基于混合遗传算法的车间调度研究
2015-03-02冯世扣
冯世扣,鲍 敏 ,张 伟
(浙江理工大学机械与自动控制学院,浙江杭州310018)
0 引 言
生产车间调度是离散制造系统中关键的一个环节,车间调度通过合理分配现有的资源、安排零件加工次序和加工时间,能够有效的提高生产效率,对车间调度进行研究具有深远的意义[1-2]。生产车间调度问题种类繁多,本研究主要针对单件作业车间调度问题(job shop problem,JSP)。在用遗传算法求解JSP 问题时,初期种群之间差异非常大,很容易造成整个种群过早收敛,算法后期种群趋于一致,个体之间优势不明显,导致种群进化停滞不前[3-5]。为了使调度方案更实用高效,遗传算法得到不断改进和发展。Parviz Fatah[6]在求解过程中建立一个数学性规划模型,用启发式遗传算法结合模拟退火算法求解;张超勇[7]设计了一个种基于工序和机器编码的改进遗传算法,具有更好的遗传特性;王万良等[8]提出了改进自适应遗传算法,改进自适应遗传算法提高了获得最优解的速度;Victor 等[9]改进了混合遗传算法的交叉操作,并将改进的算法应用与车间调度问题中。
本研究针对遗传算法搜索效率低,易于过早收敛等缺点,提出一种新的混合遗传算法。这种算法核心在于:在每一代遗传进化过程中,引入退火思想,在迭代初期退火算法具有很高温度,此时算法有很强的概率突跳性,有利于打破过早收敛问题;引入自适应交叉和变异概率,能使算法在优化过程中自动改变交叉和变异概率,避免盲目交叉,从而提高搜索效率;设计新型的交叉和变异算子,以避免交叉后产生不可行解,相对于传统的算子新算子能够使种群更加的多样化,从而提高找到最优解的概率。
1 JSP 问题的数学模型
JSP 问题主要研究n 个工件(J1J2…Jn)在M 个机器(M1M2…Mn)上完成加工,每个工件有k 个工序,每个工序在不同的机器上完成,相应的完成时间也不同。JSP问题的目标就是通过优化工件在机器上的加工顺序,使加工完成的时间最短。通常JSP 问题有以下假设:
(1)不同工件的工序不存在先后顺序的约束。
(2)各个工序一开始加工就不能中断。
(3)每台机器可以加工不同工件的不同工序,但一台机器不能同时加工多种工序。
(4)每一个工件只有当前一个工序完成加工后,才能开始加工该工件后一道工序。
(5)每一个工序的加工时间和加工机器都是预先给定的。
JSP 问题的数学描述如下:

式(1)表示目标函数。式中:Cik—工件i 在机器k上的完成时间;n—工件数;m—机器数。
式(2)表示各工件的加工先后顺序。式中:cjk,tik—工件j 在机器k 上的完成时间和加工时间;M—一个足够大的正整数,如果工件j 比工件i 先在机器k 上加工,则xijk为1,反之为0。
式(3)表示工艺条件约束下各工件的加工顺序。其中:如果机器h 优先与机器k 加工工件i,则aijk为1,反之为0。
另外对一些符号作如下说明:
(1)加工时间矩阵T。T(i,j)表示加工第i 个工件的第j 个工序所用的时间。
(2)机器顺序矩阵J。J(i,j)表示加工第j 个工件的第j 个工序所用的机器号。
2 混合遗传算法的设计
在用混合遗传算法求解JSP 问题的过程中,关键步骤包括设计编码和解码方式、确定目标函数、设计遗传算子、确定遗传参数以及设计模拟退火过程等。
2.1 染色体编码
