大型异步立式循泵电机下端法兰面端面跳动分析
2015-03-02朱晓军
朱晓军
(1. 清华大学机械工程学院; 2. 上海电气集团上海电机厂有限公司, 上海 200240)
大型异步立式循泵电机下端法兰面端面跳动分析
朱晓军1,2
(1. 清华大学机械工程学院; 2. 上海电气集团上海电机厂有限公司, 上海200240)
摘要:在立式电机装配过程中,分析了大型异步立式循泵电机下端法兰面端面跳动的测量方式及具体要求。并通过超差原因的分析提出了相应的验证方式和解决措施,确保把端面跳动控制在合理的范围内。
关键词:立式电机;下端法兰面;端面跳动;解决措施
0引言
在大型异步立式循泵电机的实际装配过程中,对下端法兰面跳动值进行检测时,其波动范围较大,大则几十丝,小至几丝。以前由于客户对跳动值无特殊要求,只是测量作为厂内参考,也没有分析具体的原因,一直是一个技术盲区。但随着核电产品及一些特殊产品的发展,客户对下端法兰面跳动值提出了具体的要求,以满足现场安装需求。
1研究目的和意义
大型异步立式循泵电机,上轴承为滑动止推轴承结构,起轴向支撑及径向导向作用,下轴承为滑动或滚动轴承结构,起径向导向作用。端面跳动分析的意义如下:
对用户而言:立式电机一般作为泵站的动力电机,需与泵机配套使用。如果下端法兰面在合理的跳动值范围内,在整套机组的安装过程中,可以有效减少因法兰面跳动超差而造成电机轴与泵机轴连接后整个转子的摆渡超差的影响,提高电机的运行可靠性。
对制造商而言:测量下端法兰面端面跳动可检验电机单件质量和安装后整体累积误差是否达到要求,以及检验电机安装工艺是否有效。当端面跳动超差时,可以有目的地去寻找原因,避免漫无目的地挨个调试,从而缩短了电机的制造周期。
2测量方式及具体要求
测量方式:在完成定子、转子、上机架的装配及校正摆渡、调节气隙后,测量转子下端法兰面跳动。将水平长杆通过抱箍固定在转轴上,百分表固定在水平杆上,盘动转子带动百分表转动,测量下端面的跳动,见图1。

图1 测量端面跳动示意图
具体要求:见表1。
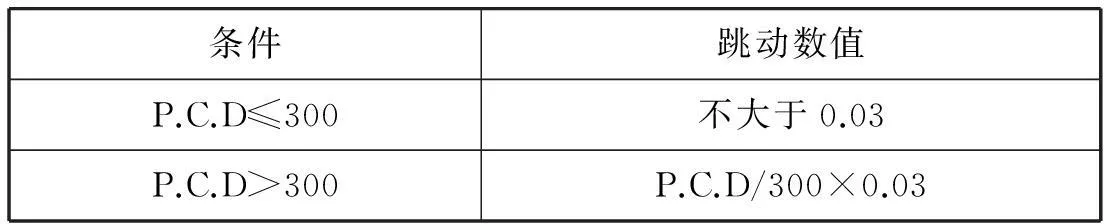
表1 端面止口跳动 mm
注:P.C.D —下端盖端面节圆直径
3原因分析
端面跳动的检测,主要是检查转轴与下端法兰面的垂直度,一般影响垂直度的因素如下:
3.1单件质量
重点零部件的加工精度及加工后的形位公差是否符合要求,如机座上下平面的平行度、推力头推力面与内圆轴线的垂直度、转轴轴伸档相对轴承档的同轴度、锁圈上下平面的平行度等形位公差若超出要求,会直接影响转轴与法兰面的垂直度。
3.2累积误差
零部件组装后的累积是否满足≤0.10 mm的要求。转轴与定子间的逐级接触顺序如下:机座下端法兰面→机座上端止口平面→轴承座上平面→承板支撑面→承板平面→垫圈→推力瓦→推力头→锁圈→转轴,若中间环节有累积误差超出的情况,也会影响端面跳动值。
3.3测量工具
测量下端法兰面跳动时,是延长杆通过抱箍固定在轴上,百分表固定在细长的延长杆上进行测量。细长杆的挠度变形及抱箍的松紧的稳定性都会对跳动值造成影响。
4验证方式
针对端面跳动超差的电机,对推力头、机座、转子等主要零部件测其形位公差,对定子、上机架装配后测量累积误差,判断单件质量及累积误差是否在合格范围内。
4.1定子与上机架累积误差
1) 立车夹盘上装等高块,车等高块平面,测等高块平面跳动值。
2) 定子机座吊放到等高块上,校定子铁心内圆的圆跳动≤0.05 mm。
3) 测定子机座下端止口平面的跳动值,要求在0.10 mm内。
4) 测定子机座上端法兰平面的跳动值,要求在0.10 mm内。
5) 装推力轴承座,测推力轴承座上端止口平面的跳动值,要求在0.10 mm内。
6) 装上机架,测承板上端平面的跳动值,要求在0.10 mm内。
7) 拆承板。
8) 测承板支撑面的跳动值,要求在0.10 mm内。
具体测量位置见图2,测量结果见表2。
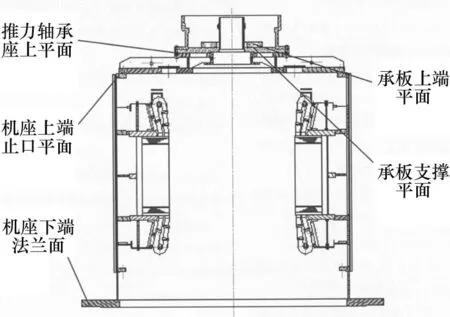
图2 定子与上机架的校调示意图

