中小型制造企业生产异常管理系统应用与研究(续)——以AIP公司为应用案例
2015-02-25董鹏杨阿南卡莱梅州橡胶制品有限公司计划部广东梅州54759江苏省淮安市富士康科技集团制造工程课江苏淮安44
董鹏,杨阿南(.卡莱(梅州)橡胶制品有限公司计划部,广东梅州54759;.江苏省淮安市富士康科技集团制造工程课,江苏淮安44)
中小型制造企业生产异常管理系统应用与研究(续)——以AIP公司为应用案例
董鹏1,杨阿南2
(1.卡莱(梅州)橡胶制品有限公司计划部,广东梅州514759;2.江苏省淮安市富士康科技集团制造工程课,江苏淮安221424)
(上接5月第9期)
3 生产异常处理系统的方案设计——以AIP公司为例
AIP公司是一家主要生产橡胶制品的美资企业,有员工500余人,年营业收入1.2亿元,属于典型的中小型制造企业。该公司从2013年1月开始对生产的异常情况进行统计、汇总和分析,如今又由生产部、计划部在原有异常分析表的基础上对计算方式、原因分析、跟踪方式等方面进行全面升级改进,使其在管理方面更有针对性、专业性。该项目从2013年7月开始实施,在2013年12月正式完成,历时5个月。
3.1AIP公司生产异常处理过程中存在的问题
产品生产制造过程中,由于人员、设备、材料、质量、工艺、技术等要素的不稳定性,导致异常事件频繁发生。AIP公司的异常处理存在的缺陷主要表现在以下几个方面:
3.1.1异常事件信息采集、传递、分析、处理相对滞后
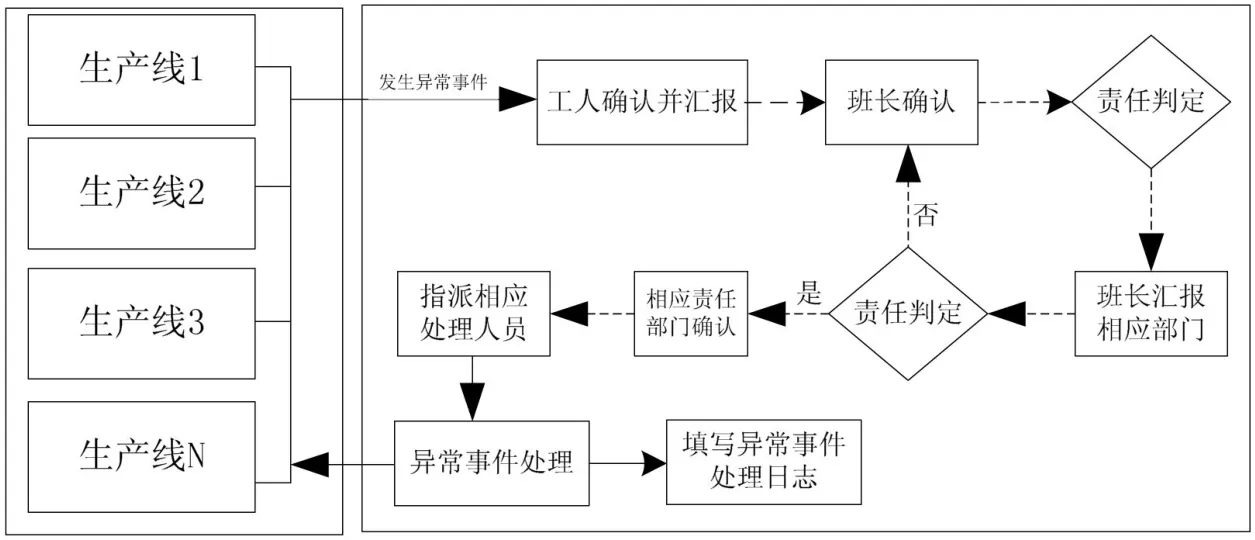
图1 传统模式下车间生产异常事件管理流程
异常事件的处理是按照从发生到处理结束的串行方式进行的,在这种方式下存在很多问题,如图1所示。AIP公司主要依靠传统的手工(如纸质统计报表等)和电话方式采集车间生产异常事件信息并逐级签核,处理流程冗长,信息传递和处理速度缓慢,这种传统方式传递时间较长、信息滞后,工作效率低、人为因素导致的错误率高,经常会出现数据失真或者报表丢失的现象,不能及时、清楚地反映出车间实时生产状况,难以做出及时响应和处理,更无法作为
事先有效预测依据。
3.1.2异常事件处理信息化支持平台缺失
其主体表现在:管理人员、生产现场事件处理人员以及操作人员之间不能实现实时对接。一方面:“信息孤岛”造成信息无法共享。为了推卸责任,各班组之间各自为政,致使需要传递的信息,被隐瞒,以致错过最佳的调整期;另一方面异常事件的账目处理纷繁复杂、去向不一,同一数据出现在不同表格的记录中,促使相关责任认定不清,最终体现管理混乱。从信息论的观点来看,过程的各种参数检测数据和异常现象是系统内部的各种反应表现出来的“信息”,显然,将这些信息运用与分析改善的意义重大。
3.1.3异常问题波动处理缓慢
由于生产设备调整不恰当、夹具定位不准、员工违规作业、产品与要求不符、外界环境变化剧烈等系统性因素不稳定而导致生产异常变化,我们称之为“异常波动”,这种波动直接影响到产品质量。异常波动的处理速度缓慢或方法不恰当,就会造成停工待料、在制品增多、库存积压等问题,导致企业成本增加,直接影响经济效益。
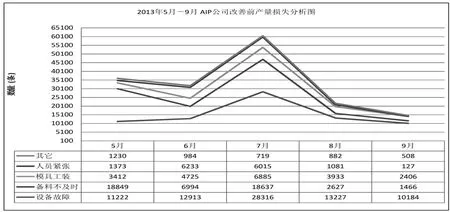
图2 改善前生产异常影响产量统计分析
3.1.4相关部门之间协作不力
异常事件的处理不能做到部门间的及时有效协调,没有一个规范的处理生产异常的管理系统。这样不但会降低效率,而且造成资源浪费、责任缺位和内部矛盾,进而影响综合效率。另外,没有对生产异常所导致的无法满足客户需求的后果,进行合理的追究与处罚,也没有形成相应措施改善的记录表。
3.2异常原因分析及异常数据采集方案设计与处理流程
3.2.1生产异常采集数据及其原因分析
AIP公司的管理者第一步就是要对异常问题进行现场实际情况调研,结合对相关人员的访谈交流将能够引发异常的各种原因总结出来,并定义判断的标准;同时确保这些判断标准在生产过程中能够根据实际情况进行对应的调整。生产管理人员需要在预计生产异常和确定现有生产问题的基础上,对这些生产异常进行分析,找出原因后向有关责任单位提出改善要求,变“事后补救”为“事前预防、事中管控”。
异常原因统计分析如图2所示。通过数据发现,设备异常在各类异常中所占比重较高,其余几种引起异常的原因是备料异常、工装异常、人员异常,根据该公司的统计资料,各种异常导致准时交货率仅为75%,严重影响了公司的效率和效益。后文阐述的改善措施将从这四个方面入手。
3.2.2异常数据采集方案与处理流程
用EXCEL表格设计了一种能支持AIP公司在生产异
常事件出现后,进行信息数据实时采集、传递、处理与查询等功能融为一体的生产异常实时管理监控系统,并且跟踪异常发展趋势进行预测,达到提前判断、先期决策,并对该管理系统在AIP公司成功的应用进行研究分析。异常响应与信息化结合的方案设计具体内容如下:
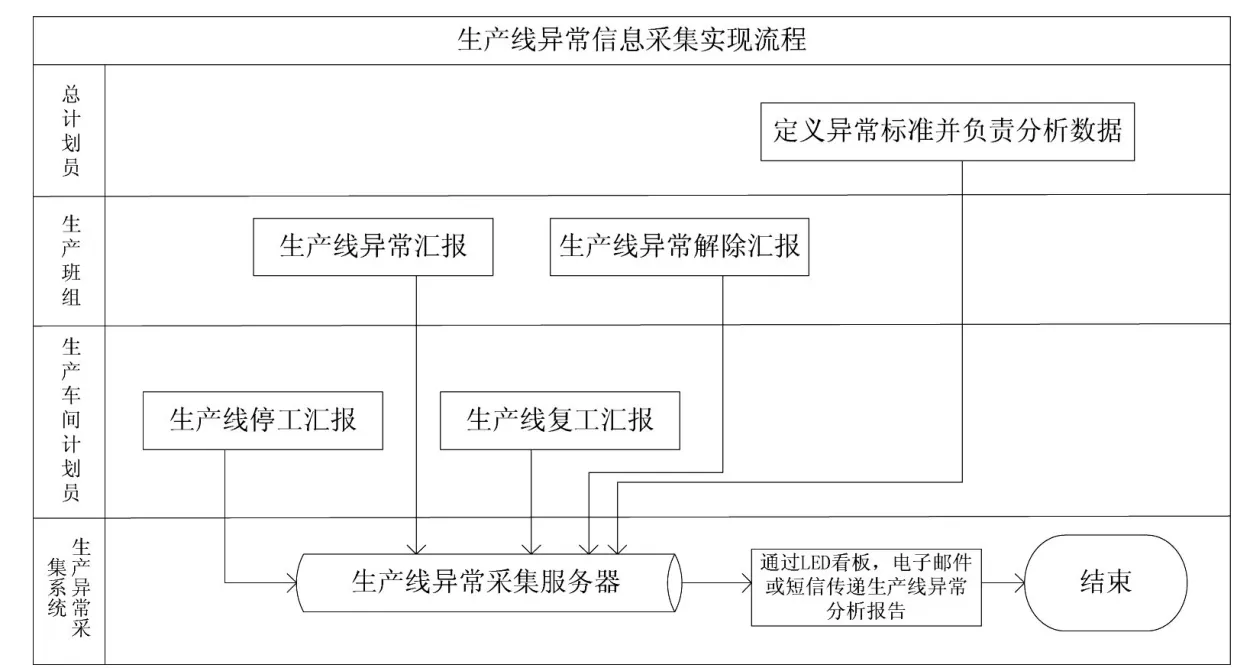
图3 生产异常信息数据采集实现流程
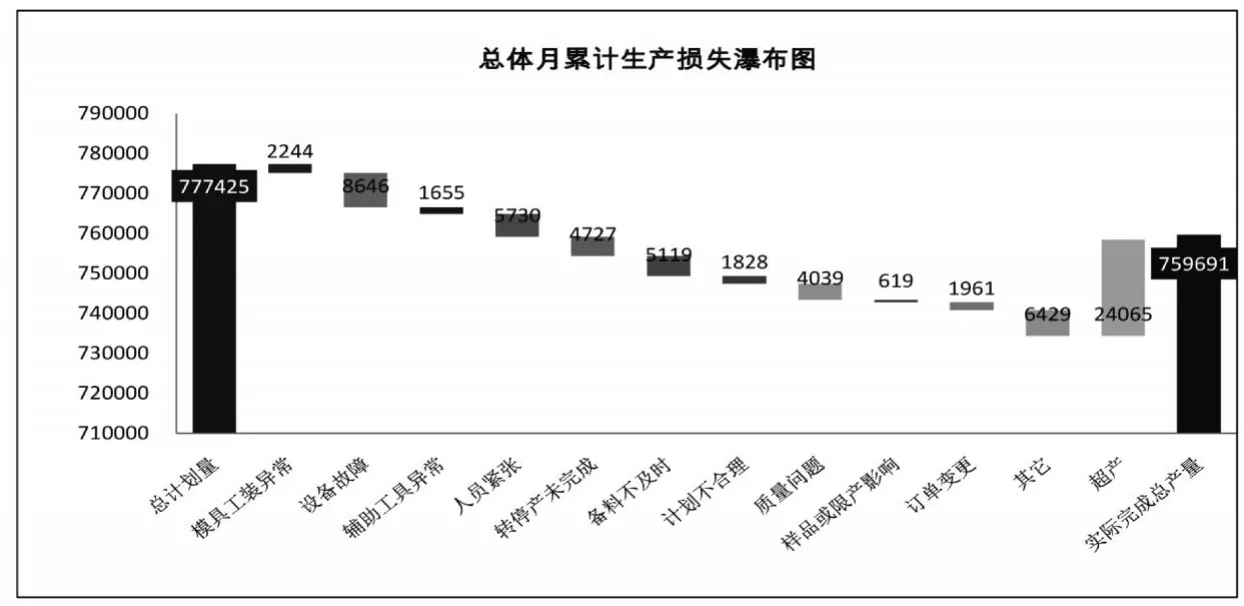
图4 生产损失月累计瀑布图(2013年4月数据)
(1)建立一台专门进行数据采集处理的服务器,各生产计划员电脑通过局域网与服务器连接,保证数据实时采集分析及存储,如图3所示。
用EXCEL表对异常数据进行统计、分类和分析。EXCEL表预先设定好公式和图表模板,对异常进行了定义,分成设备故障、备料不及时、模具工装异常、人员紧张及其它等类型,并且对EXCEL文档进行共享,当所有异常数据录入表2时,会自动生成各类图表,如图4。采集的数据通过EXCEL表汇总成数据库,同时通过异常管理系统处理,形成异常档案数据库管理表,为生产管理的异常问题处理提供数据支持。
(2)数据动态化采集,实现生产异常实时反馈。各个车间计划员对生产异常数据及时更新,从而实现生产数据动态实时采集、动态分析,动态统计处理,真正达到实时掌控的目的,充分发挥其最大效能。同时把实时采集数据录入历史数据库中,经过对历史数据的分析更好的减少甚至消除生产异常风险。

表2 异常数据录入表
(3)目视化现场管理界面。应用超大屏LED看板使现场管理者对生产现场的异常更加清晰化和透明化的了解。
通过建立信息化共享的支持平台,相关节点人员在发生异常时,快速应对,全体人员即可从信息系统中了解到生产异常实时的最新状况,从而迅速采取措施,及时调整,促使生产尽快恢复正常。
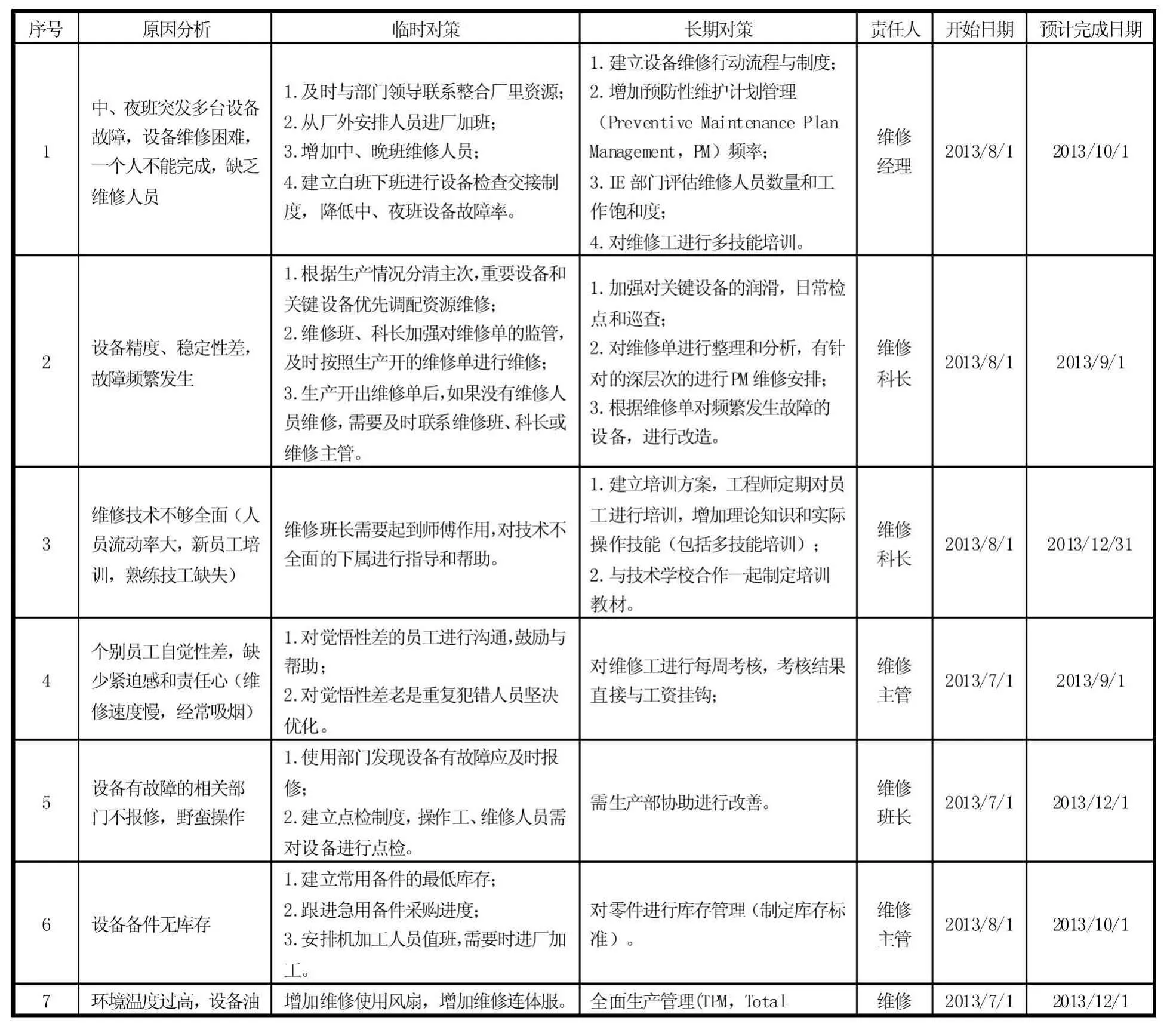
表3 设备异常改善
3.3异常处理的改善及跟踪
从前面异常原因的统计分析可以看到,异常问题主要集中在设备、备料、工装、人员等方面,因此,异常处理的改善及跟踪主要围绕这四个方面进行展开。
3.3.1设备异常分析及对策
AIP公司生产问题异常中,设备异常占了很大的比例。由于设备故障多,改善前解决的办法就是生产大量库存以防止异常的发生。为此,AIP公司实施了设备的系统改善,见表3。
3.3.2备料方面的改善及跟踪
备料属于成品前的准备
工序,由于备料不及时导致无法按照计划组织生产和交付,进而直接影响订单的交货期。对备料改善见表4。
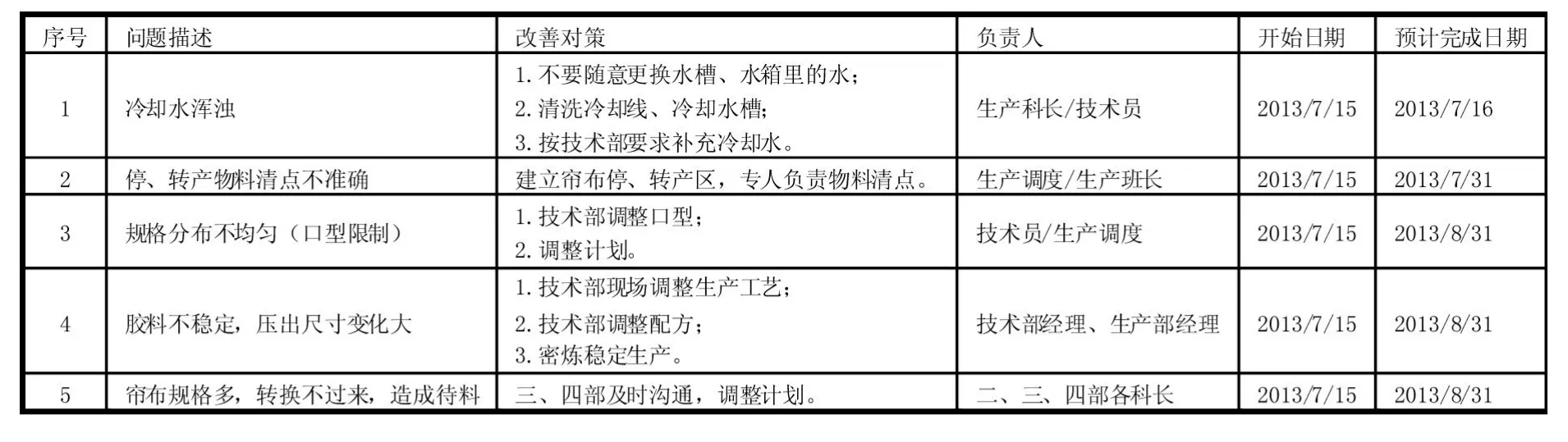
表4 备料不及时改善
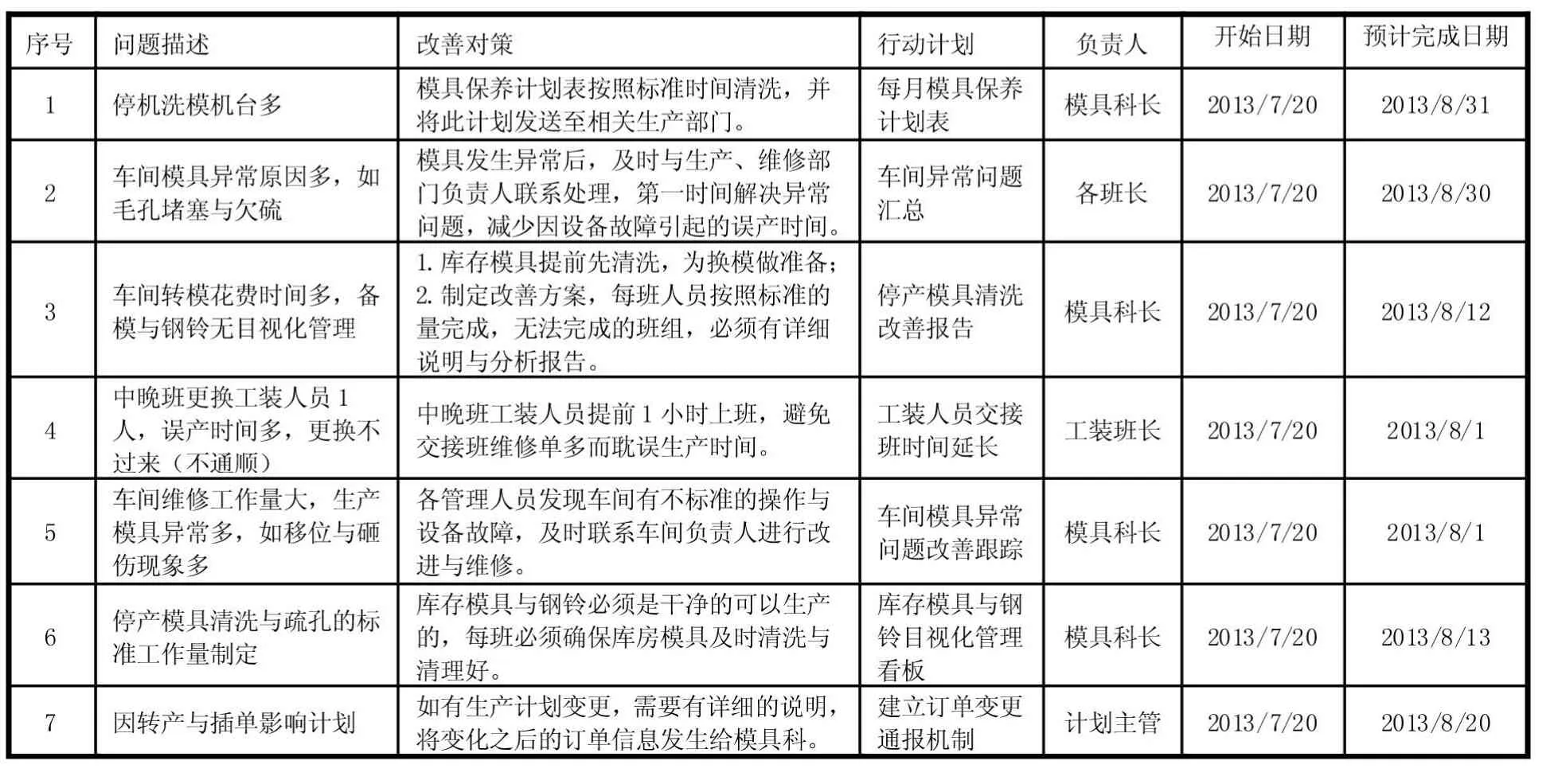
表5 模具、工装改善
3.3.3模具工装的改善措施及跟踪
模具、工装是生产制造的辅助工具。模具维护以及工装更换是否及时、精准,直接关系到产量是否能按时完成。对此,该企业对模具、工装改善的措施,见表5。
3.3.4对操作人员的选择、培训及跟踪措施
对企业来说,缺乏专门的高技术操作人员一直是困扰企业的问题。目前操作员工期望的工资水平越来越高且流动性高,人员招聘也很困难。因此人员流失对企业的正常生产也带来了很大的冲击。鉴于此,AIP公司采取了如下的措施,见表6。
3.4系统运行可靠性分析及改善效果
企业要提高综合竞争力,需要突破生产异常事件信息传递的瓶颈,即需要一个支持异常事件信息快速传递的系统并应用到生产实际中。AIP
公司生产异常管理信息系统投入运行后,给企业带来直接经济效益,整体提升了企业生产现场管理水平,促进了企业持续发展。具体来说,体现如下:
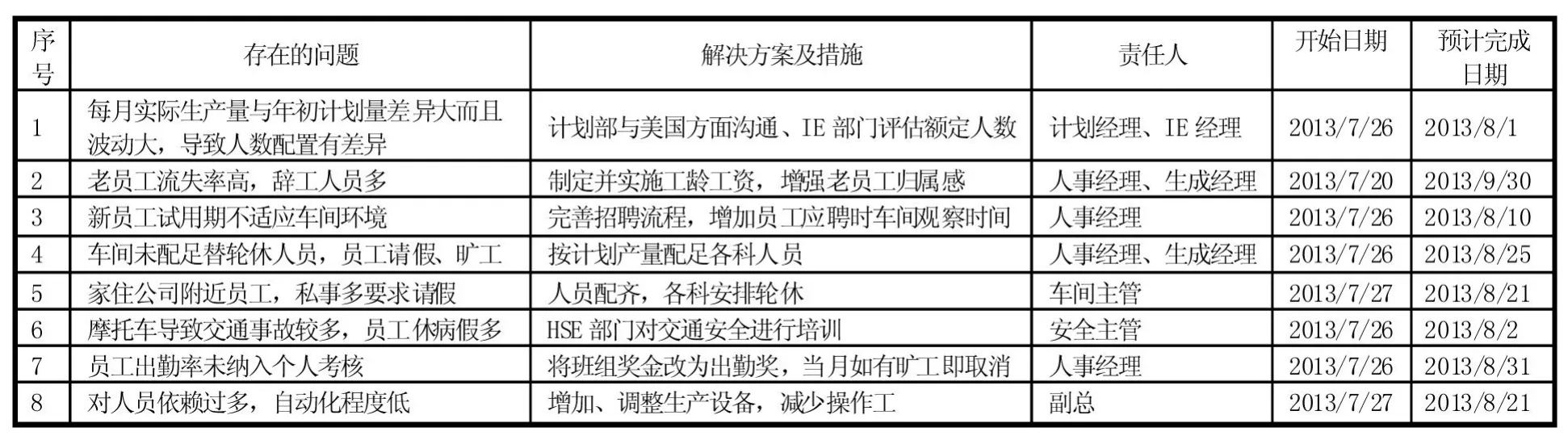
表6 人员不足改善
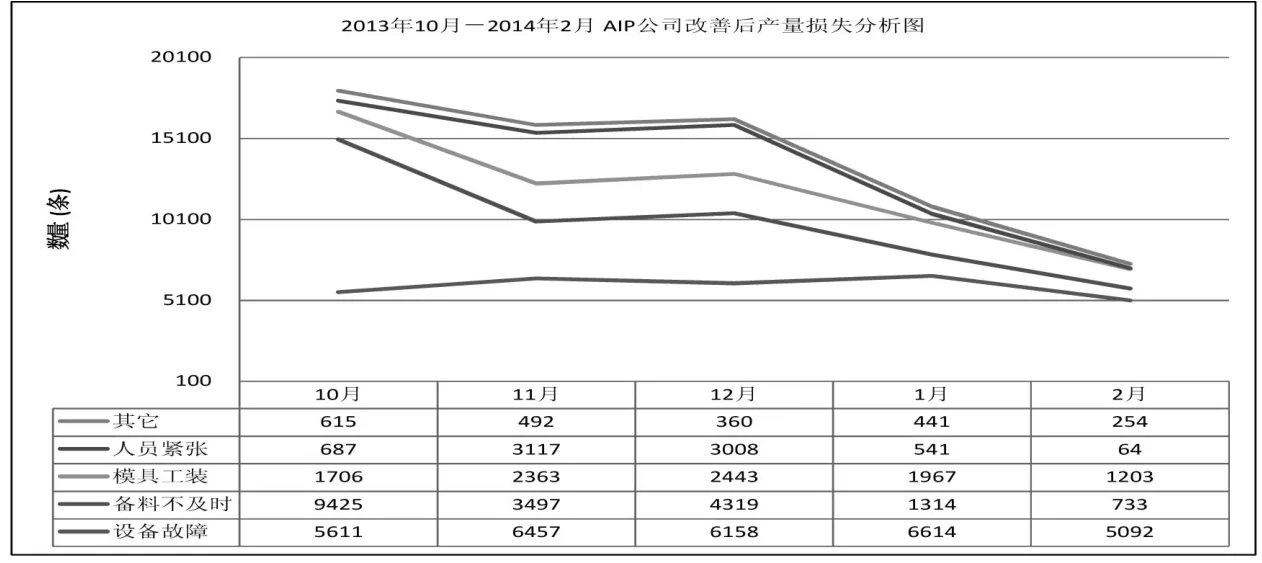
图5 改善后生产异常影响产量统计分析
3.4.1缩短了异常处理时间,提高了生产效率
新方案实施之后,生产异常降低了50%、数据输入时间缩短36%、交货期提升了22%,简化了异常处理复杂的流程,实现了并行化的控制。以该异常控制策略为核心的生产过程异常监测系统,使得车间管理人员和现场操作人员能够及时发现产品生产过程中的异常状况,并尽快采取有效措施,达到了预期效果。异常降低改善效果如图5所示。
3.4.2企业信息管理更加流畅及时
公司的生产、计划、物流、采购等各种运营都得到了有效的规范,企业的管理及生产相关人员在第一时间了解到生产的第一手信息,杜绝信息传递的错误及滞后,提高了对异常问题的反应能力和反馈速度,提高了对客户的服务水平。
3.4.3企业产量、质量明显提升
通过实施信息化改造,提高了工厂各类生产异常数据的准确性与及时性,异常数据的维护和整理都有了很大的改进,同时这些数据也为高层管理人员评估现场的改进效果、分析生产事故的原因提供了可信的依据,使生产中的各种责任得到明确。采用生产异常管理信息系统后,各种故障的原因以及责任人都可以及时、准确找出。管理者对于全公司的生产异常数据有更加直观、更加精准的掌握,从而据此制定更加科学合理的产能计划,生管人员由此编排生
产计划,提高了产能,提升了品质,减少了停线时间,增加了公司经营运作的有效性。
4 结束语
AIP公司采用异常响应管理系统,结束了以前的“孤岛”离散型、“就事论事”型、“被动应对式”的现场管理模式,提高了生产效率,完善了质量管理体系,增加了生产过程控制的有效性,并实现了生产处置的持续改进与完善。具体表现为:
1)构建了一种能够支持异常事件的信息动态采集、实时传递、快速处理以及综合查询分析车间生产异常事件的实时响应系统。通过系统提供的生产异常数据库,能对生产异常事件进行系统的分析和预测。
2)创造了生产异常事件管理系统及流程。通过生产异常事件管理系统可对各种生产异常事件相应的众多影响因素进行现场采集,并将决策处理者的经验判断进行量化,最后以预警信号图的方式将预警结果直观形象地输出,实现对生产异常事件的预警。
总之,该异常响应管理系统以降低异常事件的发生为目标,对于出现的问题进行快速响应,提高了对异常事件处理的及时性,使企业生产的运营要素处于可控的状态中,从而提升企业管理水平、灵活应变能力,为中小型制造企业异常响应管理提供理论和实践层面的支持。处理异常是一个公司组织系统以及执行力的一个重要的体现,通过异常处理能够从侧面反映出公司的内部是否存在内耗以及目标一致性。大量的事实证明,根据自身的发展并学习先进企业良好的做法,制定一套先进科学并与之适应的生产管理系统是解决生产异常问题行之有效的途径,也是提升中小企业市场竞争力的可行方法之一。另外,该系统目前仅在AIP公司成功实施,当其他中小企业在实施时,我们会对其异常响应管理系统做技术支持,提供适合企业自身发展的管理系统。
参考文献:
[1]马力,王奕娇,夏吉庆.企业管理中生产异常处理及改善方法探究[J].东北农业大学学报:社会科学版,2009,7(1):82-84.
[2]史久根,徐杨,韩江洪.基于冗余容错技术的轨道运输监控终端的设计[J].合肥工业大学学报:自然科学版,2010,33(7):961-964.
[3]常智勇,赵杰,莫蓉.复杂产品生产执行过程数字化技术[J].南京航空航天大学学报:自然科学版,2009,41(5):564-569.
[4]熊朝坤,张礼达,张彦南.基于专家系统的水轮机故障诊断系统[J].水电能源科学,2009,27(1):161-163.
[5]Kim C, Nam SY, Park DJ.Product control system using RFID tag information and data mining [M]. Berlin: Springer-Verlag Berlin and Heidelberg GmbH & Co. K, 2013: 100-109.
[6]马力.企业管理中生产异常处理及改善方法探究[J].东北农业大学学报(社会科学版),2009,7(1):82-84.
[7]彭勇.G公司产品生产过程控制研究[D].西南交通大学,2012:21-28.
[8]马春斌.车用空调类制造企业车间生产异常事件实时管理系统研究及应用[D].重庆:重庆大学,2009:38-45.
[9]尹超.车间生产异常事件实时管理系统研究[J].计算机集成制造系统,2009,15(4):769-731.
[10]刘明周.面向复杂产品装配过程的异常控制策略研究[J].合肥工业大学学报(自然科学版),2011,34(9):1286-1289.
[11]陈硕.多相关时间序列异常模式挖掘框架的研究[D].东北大学,2008:26-38.
总监:徐伟波武金轩
本期手稿——
设计师:陈庆铭、吴作城、伏邦国

将构想物化的创造性活动
将构想快速视觉化的重要手段
感悟产品形态的无穷魅力
给冰冷的材质赋予鲜活的灵性
让技术与工艺相得益彰
这是一门技术性要求很高的艺术
用智慧的线条
展示您的鞋设计天赋
成就您的设计师梦想