信道间隔越小。
3.2 氢气流量对信道间隔的影响
在拉锥速度为0.1 mm/s,拉锥周期N=4的情况下,对氢气流量在200 sccm,190 sccm,180 sccm,170 sccm,160 sccm,150 sccm,140 sccm,130 sccm条件下制作的的可测器件各5个进行信道间隔测量并对其平均值进行统计,结果如表3所示,关系曲线如图3所示。
从图3可以看到信道间隔随氢气流量增加而减小。Hetherington曾指出氢氧根含量与二氧化硅黏度成反比,激活能随氢氧根含量增加而减小[6],即激活能与二氧化硅的黏度成正比关系。当氢气流量增加时,熔融温度升高,这时硅氧健被大量破坏,氢氧根含量增加[7],造成激活能减小,在有效加热时间不变的情况下根据公式(5)可知,激活能减小,A值减小,即信道间隔减小。所以当温度升高时,信道间隔减小。

表3 氢气流量对信道间隔影响
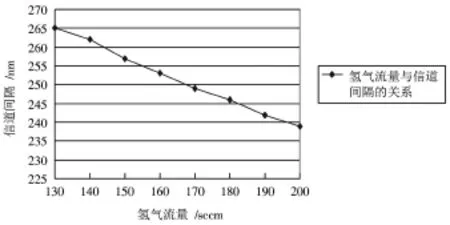
图3 氢气流量对信道间隔影响
3.3 拉锥速度对信道间隔的影响
在氢气流量为190 sccm,拉锥周期N=4的情况下,制作对拉锥速度为0.25 mm/s,0.2 mm/s,0.15 mm/s,0.1 mm/s,0.05 mm/s条件下制作的可测器件各5个对其信道间隔进行测量并对其平均值进行统计,结果如表4所示,关系曲线如图4所示。

表4 拉锥速度对信道间隔的影响
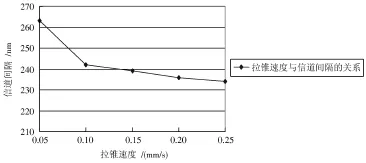
图4 拉锥速度对信道间隔的影响
从图4中可知信道间隔随拉锥速度增大而减小,光纤表面张力与氢氧根含量成正比[8]。速度增大时,光纤由于被拉伸造成表面张力增大,氢氧根含量增加,激活能量减小;但同时由于速度的增大造成te减小,所以公式(5)两边都变大,其变化大小为Δ[exp(-Ea/(RT))]≥1,所以这时A减小,即Δλ减小,公式(5)才成立。因此拉锥速度越大,信道间隔越小。
4 结论
通过实验及一些理论上的分析,熔融拉锥过程实际上就是有效加热时间及激活能的改变,通过对过程的分析总结出如下结论:
(1)通过不同拉锥周期下的实验与理论信道间隔曲线的对比可知实际的拉锥模型是介于强融于弱融之间的,且拉锥周期小时接近于弱融模型,拉锥周期大时接近于强融模型。并通过不同周期下的信道间隔曲线可知,周期越大信道间隔越小,其主要是由有效加热时间与信道间隔成反比这一原因造成的。
(2)通过不同氢气流量下制作的WDM信道间隔曲线可知氢气流量增大时,信道间隔减小,其主要是由氢气流量增加,氢氧根含量增加,激活能减小这一原因造成的。
(3)通过对不同拉锥速度下制作的WDM信道间隔曲线可知拉锥速度减小时,信道间隔增大,其主要是由速度增大时氢氧根的含量增加,激活能减小这一原因所造成的。
[1]胡先志,张世海,陆玉喜,等.光纤系统工程应用[M].武汉:武汉理工大学出版社,2003.
[2]EISENMANN M,WEIDEL E.Single-mode fused biconical couplers for wavelength division multiplexing with channel spacing between 100 and 300 nm[J].Journal of Lightwave Technology,1988,6(1):113-119.
[3]吴重庆.光波导理论[M].北京:清华大学出版社,2005.
[4]TAKEUCHI Y.Thermodynamic analysis of WDM fiber coupler fabricated by using a microheater[J].Journal of Non-crystalline Solids,1996,20(3):272-278.
[5]HETHERINGTON G,JACK K H,KENNEDY J C.Viscosity of vitreous silica[J].Physics Chemistry Glasses,1964,5(5):126-130.
[6]BRUCKNER R.Properties and structure of vitreous silica[J]. Journal of Non-Crystalline Solids,1971,5(3):177-216.
[7]KAISER P.Drawing-induced coloration in vitreous silica fibers [J].Journal of the Optical Society of America,1974,64(4):475-481.
[8]MOOR D R,TEKIPPE V J.Wavelength-dependent coupling in single-mode fused biconical taper couplers[J].Proceedings of SPIE,1986,722:1-11.
Research on production conditions influencing on WDM channel spacing
LÜ Chunxiao
(College of Information Science and Engineering,Shanxi Agricultural University,Taigu 030801,China)
With the appearance of optical fiber in recent years,the optical network is widely used,which makes the application of the wavelength division multiplexer(WDM)technology and its production craftsmanship become very important.The production craftsmanship of the fused taper WDM has been broadly applied in production presently.Since the study on production conditions is limited,the rate of finished products is low in production.When the 1×2 WDM is produced with the fused biconical taper(FBT),the different production cycles,different hydrogen flows and different tapering speeds are adopted respectively in the condition of remaining other parameters invariant.It is found that the conditions have some influence on the WDM channel spacing.The appeared phenomenon and results are explained by the effective heating time and activation energy in thermodynamics.
FBT;WDM;channel spacing;effective heating time;activation energy
TN253-34
A
1004-373X(2015)23-0157-03
10.16652/j.issn.1004-373x.2015.23.041
吕春晓(1986—)女,山西大同人,硕士,助教。主要从事电子、光纤通信方面的研究。
2015-07-06
山西农业大学科技创新基金(20142-18)
