DF6Co钢代替M2钢提高拉刀寿命的研究
2015-02-24张珂禹
■张珂禹
DF6Co钢代替M2钢提高拉刀寿命的研究
■张珂禹

个别用户反映M2拉刀不耐用、修磨频繁的情况,我们选取了新材料DF6Co钢,它是在通用高速钢M2合金元素的基础上添加了Co元素,Co可通过细化碳化物而使钢的二次硬化能力和热硬性提高。Co本身可形成CoW金属间化合物,产生弥散强化效果,并能阻止其他碳化物聚集长大。因此,DF6Co钢硬度、热硬性及韧性都应好于M2钢。所以,我们选用DF6Co钢,做试验确定热处理工艺参数。

1. 试验方法
(1)取料规格:f62mm,长度:3 1 4 0 m m(其中另加10mm×6片试片,包括原材料检验用片、淬火携带试片及工艺试验用片)。
(2)试验情况:规格为f62mm×10mm×1/4D,数量为6片。原材料化学成分见表1,合格。原材料金相组织:碳化物不均匀度4级,疏松1级,合格。
2. 试验过程
淬火过程,如表2所示。回火过程:所有试片550℃×3次×60min。
3. 试验结果与分析

表1 原材料化学成分(质量分数) (%)

表2
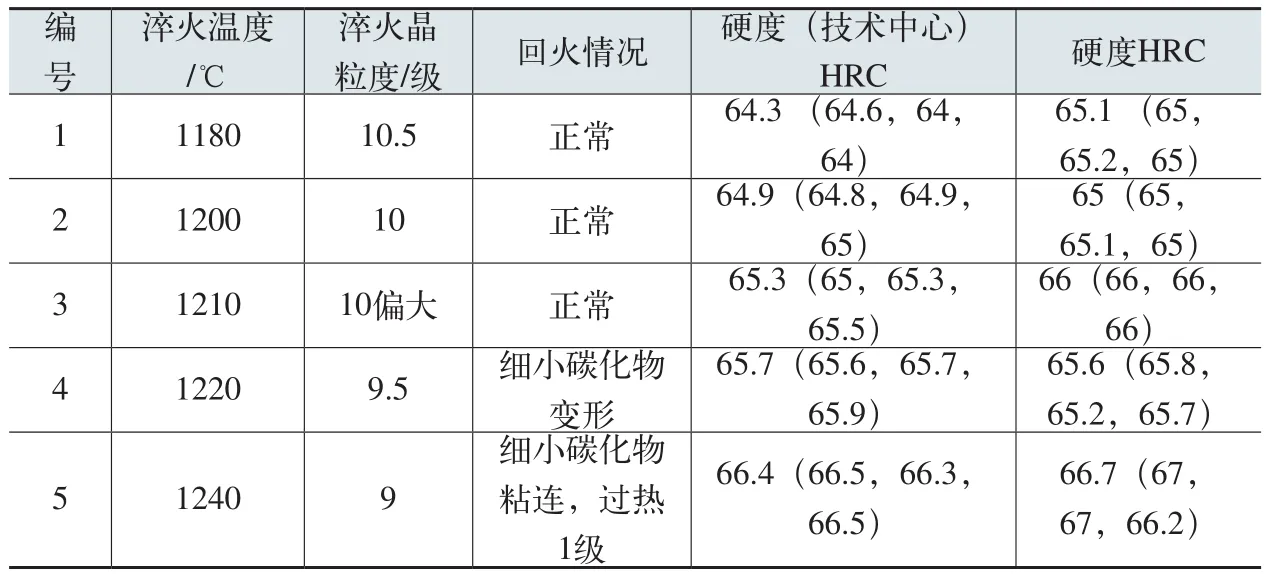
表3
试验结果如表3所示。从表3分析,随淬火温度的升高,淬火晶粒度逐渐增大,硬度值也
随之升高,淬火温度在1180~1210℃之间回火正常,而在淬火温度1220℃以上出现细小碳化物开始变形,温度升高到1240℃时碳化物出现粘连现象,属于1级过热。综合分析DF6Co钢材代替M2钢生产的拉刀热处理工艺参数确定为淬火1210℃,回火550℃×3次×60min,硬度可达到技术要求65~67HRC。
4. 试验厂家和试验拉刀热处理情况
试验厂家:一汽变速箱厂、徐昌远东传动轴厂。热处理跟踪情况如下:
(1)一汽变速箱厂,规格:f57mm×1540mm,数量:2件,钢种DF6Co,拉刀试片淬火晶粒度1 0级有大颗粒。热处理工艺:①中温预热:950℃×15min+40s。②高温加热:1210℃×7min+50s。③分级冷却:一次分级后入等温槽。④盐浴炉回火:550℃×1.5h×3次。检测试片硬度为66.5HRC,完全满足拉刀技术要求。
(2)徐昌远东传动轴厂,规格f60mm×68mm×1600mm,数量:1件,钢种DF6Co,拉刀试片淬火晶粒度1 0 . 5级。热处理工艺:①中温预热:950℃×15min+40s。②高温加热:1210℃×9min+40s。③分级冷却:一次分级后入等温槽。④盐浴炉回火:550℃×1.5h×3次。检测试片硬度为66.5HRC,完全满足拉刀技术要求。
5. 用户反馈拉刀使用寿命情况
(1)一汽变速箱厂订货拉刀,使用寿命具体数据不详细,但反映使用寿命情况不低于M2钢的拉刀。
(2)徐昌远东传动轴厂M2钢成形拉刀正常拉件为5000件左右,而DF6Co拉刀能达到8500件左右,寿命提高约50%。拉刀用户不再对该拉刀质量提出异议。
综上所述,DF6Co钢可以代替M2钢生产拉刀。
20150118
作者简介:张珂禹,哈尔滨第一工具制造有限公司技术中心。