编码是遗传算法求解调度问题的关键,本研究采用基于工序的编码方式,该编码方式可以避免产生不可行解和死锁现象。当求解n 个工件在m 台机器上加工的问题时,染色体的基因数等于全部工序的数,为n·m 个。每一个工件的工序都用相应的工件号表示,第i 次出现的工件号就表示加工该工件的第i 道工序。如个体[2 3 1 2 3 1 1 2 3]表示3 个工件在3 台机器上加工,该染色体的加工顺序为工件2,工件3,工件1,工件2,工件3,工件1,工件1,工件2,工件3。
2.2 染色体解码
对于已有的染色体,结合机器顺序矩阵,可以得到加工所有工序的机器序号,从而得到一个有效的生产调度。
2.3 适应度值
适应度值用来衡量个体适应环境的能力,适应度值越大越优秀,遗传到下一代概率越大[9]。对于车间调度问题,适应度值是加工完成所有工件的时间Cmax的最小值。
式中:Cmax—加工完成所有工件的时间。
2.4 选择算子
选择算子是选择种群中高适应度值的个体进入下一代的操作。本研究采用比例选择方式,即被选中个体的概率正比与个体的适应度值:
式中:Pi—选择的概率,F(xi)—个体适应值。
2.5 交叉操作
种群通过交叉操作产生新个体,从而推动种群进化,因此交叉操作是最重要的操作。对于JSP 问题,笔者采用传统的交叉操作,产生的新染色体可能存在某个工序的多余或缺失,因此交叉操作的难点在于如何保证交叉产生的新染色体是可行解。本研究设计了基于工件序号的交叉操作,具体步骤如下:
步骤1:从父代中随机选择两个个体P1P2,随机产生两个不同的随机数i1和i2(0 <i1,i2<n),然后把P1P2中i1和i2都提取出来,保存在新的基因串A1A2中,并且保持这些基因相对位置不变,P1P2中相应的基因位置用0 来代替。
步骤2:然后把A2的基因插入到P1中基因为0 的位置,产生子代B1,把A1的基因插入到P2中基因为0的位置产生子代B2。
步骤3:把子代B1所有基因向左移动一位,子代B2向右移动一位,分别得到最终个体C1C2。例如:
P1为:
P2为:
A1为:[4 3 4 3 3 4]
A2为:[3 4 4 3 4 3]
P1为:[0 2 0 1 1 0 2 0 1 0 2 0]
P2为:[0 2 0 0 1 2 2 0 0 1 1 0]
B1为:[3 2 4 1 1 4 2 3 1 4 2 3]
B2为:[4 2 3 4 1 2 2 3 3 1 1 4]
C1为:[2 3 1 1 4 2 3 1 4 2 3 3]
C2为:[4 4 2 3 4 1 2 2 3 3 1 1]
通过以上交叉产生的个体不存在某个基因多余或缺失的情况,都是可行解。步骤3 中将子代向左向右移动,可以提高种群多样性,避免遗传算法早熟。
2.6 变异操作
种群通过变异操作,产生新个体,在保证种群多样性的同时推动种群向前进化。本研究中变异操作具体步骤如下:首先随机选择一个个体,随机产生两个位置,将两个位置之间的基因片段逆转,获得新的个体。例如P1为[4 2 3 1 1 4 2 3 1 3 2 4],两个交叉位置Pose1和Pose2分别为4,9,则两个位置间的基因片段A1为:[1 1 4 2 3 1],通过逆转A1,得到新片段A2为:[1 3 2 4 1 1],最后用A2替换A1,得到子代B1为:[4 2 3 1 3 2 4 1 1 3 2 4]。
2.7 初始参数确定
在遗传算法中,交叉概率Pc和变异概率Pm会直接影响算法的收敛性。因此本研究对Pc和Pm进行重新的设计,Pc和Pm会随着适应度值变化而变化,具体如下:当个体的适应度值大于种群的平均适应度值时,该个体属于优良个体,应尽力保留,故Pc和Pm应该较小;反之,Pc和Pm应取较大的值。具体计算公式如下:
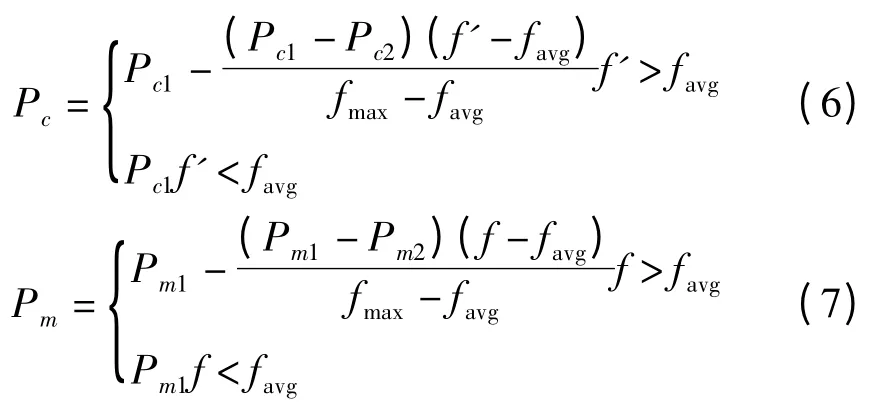
