日本饮食文化中的陶瓷食器*
2015-02-24解雨婷
日本饮食文化中的陶瓷食器*
解雨婷
(景德镇陶瓷学院江西 景德镇333404)
摘要日本陶瓷食器在其发展的过程中,随着中日民族文化交流和生产技术水平的提高、日本的饮食结构和饮食方式的转变,无论从种类、形制,还是材质和生产工艺,都经历了由单一简陋向多样、精致的变化。笔者在前人研究的基础上,对日本饮食文化中的陶瓷食器进行了系统的梳理与研究,较全面的揭示了日本陶瓷食器的造型功能及审美特征。
关键词日本饮食文化陶瓷食器造型功能
前言
日本与我国一衣带水,自古以来就有着频繁而广泛的文化交流。大和民族是一个善于学习优秀文化的民族,在中日文化交流中,日本积极地学习汲取中国的陶瓷技艺,孕育出具有大和民族特征的陶瓷艺术。陶瓷是中国重要的工艺门类之一,也是华夏文化的典范,它不仅满足本国人民的生活之需,还远涉重洋,成为中外文化交流的使者,并促使其他国家和地区的陶瓷艺术得到发展。
1中国陶瓷对日本食器的主要影响
1.1 公元5~11世纪
中国对日本陶瓷的发展有着至关重要的影响。自公元5世纪,中国辘轳成形和烧窑制陶的技术经朝鲜传入日本,日本开始从土器跨入了早期的陶器时代。公元9世纪后半叶至11世纪,越州窑系青瓷成为唐、五代时期外销到日本的瓷器主流,且输出量与日俱增。自唐代中期以后越窑产品的质量逐渐提高,有“类玉”、“类冰”及“千峰翠色”之誉。发展至晚唐时期,越窑更加兴盛,其中碗的形式更加丰富,有荷叶、海棠和葵瓣形,还有仿金银器造型。越窑所在地湖泊河流众多,地理位置优越,其制品随着遣唐使和留学僧的东渡和贸易的商船,搭乘着东渐的茶风,凌波踏浪,远渡日本。
平安时期的贵族被这种新兴的唐风文化——越窑青瓷所吸引,在越窑青瓷的影响下,绿釉瓷器获得了很大的发展。平安绿釉瓷器在造型上可以分为两类:一类与奈良时代的三彩和须惠器相差无几,反映出平安绿釉器从奈良三彩脱胎而来;另一类则是仿造越窑青瓷的绿釉器,虽然胎质、釉色不同,温度也低,仍属陶器,但这些以越窑青瓷为范本的绿釉陶器通体施釉,做工精致,造型与越窑青瓷也很相似,如平安绿釉水注、四足罐、碗等。
1.2 公元12~16世纪
公元1184年日本进入镰仓时代,这一时期的中国正处于宋代。宋代是中国古代社会经济高度发展的时期,海外贸易发达,瓷器在当时是中国独有的商品,是宋朝经济的重要支柱之一。随着市场需求的扩大,极大地刺激了宋代制瓷业的进一步发展,中国古代的陶瓷发展到鼎盛时期,与此同时,这种优秀的制瓷技艺也飘洋过海传入了日本。随着中日文化的交流频繁,镰仓时代的日本从中国进口了很多景德镇青瓷和龙泉青瓷。有些陶工也跟随高僧道元和荣西到中国学习陶瓷技艺,他们从中国带回制陶技术,促进了日本陶瓷艺术的发展,使其再次迎来陶瓷艺术的春天。值得一提的是镰仓的古濑户陶器,造型挺拔,具有一种幽玄、端庄之美。这种严整、理性的精神也许是在宋瓷的影响下产生的,也许与镰仓时代的背景、审美情趣有关。但是,宋瓷与古濑户瓷相比,宋瓷鲜亮、精湛;古濑户瓷温雅、幽暗。
