双源热压机快速恒温控制装置的设计及其控制流程
2015-03-02张素梅
张素梅
(福建农林大学材料工程学院,福建福州 350002)
双源热压机快速恒温控制装置的设计及其控制流程
张素梅
(福建农林大学材料工程学院,福建福州 350002)
对现有的单源热压机载热体输送装置进行改进,设计了一种以导热油为主加热源,以蒸汽为辅助热源,以水、冷导热油为冷却剂的人造板热压快速恒温控制装置;确定了温度串级-流量分程-时间程序混合控制系统及程序流程.该控制装置及系统可使不同冷、热载热体同时或分时进入热压板的相应孔道,实现双源同时快速加热、冷却,保温保压阶段快速达到恒温.
双源热压机;载热体;温度控制;控制流程
传统人造板热压一般采用蒸汽热压机,而蒸汽热压机以锅炉提供的饱和蒸汽为加热介质,以水为冷却介质,其热压温度的控制目前主要是采用PLC控制;蒸汽温度波动大,且饱和蒸汽随着温度的增加,压力也增大,使得温度控制的快速性及稳定性难度加大[1].而有机载热体导热油具有的在封闭状态以低压(一般不超过0.8 MPa)进行液相循环及传递热量、使用温度高达340℃等一系列优点,使其在人造板加工领域得到广泛应用.目前,人造板热压领域有机载热体的应用主要是将加热后的热油循环输送到热压板,对板坯进行热压胶合,其热压温度控制与蒸汽热压机一样主要是对加热源及加热设备采用PLC控制[1-2],温度变化慢,难以实现快速恒温控制.文献[3]对薄板热压快速达到恒温的控制方法进行了研究.对于人造板中三板典型的三段降压降温曲线所对应的热压过程[4],单源蒸汽热压机和导热油热压机的温度控制装置及控制方法都难以满足其要求.为此,研究一种快速恒温控制装置及控制方法,以实现双源同时快速加热、冷却,保温保压阶段快速达到恒温,保证整块热压板的温度分布均匀.
1 双源热压机快速恒温控制装置的组成及布置
1.1 载热体输送孔道结构
针对目前人造板热压机所使用的单源载热体蒸汽和导热油不能相混合等特点[5],对同时以蒸汽和导热油为加热源、以水和冷导热油为冷却源的双源热压机载热体输送管道进行重新设计.参考文献[6-10],对现有蒸汽热压机热压板孔道结构进行改进,设计出适合于冷热导热油和水或蒸汽同时或分时在不同孔道中循环输送的孔道结构及局部载热体管道结构[11](图1).热压板的规格尺寸为2600 mm×1400 mm,采用不同孔道间距和结构可得到热压板板面温差适合于合格品或优等品生产的结构尺寸[11-12].
1.2 快速恒温控制装置的组成及布置
为达到快速恒温控制,以热油为主要加热源,以蒸汽为辅助加热源,以冷水为主冷却剂,以冷油为辅助冷却剂,将热压板孔道温度与进油总管温度串联,构成温度-温度串级控制系统,冷、热导热油的流量采用分程控制[3].同时结合人造板热压工艺,采用流量分程-温度串级-时间程序复杂混合控制.考虑进板及卸板的需要,把导热油和水及蒸汽的进出口设置在与进板方向(纵向)平行的热压机两侧,设计的载热体输送及温度快速恒温控制装置如图2所示.