mm
定子与上机架装配后的累积误差最大为0.08 mm,可控制在0.10mm以内,基本满足装配要求,对端跳的影响很小,故可排除定子、上机架的单件及装配累积误差对端面跳动的影响。
4.2推力头
以推力头内圆止口为校调基准,校调至0.02mm,测量推力轴承法兰面、上端面导瓦面及下端面,沿圆周方向均匀8点,测量位置见图3,测量结果见表3。
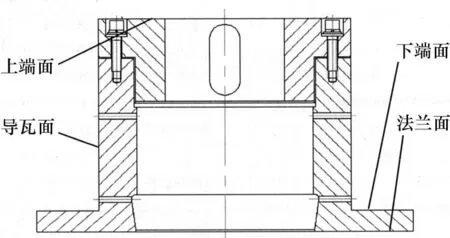
图3 推力头校调示意图

表3 推力头尺寸检测结果 mm
推力头各档尺寸最大偏差为0.01 mm,满足图纸要求,故推力头尺寸偏差对端跳的影响很小,可排除推力头尺寸误差对端面跳动的影响。
4.3转子
上机床校调转轴各档尺寸,圆周测8点,校调位置见图4,检测结果见表4。

图4 转子校调示意图
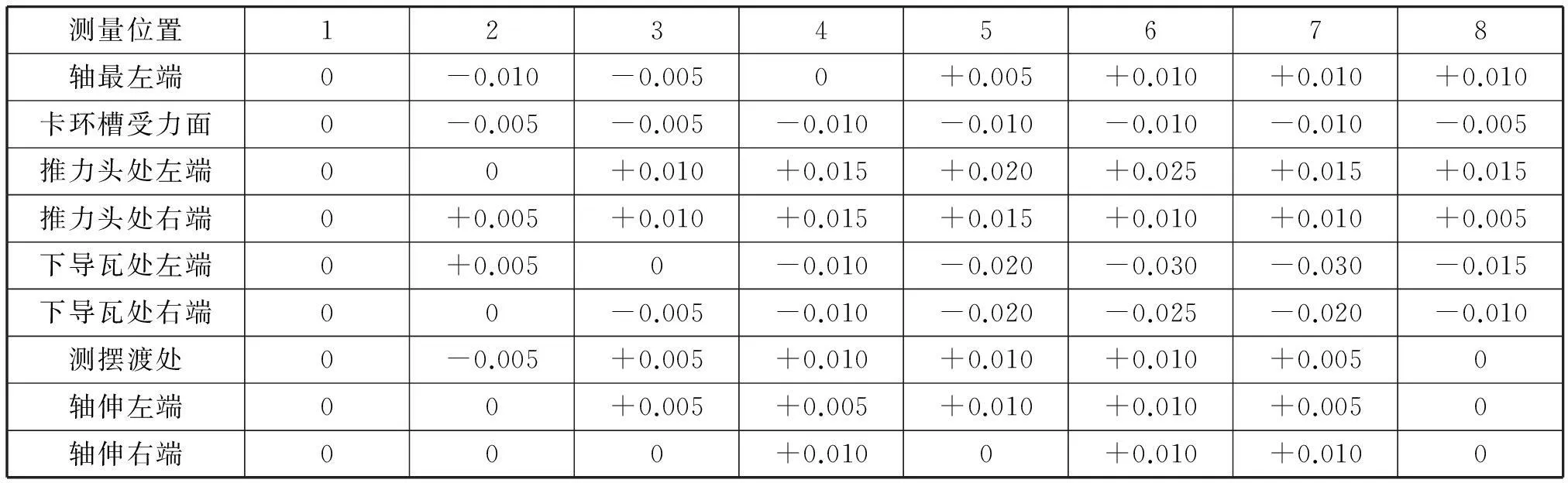
mm
转轴各档尺寸中最大偏差为0.035 mm,满足要求,故转轴各档尺寸误差对端面跳动的影响很小,可排除转轴尺寸误差对端面跳动的影响。
710 L,1 000 L,1 120 L,1 250 L立式电机都多次按照以上3点校调零部件的单件误差及装配后的累积误差,校调结果都基本符合要求,因此可排除单件误差及定子、上机架装配后的累积误差对端面跳动的影响。影响因素从装配过程中寻找,发现机座水平和摆渡是对端面跳动影响最大的两个因素:
1) 在装配过程中,发现定子机座的水平度(机座水平间接反应承板水平)对端面跳动的影响很大,机座水平度不好,导致转轴轴线与下端法兰面不垂直,造成端面跳动超差。
2) 在测量端面跳动之前,需校正电机的摆渡。
