OPC在自动定量装车系统中的应用
2015-02-26朱方红
朱方红
(中国天辰工程有限公司,天津 300400)
OPC在自动定量装车系统中的应用
朱方红
(中国天辰工程有限公司,天津 300400)
稿件收到日期: 2015-06-23,修改稿收到日期: 2015-08-26。
摘要:自动定量装车系统通常会在控制室设置1套独立的监控系统以便于远程管理,该方案需要设置独立的操作站及专业的管理软件,增加了企业的投资和运营成本。针对某项目罐区装车系统的特点,通过OPC接口将装车系统现场的数据接入罐区DCS,无需在控制室单独设置独立的监控系统,优化了定量装车系统。结果表明: 该设计实现了对整个装车系统的监控管理,有效降低了成本,同时也有利于工厂的集中管理。
关键词:自动定量装车系统优化设计以太网控制室
1概述
自动定量装车系统的典型配置: 现场包括质量流量计、两段式开关球阀、防溢流报警器、防静电接地报警器和定量控制仪;在控制室设有独立的上位监控管理系统,包括工作站、打印机及相应的装车管理软件等。操作人员既可以通过定量控制仪在现场就地操作,也可以在控制室进行集中监控管理。
某项目罐区有7个装车栈台,每个栈台通过1个定量控制仪进行装车操作。定量控制仪预留有Modbus-RS-485的通信接口。利用此接口,通过串口联网服务器,把现场装车流程的信息接入罐区的以太网,罐区的操作站通过OPC接口读取定量控制仪上的信息,从而实现对整个装车系统的监控管理,不需要在控制室设置单独的装车监控管理系统。此优化设计不仅可以减少项目的固定投资,也可以降低工厂运营期间的成本,更有利于工厂的集中管理。
2系统架构和调试
2.1系统架构
定量控制仪通过RS-485通信电缆接入串口联网服务器的COM1口,为了提高数据传输的安全性和可靠性,该项目采用并联方式接入。所选择的串口联网服务器的接口是DB9针的,故RS-485的Data+(B)接DB9的第3针, Data-(A)接DB9的第4针。串口联网服务器与RS总线的接线方式见表1所列。
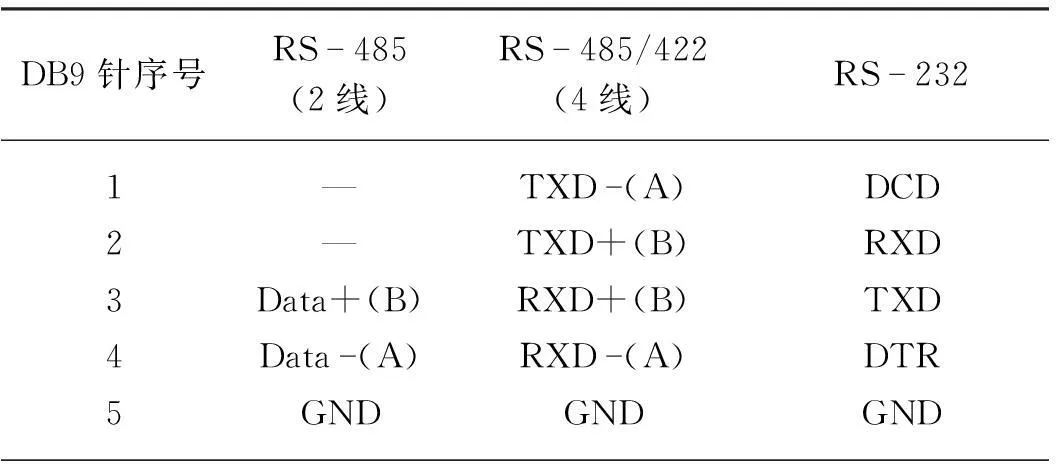
表1 串口联网服务器与RS总线的接线方式
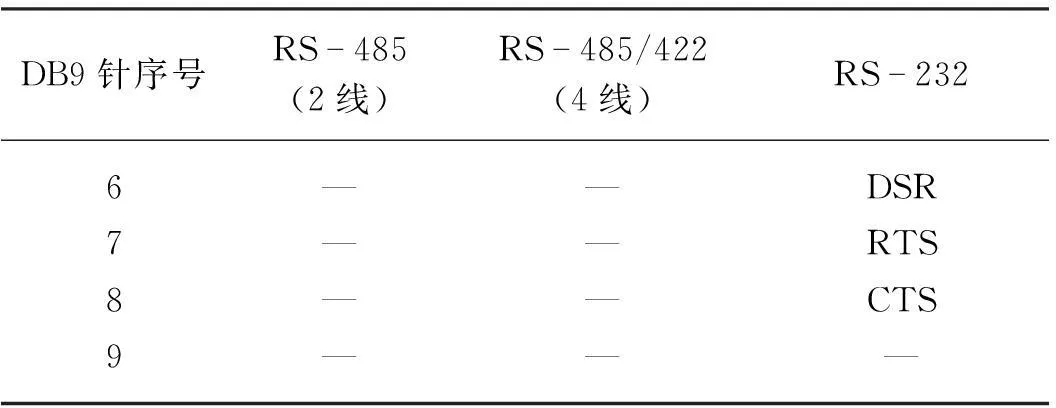
续 表1
由于装车栈台与罐区机柜间的距离较远,串口联网服务器发出的电信号需要先通过光电转换器转换为光信号,再接至罐区机柜间内的以太网交换机。
罐区的操作站设有OPC服务器,该项目采用的OPC软件为KepServerEX,上位监控软件通过OPC接口读写现场装车定量控制仪上的信息,具体的系统架构如图1所示。
2.2系统调试
1)配置串口联网服务器的端口参数、波特率、IP地址、选择通信协议(此处选择Modbus Serial,即Modbus RTU驱动)、现场定量控制仪的寄存器地址等。
2) 将串口联网服务器的COM1口和COM3口短接,在罐区操作站上通过Modbus测试软件测试是否可以正常接收和发送数据,以此判断串口联网服务器是否可以正常工作。