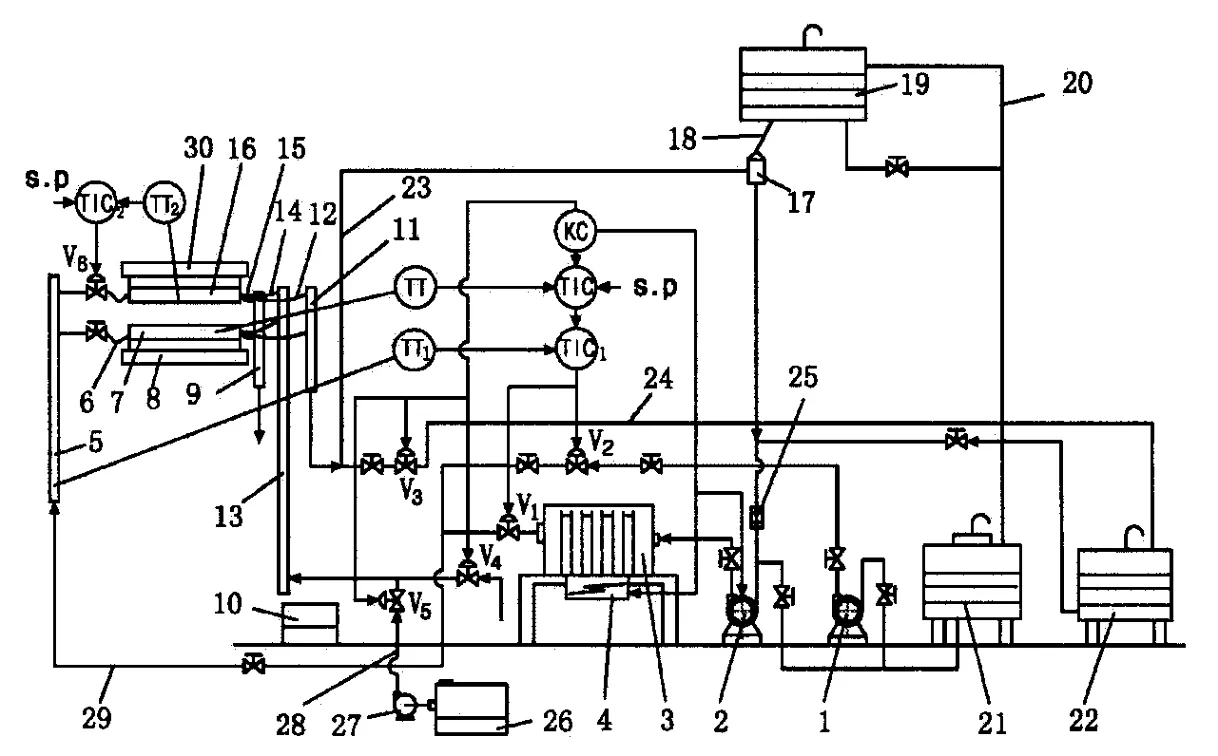
图2 载热体输送及温度控制装置布置示意图Fig.2 The layout sketch map of equipment for temperature control and heat carrier transport
温度控制装置由分别安装在冷热导热油、水及蒸汽输送管道系统中的各流量控制阀和输送泵,以及加热器控制装置、热压板温度及导热油温度检测控制系统、时间程序控制器、控制单元组成.导热油输送管道系统主要由热油流量控制阀V1、热油输送泵b、冷油控制阀V2、冷油输送泵a、滞留热油导出控制阀V3、上压板导热油控制阀V6组成;水及蒸汽输送管道系统主要由冷却水控制阀V4、冷却水导出及辅助加热的蒸汽输送泵c及蒸汽控制阀V5组成;加热器控制装置包括油炉加热器和蒸汽发生器电源开关等.
热压板温度及导热油温度控制系统由上热压板温度控制系统、下热压板温度控制系统和导热油温度控制系统、控制单元组成.上热压板的温度控制系统主要由上压板温度检测变送单元TT2、温度控制器TIC2和控制阀V6组成;下热压板温度控制系统由下压板温度检测变送单元TT、主控制器TIC、副控制器TIC1、分程控制阀V1和阀V2组成,下压板温度控制系统构成了温度串级控制系统中的主回路;导热油温度控制系统主要由进油总管温度检测变送单元TT1、副控制器TIC1、控制阀V1和V2组成,导热油温度控导系统构成了串级控制系统的副回路;主控制器TIC、副控制器TIC1和时间程序控制器KC安装在控制单元中.
导热油加热时的膨胀及其中的气体、水分和低挥发组分分离装置由油气分离器、膨胀管、膨胀槽、排气管、溢流管、过滤器组成,并按标准及安全要求进行布置和安装[13-15].
2 快速恒温控制方法及程序流程
2.1 快速恒温控制方法
采用下热压板温度控制系统中的主控制器TIC、导热油温度控制系统中的副控制器TIC1与时间程序控制器KC相串联构成的复杂混合控制系统,对安装在2种不同冷、热载热体的各管道中的流量控制阀、输送泵及加热器进行控制;以主控制器TIC的输出信号作为副控制器TIC1的给定值,而副控制器TIC1输出信号的不同范围将分别控制阀V1和阀V2的阀门开度,主控制器TIC与副控制器TIC1串联.当干扰作用引起进油总管的油温和热压板温度发生变化时,先通过副回路快速克服这些波动,使进油总管中的油温快速达到恒定;再由主回路进行精确细致的控制使热压板温度达到恒温,主、副回路协调动作使得热压板温度快速达到恒温.进入上压板导热油温度的控制同样先由副回路进行快速调节,再由上压板温度控制系统进行精确控制.
2.2 快速恒温控制程序流程
根据三板典型三段降压降温曲线对应的热压过程设计的程序流程图见图3.分程串级控制系统可采用DeltaV控制系统或Honeywell TDC300集散控制系统中的相应模块进行组态[16-17].