摆渡校正方式为:将百分表固定电机下端盖上,盘动转子,测量转轴的跳动值。摆渡是检查电机轴线对推力头镜板平面的垂直程度,见图5。而上机架又是安装在机座上,故摆渡也是转轴相对机座法兰面垂直度的间接考核方式。镜板平面外圆比下端法兰面外圆小很多,通过转轴的传递放大,使镜板与转轴的垂直偏差会放大体现在转轴与下端法兰面的垂直偏差,造成电机端面跳动超差。

图5 轴线与镜板平面示意图
5解决措施
1) 确保单件质量合格,尤其是机座、锁圈、推力头的单件质量,这三者直接影响轴线与镜板的垂直度,通过转轴传递放大到端面,影响端面跳动。
2) 根据定子机座大小,在装配平板上摆放4块等高垫块,吊定子放置在等高垫块上,垫块支撑在机壁拐角处,用平行平尺及水平仪测量机座上端面的水平度,通过调整等高快与机座下端面间的垫片,保证机座上端面的水平度偏差在0.10 mm以内,调节过程中,水平度偏差越小越好。
3) 转子装配后,预测气隙,旋紧上导瓦,将上导瓦与轴之间的间隙控制在0.05 mm左右,然后校正气隙至符合图纸要求,再校正摆渡,通过校正推力头位置或配磨锁圈将摆渡值控制在L×0.03 mm/m(L指测量位置距离镜板平面的轴向距离,单位:m)以内,调节过程中,摆渡值越小越好。
4) 端面跳动测量时,周围不允许有振动幅度大的设备运行,如行车等,避免这些设备的振动会造成测量工具的抖动,影响测量结果。
6结语
通过验证分析找到了影响端面跳动超差的原因,电机安装过程中,严格按照装配要求进行操作,大型立式循泵电机的下端法兰面端面跳动基本都控制在合格范围内。该文只是完成了端面跳动的初步分析,具体研究还需在后续的工作中进一步完善。