式(6~7)中:fmax—当代种群中最大适应度值,favg—当代种群适应度值的平均值,f'—两个交叉个体中较大个体的适应度值,f—要变异个体的适应度值。一般取Pc1=0.9,Pc2=0.6,Pm1=0.1,Pm2=0.001[10]。
2.8 模拟退火算法设计
本研究引入模拟退火算法中的Metropolis 接受准则使算法跳出局部最优解的“陷阱”。Metropolis 接受准则是以一定的概率P 来接受比原个体差的新个体,由该准则判断进过遗传算子的新个体是否替代父代个体,具体公式如下:

式中:T—模拟退火算法中的温度;Δf—经过遗传算子的新个体与原个体适应度值之差,若Δf 大于0,则接受适应值更高的新个体,否则产生一个[0,1]随机数b,若P >b,用新个体代替旧个体。
本研究给定初始温度T0,终止温度Tend,以及降温系数K,在每一次退温过程中,用Metropolis 接受准则决定最终的个体,直到达到温度达到Tend。
2.9 算法流程图
混合遗传算法流程图如图1 所示。

图1 算法流程图
3 仿真结果与分析
在混合遗传算法仿真实验中,笔者采用FT06 问题作为仿真案例[11],即6 个工件,6 台机器的调度问题。机器的顺序矩阵J 和加工的时间矩阵T 如下所示:
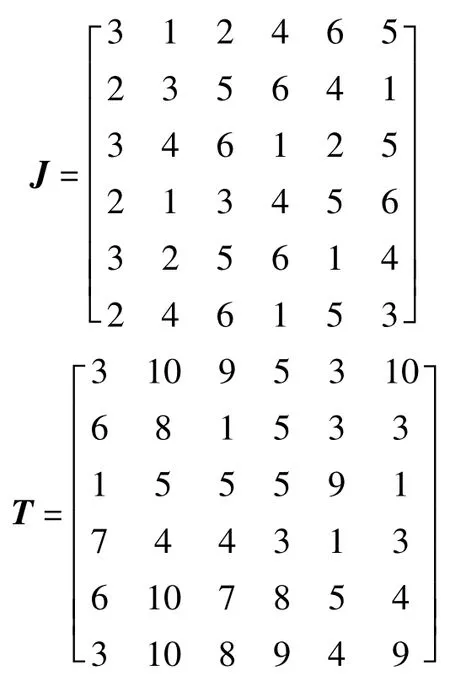
Matlab 仿真试验中,采用的初始参数为Pc为0.9,Pm=0.1,Size=40,T0=10 000,Tend=0.1,K =0.9。用混合遗传算法得到最佳个体为[3 3 2 6 1 1 3 2 6 4 2 4 5 3 4 6 2 1 1 1 5 4 5 2 3 6 5 2 3 4 5 5 6 1 6 4],需要的加工时间为55 s,达到该问题的最优解。算法收敛曲线如图2 所示,最佳个体的甘特图如图3 所示,即工件加工顺序图。

图2 收敛曲线图
为验证混合遗传算法的可行性,在同样的参数下,笔者分别用遗传算法和模拟退火算法求解FT06 问题,得到相应的结果,3 种算法的收敛曲线对比图如图4 所示。
从图2 中可以看到,混合遗传算法进过50 代完成了收敛,得到的最佳完工时间为55,与FT06 问题的最优解一致,表明混合算法具有一定的搜索精度和较高的效率。
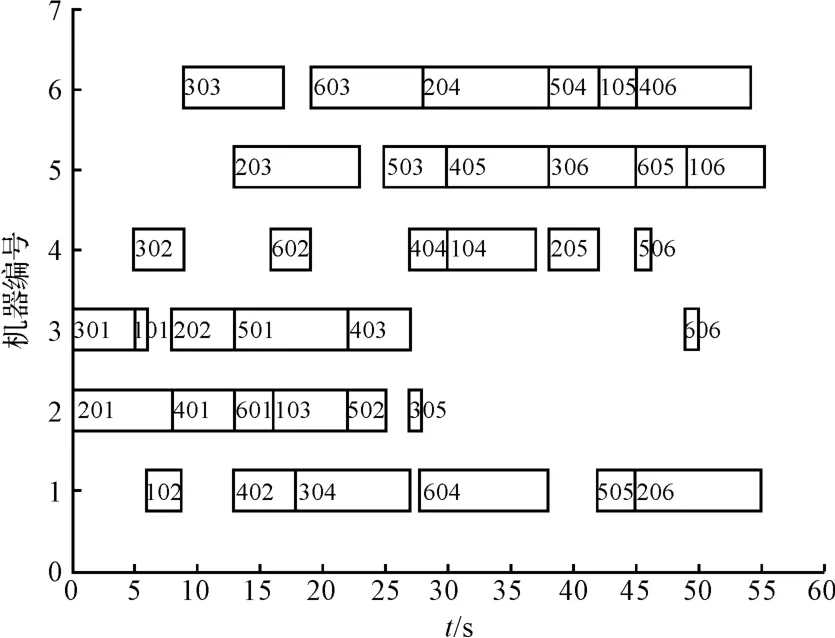
图3 生产顺序图
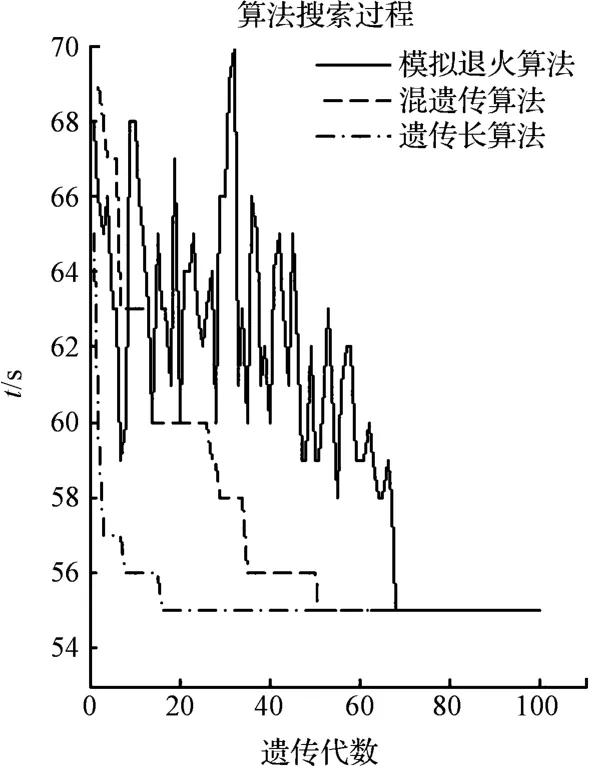
图4 3 种算法收敛对比图
从图3 中可以看到,每台机器加工工件的顺序,例如机器1 的加工工序顺序依次为工件1 第2 工序、工件4 第2 工序、工件3 第4 工序、工件6 第4 工序、第5工件第5 工序和第2 工件第5 工序。6 台机器上加工顺序包含了所有工件的所有工序,是一个完整的生产计划,也证明混合遗传算法编码方式避免了交叉和变异后产生非法个体。
3 种算法收敛曲线对比图如图4 所示。对比SA和GASA 曲线,可以看到SA 曲线前期有很大的波动,GASA 收敛更早,表明混合遗传算法能在全局进行搜索最优解,能够控制寻优方向,相对于SA 具有更快的搜索速度。对比GA 和GASA 曲线,可以看到GA 曲线前期收敛的非常快,在求解复杂问题时比较容易早熟,从而只求得局部解。GASA 曲线收敛较为平滑,能克服GA 容易早熟的缺点。
4 结束语
