汽车变速箱两端面组合铣床液压系统设计
2015-02-24董永强
董永强
(许昌学院 电气工程学院,河南 许昌 461000)
汽车变速箱两端面组合铣床液压系统设计
董永强
(许昌学院 电气工程学院,河南 许昌 461000)
摘要:根据汽车变速箱两端面结构特点,介绍了一种用于加工变速箱两端面的卧式双面铣削组合机床的结构、工作原理,依据机床各阶段工作特点及负载,设计了机床液压系统,并对系统部分重要元件进行了设计选型,最后,对系统油液温升进行了验算.
关键词:变速箱端面;组合机床;液压系统;元件选型
组合机床是根据零件设计加工要求,以大量基础通用部件为主,配备一些专用部件组合而成的一种高效、专用、自动化程度较高的机床.这种机床不必要按设计加工对象进行具体设计和生产,而是将其组织进行成批生产,然后按被加工零件的具体要求,配以简单的刀具及夹具,即可进行组成加工的高效率设备[1].某型液压双面组合机床结构简图如图1所示,它采用卧式双面双主轴铣削头跨两个工位的大主轴箱配置方案,通过“一面两销”定位方式,靠液压夹紧进而完成铣削汽车变速箱两端面.根据机床的工作原理及加工零件的形状特点,其动作循环过程为:夹紧缸伸出夹紧→工作台快进、接近工件→工作台工进→工作台快退→夹紧缸松开→快退、回到原位停止.
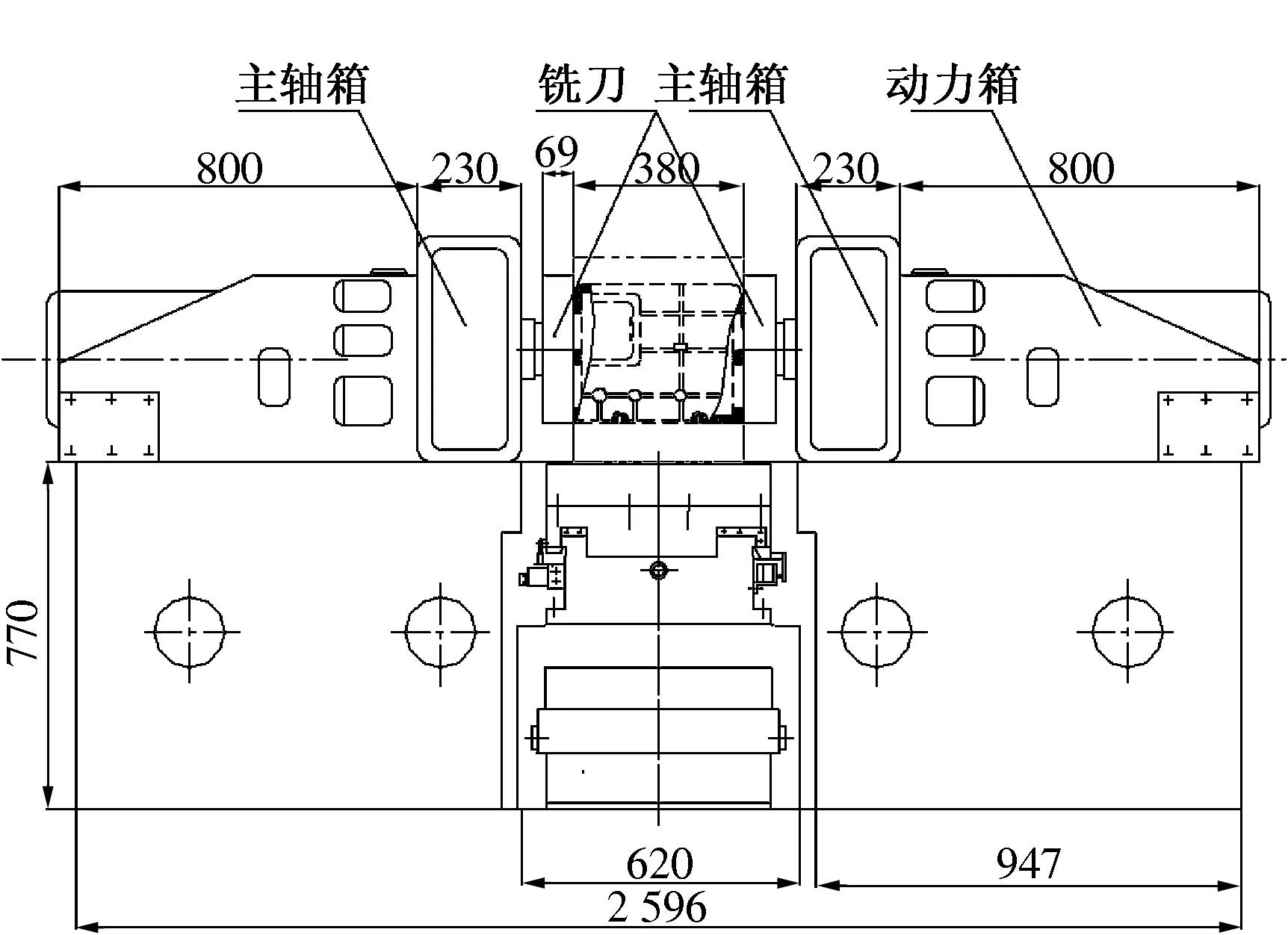
图1 双面铣削组合机床结构示意图
1液压系统设计[2,3]