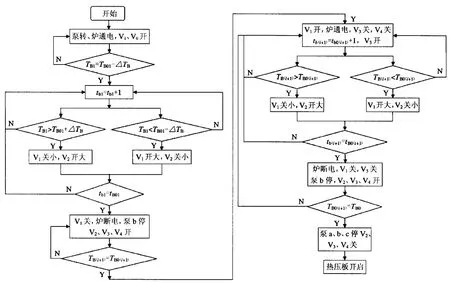
图3 程序流程图Fig.3 Program diagram
图3中TB(i+1)表示热压板的实时检测温度;TB0(i+1)表示各保压保温阶段的温度设定值;TB0(i+1)±△TB表示温度的变化范围;△TB表示工艺允许的温度波动幅值;tbi=tbi+1表示时间程序控制器KC实时计时时间.当tbi=tbi+1=tB0i时保压保温结束,tB0i为设置的保压保温时长.i与降压降温进行冷却的次数相对应,如第1次保压保温,i=0;第1次冷却,i=1;第2次冷却,i=2,依此类推.
3 小结
(1)采用双源热压机快速恒温控制装置,使不同冷、热载热体同时或分时进入热压板的相应孔道,以实现双源同时快速加热、冷却,保温保压阶段快速达到恒温,热压板温度分布均匀.蒸汽发生器结构简单,便于实现自动控制.
(2)该控制装置可用于单层热压机或多层热压机,多层热压机取各下压板的温度平均值作为主回路的温度输入信号,适用于薄板及厚板的热压胶合.导热油加热源可以是电源或燃料气和燃料油.上、下热压板温度控制可各自独立完成.冷却阶段可根据需要进行快速冷却或慢速冷却.慢速冷却时用冷油冷却即可,无需用水.加热阶段若同时用导热油和蒸汽加热,可缩短加热时间;也可切除蒸汽通路,只用导热油加热.
[1]胡代赘,陈波,涂淑平.PLC在导热油加热冷却系统中的应用[J].工业控制计算机,2007,20(11):69-73.
[2]大阳日酸株式会社.载热体加热冷却装置以及载热体温度控制方法:中国,CN 101801519 A[P].2010-08-11.
[3]张素梅.人造板热压机温度分程-串级控制系统的开发[J].木材工业,2012,26(6):50-53.
[4]华毓坤.人造板工艺学[M].北京:中国林业出版社,2002:235.
[5]孙军.热油供热系统及在人造板热压机中的应用[J].林产工业,2004,31(2):48-50.
[6]吴限,李淳.热压板的的气导设计[J].林业机械,1995(6):13.
[7]骆金平.热压板汽孔钻向问题的研究[J].林产工业,1999,26(3):17-20.
[8]朱瑞华.以导热油为热介质的压板管路设计问题探讨[J].人造板通讯,2002(10):9-11.
[9]刘红,阮灵伟,蒋兰芳,等.基于ANSYS的热板温度场模拟与优化设计[J].磨具工业,2010,36(9):18-21.
[10]王野平,李翠娟,周韩.基于FLUENT的热压板通道布置设计优化[J].机械设计,2012,29(3):50-52.
[11]张素梅.热压板孔道结构及其传热仿真分析[J].福建林学院学报,2013,33(4):367-370.
[12]刘红,阮灵伟,蒋兰芳,等.基于ANSYS的热板温度场模拟与优化设计[J].磨具工业,2010,36(9):18-21.
[13]侯国华,郑久彬.导热油系统设计[J].化工设备与管道,2012,49(2):31 -33.
[14]岳勇,韩东太.燃油(气)有机热载体加热装置的调试及运行技术[J].工业加热,2007,36(2):56-58.
[15]赵志明.导热油载热体加热系统的设计概要[J].化工设计,2007,17(5):34-37.
[16]王立全,杨永红.串级-分程控制的设计及应用[J].石油化工自动化,2010(2):32-35.
[17]崔巍.基于TDC3000实现的分程控制系统的研究与实践[J].吉林化工学院学报,2009,26(1):61-64.
(责任编辑:叶济蓉)
Design and control diagram of the control equipment w ith quickly constant tem perature of hot-pressmachine w ith double energy
ZHANG Su-mei
(College of Material Engineering,Fujian Agriculture and Forestry University,Fuzhou,Fujian 350002,China)
The control equipment of quickly constant temperature using thermal oil asmain heating source,vapor as assistant heating source,water and cool oil as cooling source,was designed by improved hot-pressmachine of artificial platen with signal energy.The control system was constituted by temperature in channel of hot-press platen and temperature of heat carrier oil in top pipe and time program.The cool carrier and heat carrier transported in corresponding hole in hot-press platen simultaneously or in different time tomake hot-press platen quickly up to constant temperature by double heat carrier in control system.
hot-pressmachine with double energy;heat carrier;temperature control;control diagram
S777;TP205
A
1671-5470(2015)03-0333-04
10.13323/j.cnki.j.fafu(nat.sci.).2015.03.020
2014-07-16
2015-03-11
福建省自然科学基金资助项目(2012J01189).
张素梅(1965-),女,副教授.研究方向:林产品加工及装备、机械设计及理论.Email:zhangsm16305@126.com.