随着时代的变迁到了桃山时代,此时日本的经济、政治、文化发生了重大变革,这一时期的陶瓷作品蕴涵着丰富的创造力,其自由奔放的艺术特征,强烈地反映出时代的人文精神。由于大量进口的中国高档陶瓷餐具在日本得到了好评,从室町时代末期日本也开始烧制陶瓷餐具。随着市场的不断壮大,陶瓷工匠们根据顾客的喜好逐渐对陶瓷餐具的装饰性有了审美追求。桃山时代,美浓地区成为了当时日本最大的陶瓷产地,烧造的陶器主要有志野、黄獭户、獭户黑、织部4种类型。黄濑户及志野窑烧制出了造型工艺优美的碟、盆、菜盘,织部也成批的生产出了独具匠心的“织部烧”餐具,均以独特的工艺形式,体现出不同的审美趣味,表现出自由奔放的崭新意识且富有变化的创意,使其伴有清新的气息。
公元12~16世纪的中国与日本,在陶瓷制作方面都有了突出的成就,日本在学习模仿中国的基础上,积极的探索属于本民族自己的东西,将自然的情感流露到陶瓷作品之中,在陶向瓷的过渡过程中迈出了重要的一步。中国在此时期也生产的陶瓷食器造型简洁、优美,工艺精湛。
1.3 公元17~19世纪
17世纪上半叶以前,日本一直从中国进口瓷器,直至1616年朝鲜陶工李参平在佐贺县有田泉山发现瓷土,随后开窑,成功地烧造出白瓷、青瓷、青花瓷,宣告日本瓷器时代的来临。公元17世纪初,日本开始烧制伊万里瓷器,多以中国风格为原型,模仿景德镇窑的青花瓷器和龙泉窑的青瓷,种类包括青花瓷器、白瓷、青瓷、琉璃釉瓷器、黄釉瓷器、黑褐釉瓷器等,以青花为主。初期伊万里青花釉色呈白中透青或偏黄,釉面有开片,器型常变形,青花呈色偏灰,纹样多为粗放笔调画成的松、竹、梅、菊或山水,有朝鲜青花的风格。自1624年后,受明代天启青花或所谓“祥瑞”器的影响,青花纹样变为简洁、疏朗或通体装饰两种倾向,至17世纪中期,制瓷技术由朝鲜方式向中国方式转化,出现
了青瓷青花、划花、浮雕等品种,青花呈色偏蓝紫,技术日益成熟。到了17世纪末期,伊万里青花瓷除大量出口外,只供宫廷或王公贵族所用,纹饰多以江户等地的版画为样本,构图简洁、线条挺拔。青花发色受康乾青花的影响,自深到浅有丰富的渐变,与精心留出的空白成对比明显,更显出瓷质之美。
日本制瓷艺人在借鉴中国明、清青花瓷器的基础上,研制出更符合日本民族特色的陶瓷制品。陶瓷制品不但具有使用价值还具有城市居民热情、华丽、浑浊等特点。这一点在中国民窑青花中也有所体现,制瓷者在制作瓷器的过程中将平民对生活的热爱融入作品之中,笔法随意,充满情趣。两国的青花食器,造型基本相同,碗、盘、钵居多。装饰题材方面,两国都呈现出五花八门的题材,但日本瓷器基本上以花鸟、虫草等代表生命的题材居多,表现出其民族向往自然、安静、祥和的社会的审美。
