静压轴瓦工具的设计与加工
2015-03-02郑成哲
郑成哲
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
静压轴瓦工具的设计与加工
郑成哲
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
摘要:阐述了加工电机转子大轴所应用的静压轴瓦的工作原理,详细介绍了设计静压轴瓦的方法和工艺过程。通过对静压轴瓦的设计方法的介绍,为相关设计与工艺人员提供了一定的参考与借鉴,对静压轴瓦使用与数据来源有了深入的了解与学习。
关键词:油膜;锡基轴承合金;油腔;研磨
0引言
电机转子大轴在粗加工或精加工时,要求大轴加工精度非常高,由于大轴重量可能会产生挠度发生变形,影响加工精度并损坏机床的精度,通过静压轴瓦的设计可以对转子大轴在轴承安装位置进行支撑,从而达到所要求的加工精度。
1设计要素
由于静压轴瓦与电机转子大轴要求有研磨工艺过程,达到形成油膜的条件,所以静压轴瓦上的油腔大小与封油边宽度都影响了油膜的厚度,而油膜的厚度影响转子大轴的加工精度,如果油膜太厚,可能达不到封闭油腔的压力要求,出现渗油或喷油的效果,如果油膜太薄,可能达不到润滑大轴的效果,可能会把转子大轴轴承安装位置划伤损坏,会造成非常严重的后果。决定油膜厚度的几个关键的因素:油腔大小、封油边尺寸、油压、流量与油的粘度。
2设计流程
首先估算油腔大小与封油边尺寸,油压与流量、油的粘度都是固定值。
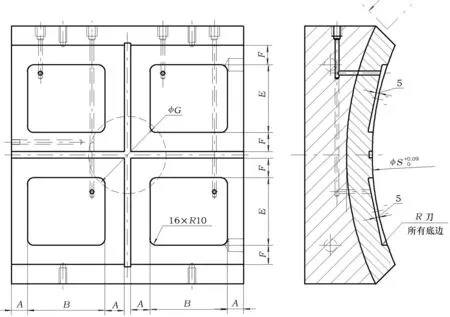
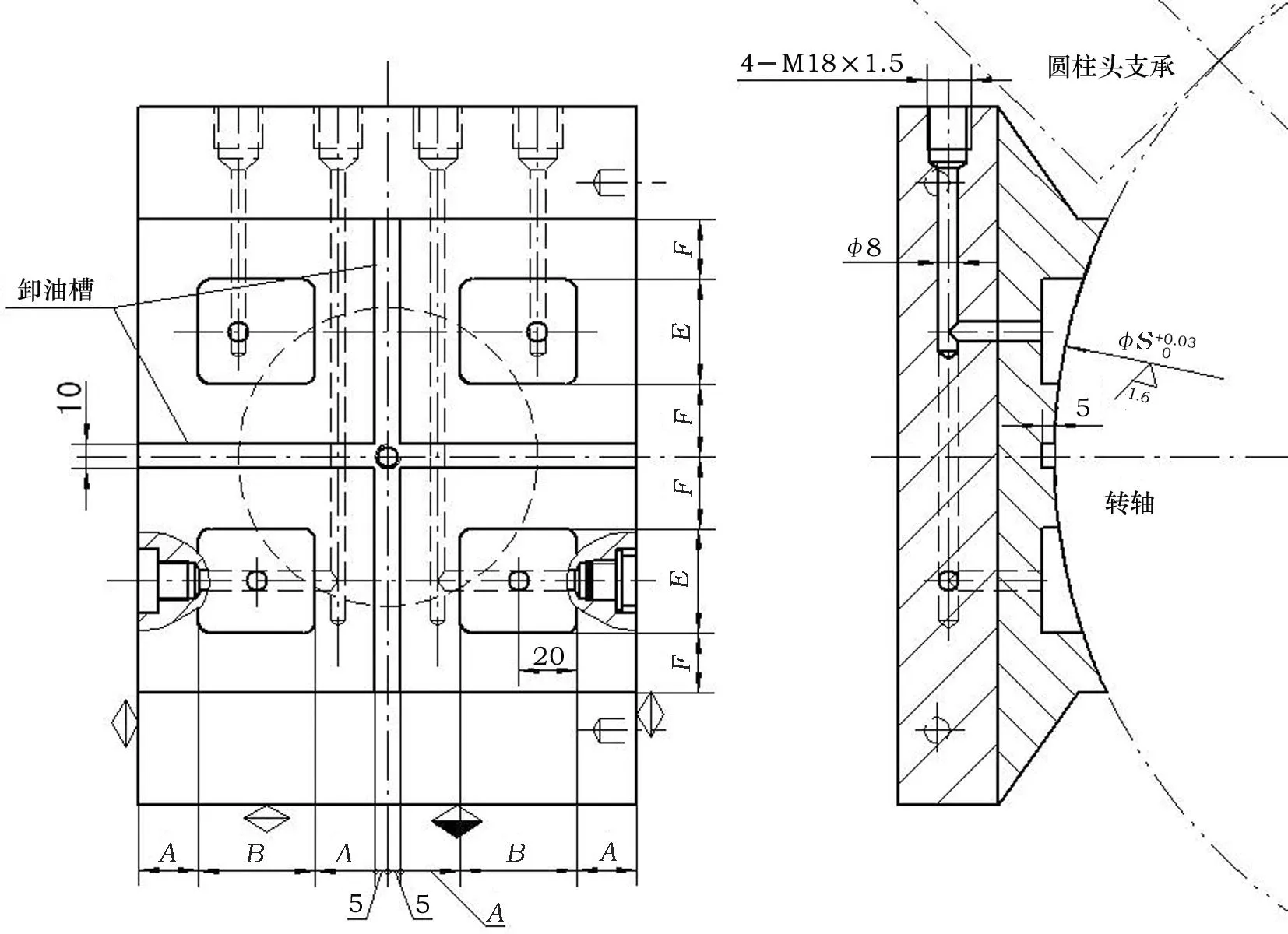
根据产品工件转轴需要支撑轴径长度确定的整体尺寸,确定转轴在工具使用状态时的重量估算一个外形尺寸,布置4个油腔位置,确定A,B,E,F值,如图1所示。
多油腔油膜支承能力强度验算:
验算油膜厚度0.05 动力粘度μt=5.88×10-8N·S/mm2 受压力面积 (mm2) G为静压瓦承受的重力(t),n为油腔数量。 验算油膜厚度结果0.05 验算油膜厚度结果h≥0.1 mm或小于0.05 mm为不合格,可以调整A,B,E,F值继续验算。 图1 设计要素 图2 瓦座尺寸 静压瓦的卸油槽一般宽度为10 mm,深度为5 mm,如果孔径布置需要钻通需要用内六角螺M16×1.5塞进行封堵,如图3所示。 图3 静压瓦的卸油槽结构 静压瓦的φS尺寸公差与产品转轴一致,方便与产品转轴研磨. 油腔边缘一般为R10圆角,油腔最少深度为5 mm,所有底面过渡圆角为R刀,为刀具默认圆角。 3工艺流程与规范 轴瓦瓦胚在毛坯状态时先进行去氢处理,加工外形和鸽尾槽后,镀锡浇铸轴承合金。浇铸后的轴瓦六面需精加工对90°作为后序的找正基准。粗铣轴瓦底面上的底座定位孔留精加工量。上镗床检测六面垂直度,镗工艺销孔。划弧面加工线,上立车,以底面找正四角误差≤0.05、找正销钉误差≤0.02后粗车弧面,进行UT探伤。合格后精车弧面和周向卸油槽到尺寸,要求圆柱度≤φ0.01。小数铣加工油槽和轴向卸油槽后进行PT探伤。座标镗加工底座定位孔、接头螺孔和油孔。钳工攻丝,对轴瓦全面清理,打钢印和字头,涂漆后交检入库。 与转子大轴进行研磨时要求首先检查静压轴瓦表面是否有尖棱尖角,防止划伤大轴,研磨前要求给研磨量为0.05 mm,研磨后要求与转子大轴密合接触。 4结语 此工具在我公司已非常广泛的使用,效果非常好,通过此设计要素的理论与加工工艺过程,形成许 应用过程也出现了许多问题和不足:1)在使用过程中,有飞溅的铁屑进入了大轴与轴瓦接触面内,造成了瓦面与轴面划伤,因此增加防护罩非常重要;2)在加工轴瓦过程中,油路内的铁屑没有清理干净,在使用过程中通过高压油掉入大轴表面,会划伤轴表面,因此清理加工后的铁屑相当关键;3)在使用过程中,由于锡基轴承合金比转子大轴硬度小,所以使用一段时间后,合金会变的很薄,甚至会将瓦胚磨出,划伤大轴,使用者建议增加合金厚度。但如果合金太厚可能造成合金有脱壳的可能,而且会使整个瓦座强度不好,那么合金厚度取一个中间合理值,就可以达到最佳效果。实验与经验表明,合金厚度取10~15 mm较为合理。 郑成哲,男,1975年生,高级工程师。1998年7月毕业于黑龙江八一农垦大学工程学院机械设计与制造专业,哈尔滨电机厂有限责任公司工装分厂工作,从事刀量具和夹具设计。 作者简介: