一种压铸机增压回路的创新设计与应用分析
2015-02-24姜鑫乔女
姜鑫,乔女
(陕西国防工业职业技术学院机电工程学院,陕西西安 710300)
压铸机是现代工业生产中,尤其是压铸生产中重要的装备。压铸机在压射过程中的压力对整个压铸件的质量有着至关重要的影响,合理地选择增压装置、合理地设计增压回路对于压铸工艺过程的生产效率、运行成本、劳动强度、环境卫生等有着直接的影响。因此,对压铸机应有较为清楚的认识,以便规范、合理地使用压铸机,保证压铸生产顺利进行,提高劳动生产率。
1 增压回路设计
作为压铸机重要组成部分的液压系统,为压铸机的运行提供足够的动力和能量。在执行压射时要使合模力达到相应的压力值后才能进行。如果压射时压力过低,不仅不能完成对工件的一次压铸成型,还会产生大量的残余应力,对压铸件的结构性能将会产生毁灭性的影响,如果压力过高,零件本身的推料杆固定板在工作时偏斜,致使一面受力大、一面受力小,使产品变形及产生裂纹,所以合理地设计增压回路与增压缸便是解决压铸过程缺陷的首要问题。
如图1所示为设计的压铸机增压回路,设备合型以后开始进行增压过程,此时电磁铁2DT、3DT、5DT同时通电,由于电磁换向阀3通电,控制油液无法进入到充液阀中,则来自中停阀的高压油经过电液换向阀1后一部分进入到C口,另一部分压力油经过电液换向阀1后,通过定值减压阀、单向阀、电液换向阀2、可调节流器后来到A口,准备开始完成增压的过程。此时,如何选择增压缸便成为解决问题的关键[1]。

图1 压铸机增压回路设计
2 液压缸结构的设计
2.1 单杆式液压缸
如图2所示为设计的单杆式液压缸,将图1中的A、C两口的液压油全部汇集到液压缸的进油口处,推动活塞向外伸出,同时带动活塞杆和推出机构一起向外伸出,前方推出机构带动压射冲头对工件完成一次压铸成型。这种设计结构虽然简单、实用性较强,但是其增压的过程是随着外负载的增大而增大,其增压的过程是在压铸的执行过程中来完成的,对于压射冲头的一次加压完成压铸工艺其增压过程缓慢,对于较厚的板材效果不是很好。
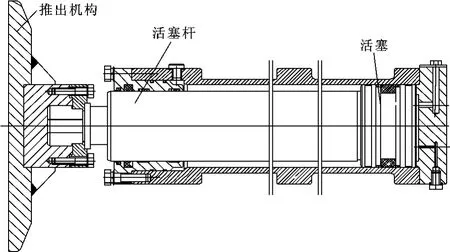
图2 单杆式液压增压缸结构总成
2.2 背压式增压缸
在第一种液压缸的结构基础上设计了一种背压式增压缸,如图3所示,其增压工作过程为设备合型以后,图1中的电磁铁2DT、3DT、5DT同时通电,压力油经过电液换向阀1后,通过定值减压阀、单向阀、电液换向阀2、可调节流器后来到A口进入到容积腔1中,容积腔1中的液压油经过柱塞上的管道进入增压缸后腔,也就是容积腔3进行增压,即增大了容积腔2的液压力。其设计原理就是通过增加容积腔3中的反向压力来增大整个液压缸的负载,使C口的压力随着负载的增加而增大,当合模压力达到一定值后,由电接触压力表发出信号,带动压射冲头执行压射。这样的设计通过反向加压提高负载,从而增大合模压力完成压射过程。

图3 背压式增压缸结构总成
2.3 加压式增压缸
如图4所示为加压式增压缸完成压铸成型的工艺过程,其过程为:将图1中的A、B、C三口接入图中液压缸中,经C口进入的压力油推动合型缸活塞向外退出顶住压铸件,A口进入压力油后,推动增压缸活塞杆顶出直至接触到合型缸活塞,当压力达到规定之后,推动活塞顶出压射冲头,完成对板材的压铸成型。具体工作过程如图5所示。

图4 加压式增压缸结构简图

图5 加压式增压缸工作过程原理图
3 选型分析
下面对3种液压缸在选型与使用上加以分析。
(1)单杆式液压缸。其结构简单、制造方便,但是输出压力较小,其输出力为p×A,其中p为系统压力,A为活塞面积。由此可以看出其增压的过程是随着外负载的增加而增大,而且增压是在压射的过程中缓慢完成的,所以它可以在某些合金的热压铸过程中得以应用。
(2)背压式增压缸。结构相对复杂,其增压原理是通过加大背压来提高负载,其输出压力为pC×A2+pA×A3,即容积腔2所产生的压力与容积腔3所产生的背压之和,由此可见其输出压力较高,同时经过点接触继电器可以保证合型以后开始持续加压,当压力达到规定之后才推动压射冲头完成压铸工艺过程。可以适用于较厚钢板的冷压铸[2]。
(3)加压式增压缸。通过改进也可以当做气液增压缸,应用比较广泛。通过将油压缸与增压器 (增压缸)作一体式相结合,利用增压器 (增压缸)的大小不同受压截面面积之比以及帕斯卡原理而工作。因为压力不变,当受压面积由大变小时,则压强也会随大小不同而变化,从而达到将气压压力提高到数十倍的压力效果。增压缸的增压腔由电信号动作,开始增压从而达到成型产品的目的,对大部分材质的金属板材如合金钢、钨钴合金等完成压铸成型。
4 结束语
通过对压铸机增压回路的设计及增压缸的结构设计,不仅可以有效地提高压铸机在压射过程的压力,得到良好的压铸工艺质量,同时也提高了劳动生产率,减低了运行成本;通过分析选型可以更加明确其压力输出特性,为不同金属板材和冷热压铸过程提供借鉴,具有良好的推广和应用价值。
[1]姜鑫.机电设备故障诊断与维修[M].咸阳:西北农林科技大学出版社,2014.
[2]杨培元,朱福元.液压系统设计简明手册[M].北京:机械工业出版社,2011.