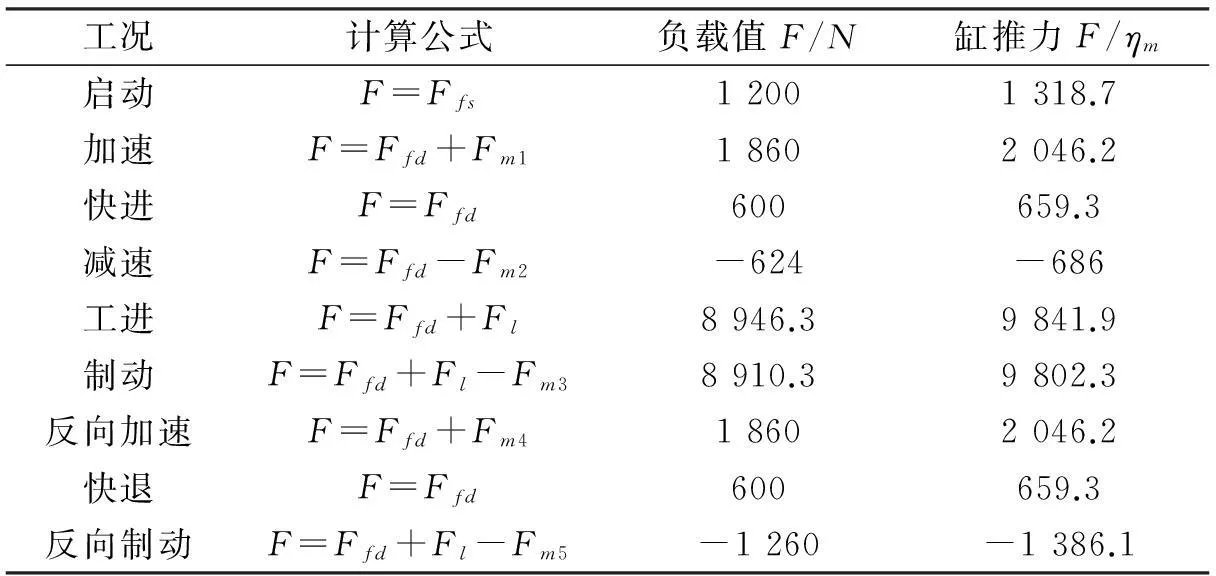
表1 液压缸各工作阶段负载表
根据系统工作特点,拟定的系统液压原理如图2所示.

1—滤油器 2—油泵 3、6、12、15—单向阀 4—三位五通电磁换向阀5—减压阀7—二位四通电磁换向阀8—单向顺序阀9、16、18—压力继电器10—顺序阀 11—背压阀13—调速阀14—二位二通行程阀 17—二位二通电磁换向阀
图2液压系统图
系统主要工作流程如下:
(1)定位、夹紧:按下启动按钮,液压油经方向阀7进入定位液压缸下腔,完成定位.定位结束后,系统压力升高,单向顺序阀8打开,夹紧缸上腔进油,实现夹紧.夹紧力由减压阀5保证,夹紧结束后,系统压力进一步升高,压力继电器9发出信号,电磁铁1YA带电.
(2)快进:电磁铁1YA带电,压力油经换向阀4左腔、行程阀14进入滑台液压缸无杆腔,有杆腔排出油液经换向阀4和单向阀12也进入无杆腔,此时液压缸为差动连接,得快速前进.
(3)工进:滑台快速行至终点,压下行程开关14,其上位工作,液压泵排出的油经换向阀4和调速阀13流入缸无杆腔,所需工作进给速度由调速阀13控制.缸有杆腔排出油液经换向阀4、顺序阀10(由于压力升高顺序阀已经打开)和背压阀11流回油箱.
(4)快退:加工结束后压下行程开关,压力继电器16发出信号,电磁铁1YA断电,2YA得电,换向阀4换向,其右位工作.压力油通过换向阀4进入液压缸有杆腔,无杆腔油液通过单向阀15和换向阀4流回油箱,完成快退.
(5)拔销、松开:滑台退到原位,压下行程开关,电磁铁2YA断电,换向阀4回到中位,液压缸两腔封闭,滑台停止运动;同时电磁铁3YA带电,换向阀7右位工作,泵排出的油流进定位液压缸上腔和夹紧液压缸的下腔,完成拔销和松开动作.
(6)工件装夹:动作结束后,变量泵不停止,系统压力升高,压力继电器18接通,电磁铁3YA断电,4YA得电,变量泵卸荷,待装夹完成,电磁铁4YA断电,重复以上操作.
2系统主要元件设计选型[4]
2.1液压缸主要结构参数

液压缸差动快进时,有杆腔与无杆腔压力差值约为0.5 MPa,活塞快退时候的回油腔压力损失约为0.5 MPa.经计算得出液压缸在各个工作阶段的压力、流量值如表2所示.

表2 液压缸在不同工作阶段的压力、流量值
2.2液压泵及泵电机选择计算
首先确定液压泵的最高压力,组合机床在工进时流量较小,故取泵至缸间压力损失ΔP=0.5 MPa.初步确定液压泵的最高工作压力为
Pp=P工+∑ΔP=2.36×106+0.5×106=2.86 MPa.
Pp为系统静态工作压力,根据一般情况,泵正常工作时,其压力值约为额定压力的80%,因此选泵的额定压力为
Pn=Pp/0.8=2.86/0.8=3.58 Mpa.
液压泵的最大流量计算公式为:qp≥KL(∑q)max,其中qp—液压泵的最大极限流量,KL—系统泄漏系数,取值KL=1.2,(∑q)max—各执行元件同时动作时所需总流量最大值,再加上溢流阀的最小溢流量2~3 L/min.故:qp=KL(∑q)max+∑Δq=36.6 L/min.
根据以上计算,选用YBS-B40型叶片泵,其额定压力为7 MPa,排量为40 ml/r,额定转速为1 000 r/min.取泵的总效率η=0.8,则所需电机功率为:P=Pp×qp/η=13.1 kW,因此选用Y200L1-6型三相异步电动机,其额定功率为18.5 kW,转速为970 r/min.
3阀类元件及辅助元件
阀类元件及其它元件型号性能参数见表3所示.

表3 阀类元件及其它辅助元件表
4液压系统温升验算

5结语
本文根据汽车变速箱两端面的结构特点,简要介绍了用于加工该变速箱端面的卧式双面铣削组合机床结构特点,并设计出该机床的液压系统,选择符合要求的液压元件.系统完成设计后,通过对系统油液温升进行验算,以保证系统设计符合实际工作需要.
参考文献:
[1]张利平.现代液压技术应用220例[M].北京:化学工业出版社,2009.
[2]张利平.液压传动系统及设计[M].北京:化学工业出版社,2009.
[3]王晔,杨明堂.150T液压机液压系统设计[J].液压与气动,2010,20(8):57-60.
[4]王守城.液压元件及选用[M].北京:化学工业出版社,2007.
Design of Hydraulic System of Horizontal Double-sided Milling
Machine Tool for the Two End-faces of Automobile Gearbox
DONG Yong-qiang
(SchoolofElectrical&InformationEngineering,XuchangUniversity,Xuchang461000,China)
Abstract:Based on the structure characteristics of the two end-faces of automobile gearbox, the framework and operational principle of a kind of horizontal double-sided milling combination machine tool is introduced in the paper. The tool's hydraulic system is designed according to its tasks and loads in different stages. Some important components are chosen, and the oil temperature rise is calculated and tested.
Key words:gearbox end-face; combination machine tool; hydraulic system; component selection
责任编辑:赵秋宇
中图分类号:TH138
文献标识码:A
文章编号:1671-9824(2015)02-0031-04
作者简介:董永强(1972—)男,河南义马人,副教授,研究方向:机电设计及其控制.
收稿日期:2014-03-12