3) 将KepServerEX软件组态为OPC Server,运行后,通过DCS组态软件测试是否可以读取OPC Server上的数据。
4) 将串口联网服务器的COM1口与COM3口断开,并将COM1口连接至装车定量控制仪的RS-485总线上。
5) 通过KepServerEX软件逐台测试装车定量控制仪。

图1 自动定量装车系统架构示意
2.3注意事项
1) 上位机的IP地址需与串口联网服务器的IP地址在同一网段中。
2) Modbus协议中模拟量的寄存器地址段是4xxxxx(十进制),而开关量的寄存器地址段是1xxxxx(十进制),应注意根据变量类型选择合适的地址段。
3) 单精度型和长整型变量的长度(如流量参数)是2个字,共32位。对于16位的寄存器(该项目中定量控制仪的寄存器长度为16位),单精度型和长整型需要占2个寄存器,分别存放高位字和低位字。OPC服务器中此类变量的地址应设置成高位字寄存器的地址,否则读到的数据不正确。
4) RS-485采用差模传输,2线传输时其中的1条定义为正,另外1条定义为负,接线必须严格一一对应,不能接反。如果多台定量控制仪中有部分的通信是正常的,但是某些定量控制仪的数据无法读取,很可能是其相应的RS-485通信电缆接线有误。
3结束语
系统运行表明,罐区操作站通过OPC接口可以实时读取装车定量控制仪上的信息,操作管理人员通过1台操作站即可对整个罐区的流程包括装车过程进行有效的监视,也可以通过对定量控制仪写入变量实现对装车过程的有效控制。比如通过设置预装量即可设置装车量,通过设置密码和装车单号可以管理装车流程等,利用DCS的打印机可以打印装车过程中的各类报表等。由于不需要在控制室设置单独的装车监控管理系统,有效减少了装车设备的固定投资,也减少了工厂的运营成本和维护成本。同时,整个罐区的操作管理集中在1台操作站上,便于管理。因此,对传统的技术方案进行优化,可以有效地减少成本,提升效率。
参考文献:
[1]王玉敏,柳晓菁,刘枫,等.GB/T 19582—2008 基于Modbus协议的工业自动化网络规范.北京: 中国标准出版社,2008.
[2]梁里金. OPC技术在自动化监控系统的应用.自动化技术与应用,2005(02): 78-80.
[3]王翊.利用OPC技术实现不同监控系统的互联.石油化工自动化,2007,43(06): 62-64.
[4]阳宪惠,徐用懋.现场总线技术及其应用.北京: 清华大学出版社,2008.
[5]袁永春.公路装车站定量装车系统设计.石油化工自动化,2011,47(04): 22-25.
[6]李章青,邓勇,任攀. 栈桥轻油发运装车控制系统的改进.石油化工自动化,2011,47(04): 41-45.
[7]王笑. 批量控制器在液化石油气定量装车中的应用.石油化工自动化,2012,48(03): 54-56.
中图分类号:TP273
文献标志码:B
文章编号:1007-7324(2015)05-0082-02
作者简介:朱方红(1983—),男,湖南双峰人,2009年毕业于北京化工大学控制理论与控制工程专业,获硕士学位,现就职于中国天辰工程有限公司,从事化工自动化的设计工作,任工程师。