明代,是中国彩绘瓷在唐三彩、宋三彩的基础上,不断发展完善的成熟时期,是中国彩绘瓷的黄金时代。明末天启、崇祯年间,彩绘瓷逐渐被民间所接受并慢慢普及。彩绘风格从早期的工整呆板的卷草纹、云龙纹、牡丹纹等转变为随意、奔放的山水、花鸟、人物等民间喜闻乐见的绘画形式,这就是日本俗称的“南京赤绘”或“吴须赤绘”。日本彩绘瓷的诞生,是以传入日本的中国明末彩绘瓷器为蓝本,由西肥前有田皿山的柿右卫门家族完成,后来在这个基础上发展形成了柿右卫门、古伊万里、色锅岛、古九谷等具有日本特色的多种风格的彩绘瓷器。
从最初的中国明末天启年间的南京赤绘再到清朝的康熙赤绘都对日本彩绘食器的产生、发展起到了深远的影响。日本彩绘食器无论从装饰内容、还是食器造型都与中国彩绘食器有相似之处。该时期的中国彩绘食器包罗万象,无论是五彩、素三彩、粉彩、广彩、古彩、珐琅彩等都有所涉及,而日本大部分以五彩、三彩食器居多。虽然中日两国彩绘食器有相似之处,但又各有特点。如,日本彩绘食器在吸收中国彩绘食器优点的同时,将本国对大自然的热爱融入作品中,从而日本彩绘食器逐渐形成色调柔和、笔法细腻的艺术特色。与其相比之下,中国彩绘食器色调沉稳、线描刚劲,风格雄健,体现了中华民族的博大精深。
2日本的餐饮特色
日本地理位置特殊,四面环海、气候湿润、四季分明、日照和雨量充沛、海洋资源丰富、森林辽阔——于是形成了日本人“顺应自然,利用自然,与自然共存”的自然观,同时也反映到其饮食生活中。日本人传统饮食分为主食和副食,米为主食,蔬菜和鱼等为副食。“稻米加鱼类”是日本饮食生活的最基本特征,已得到日本人的普遍认同。日本料理的特点自古便用“五味五色五法之菜”来表达,其主要宗旨就是要保持食物原有的味道和形状,重视它的味、香、色,同时还很注意突出春夏秋冬的季节感这一基本特征。日本料理的特色是生、凉、油脂少、分量少、种类多、颜色好看,而且非常讲究食器的选择。因此,日本饮食文化的特色可以概括为:色自然、味鲜美、形多样、器精良。
2.1 主食
从公元前1世纪的弥生时代,日本开始水稻的种植。自从稻米成为日本列岛上栽种的主要农作物以后,米饭成为其列岛居民的主食。现今,米饭已成为日本人餐桌上的主角,对稻米情有独钟的日本人,一直把稻米视为最尊贵的食品,不仅一日三餐离不开米饭,而且还结合日本的地理环境与气候,创造出日本独特的米饭文化。
2.2 菜肴
日本除了米饭、汁、香食之外,还有垫席菜、生鱼片、烧烤食品、油炸食品、炖菜、拌凉菜、醋拌凉菜(鱼肉、蔬菜相拌)等。这些料理都是在保持材料原味的基础上,用酱油、酒、醋、沙糖等进行调味,如寿司、刺身、天妇罗等传统日本料理。
2.3 料理
传统的日本料理主要有3种形式,即本膳料理、怀石料理和会席料理。其中,最正式的是本膳料理,是以传统的文化、习惯为基础的料理,源于日本室町时代(约公元14世纪)武士阶级的礼法,在江户时期作为款待菜肴的形式固定下来。怀石料理指在做茶道的时候,主人用来招待客人的菜品。因为,日本的茶道从准备工作开始到饮茶这个步骤需要一定的时间,主人为了不让客人空腹饮茶,所以准备了菜肴,使客人能够更好的去品味茶的味道。会席料理是一种以享受美酒和诗歌为主的料理,随着日本普通市民社会活动的增加与发展,产生了料理店,所以在形式和上菜顺序上都相对随便,其中也包括各种乡土料理。