本研究描述了车间调度的数学模型,分析遗传算法在求解车间调度问题时存在的不足之处,重新设计基于工件编号的交叉算子和变异算子,优化了交叉和变异过程,同时采用自适应交叉和变异概率,避免遗传算法在迭代后期出现停滞不前的现状。同时笔者在优化过程中引入模拟退火算法,克服算法容易早熟的缺点。仿真结果显示混合遗传算法能够找到全局最优解,很好的解决JSP 调度问题。
本研究以产品的最小完工时间作为目标函数,找到了全局最优解,但实际生产过程中还应考虑客户满意度、生产成本、交货延期惩罚等其他指标,下一阶段应考虑多目标遗传算法的实现,提高算法实用性。
[1]邵新宇,饶运清.制造系统运行优化理论与方法[M].北京:科学出版社,2010.
[2]王 凌.车间调度及其遗传算法[M].北京:清华大学出版社,2003.
[3]吴 君,张京娟.采用遗传算法的多机自由飞行冲突解脱策略[J].智能系统学报,2013,15(1):90-92.
[4]CHUN B T,LEE S H. An efficient workload redistrbution algorithm in grid computing systems using genetic information[J].Convergence and Hybrid Information Technology Communications in Computer and Information Science,2012,310(2):164-171.
[5]ZHANG Jing-jie,XV Chong-hai,YI Ming-dong,et al. Design of nano composite ceramic tool and die material with back propagation neural network and genetic algorithms[J].Journal of Materials Engineering and Performance,2012,21(4):463-470.
[6]FATTAHI P,MEHRABAD S M,JOLAI F. Mathematical modeling and heuristic approaches to flexible job shop scheduling problems[J].Journal of Intelligent Manufacturing,2007(18):331-342.
[7]张超勇,饶运清,李培根.柔性作业车间调度问题的两级遗传算法[J].机械工程学报,2007,43(7):119-124.
[8]王万良.人工智能及其应用[M].北京:高等教育出版社,2008.
[9]YAURIMA V,BURTSEVA L,TECRNYJH A. Hybrid Flow Shop with Unrelated Machines Sequence Dependent Setup Time and Availability Constrain:an Enhanced Crossover Operator for a Genetic Algorithm[C]//Proceedings of the 7th international conference on Parallel processing and applied mathematics. Gdansk:[s.n.],2007:608-617.
[10]王万良,吴启迪,宋 毅.求解作业车间调度问题的改进自适应遗传算法[J]. 系统工程理论与实践,2004,20(2):80-83.
[11]王 凌.智能优化算法及其应用[M].北京:清华大学出版社,2001.