2.4 汤羹
在日本普通人家里,每日必吃的应该说是“酱汤”,日语叫“味噌汁”。公元8世纪初,随着佛教从中国的传入,酱也从中国传入日本,酱先在寺庙与宫廷中兴起,后在民间被广泛食用。酱汤以酱为主,主要原料是大豆,含有大量蛋白质,营养丰富,味道较咸。米饭就酱汤吃,是日本传统的早餐。日本是潮湿多雨的国家,营养丰富的早餐以及清爽利落的心境,对日本人来说早餐中的酱汤就变得是必不可少的。在日本,人们把酱汤视为“母亲的手艺”。
3日本食器的特征
“美食不如美器”,这句话道出了容器在饮食文化中的主要地位。美器不仅仅是对美食表层的烘托、外形的渲染,更是对美食内在的表达、内涵的诠释。食物的器皿——陶瓷器一直是主角。日本人在饮食上对食器颇为讲究:一方面是由于陶瓷制造业的进步;另一方面是由于与此相关的茶道艺术的发展,对茶具的艺术追求,也推及于食器。日餐器皿多为瓷制和木制,种类可分为茶碗、大中小盘、大碗(深底厚瓷)、分餐碟、钵、调羹、筷子等,且制作成各种高雅、大方的形状,有方形、圆形、船型、五角形、兽形、仿古形等等,既实用又具观赏性,要求一菜一器,按不同的季节和菜式选用,最大限度地利用盘子的“余白”之美,讲究色彩的搭配、摆放,与食物相映成趣,甚至盛器上的花纹也要因季节而异。也可以说,日本料理一半是味觉的艺术,一半是视觉的艺术。
日本莱肴按照进食的顺序,可以大体上分为12类,它们分别是:先付、前菜、汤类、刺身、煮物、烤物、扬物(油炸菜)、蒸物、后汤等。此外也有饮料及面食之类,以及各类风味名菜等。在这里我们按照美食配美器的原则,分析日本食器的功能特征:
3.1 主食(米饭和面食类)
在日本米饭是饮食中的基本组成部分,除做成白米饭搭配菜肴进餐之外,还可根据不同的烹调方法做出不同风味的饭食。
日本面食以面条为主,也是日本人民日常生活的主要食品,其品种不一,有粗有细,以茶面条和荞麦面条为日本人最常用,一般都以自家独特的酱汁加入高汤稀释,冷热食用都有,烹调方法不一。
米饭多使用陶瓷器皿,如深底大碗或是深钵、花钵、八角钵等,有些并配有盖物(如图1所示);面食多使用深钵或是深底大碗,多为陶器或漆器,颜色较深,突出面与汤完美的融合。

1-柿右卫门,彩绘山水菊牡丹纹钵,江户时代2-柿右卫门,彩绘唐人物纹盖物,江户时代3-柿右卫门,彩绘花卉纹花钵,江户时代4-柿右卫门,彩绘花鸟图龙纹钵,江户时代
图1米饭类器皿
3.2 菜肴
3.2.1先付和前菜类
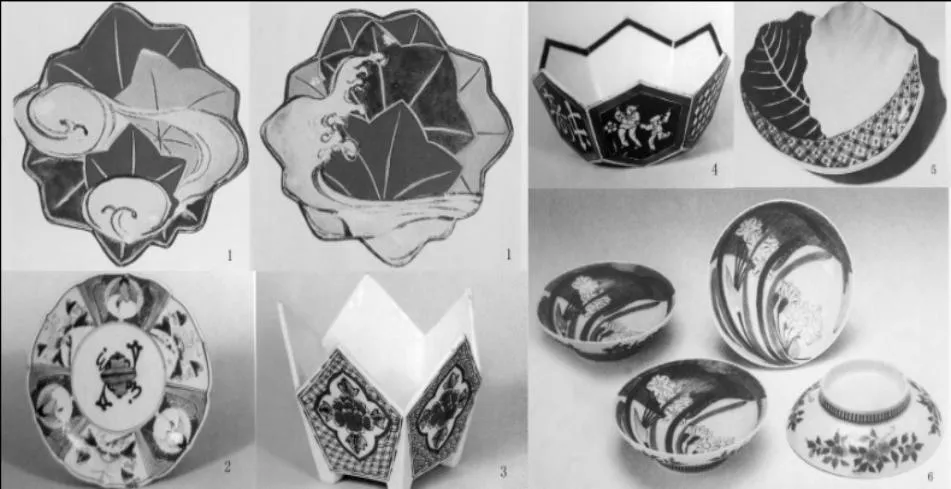
1-乾山,彩绘龙田川碟,江户前期2-伊万里,彩绘盘,江户时期3-伊万里,赤绘五角花纹碗,江户时期4-伊万里,青花人物六角钵 江户时期5-古伊万里,叶纹小盘,江户时期6-锅岛烧,彩绘青海波水仙纹盘,江湖中期
图2先付和前菜类器皿
所谓先付,实际就是先上的小酒菜。前菜是冷菜拼盘,供客人下酒食用。此种菜类似中国的凉菜,常用的主料归纳起来有:鱼鲜类、贝类、甲壳类、鸡禽、蔬菜、菌类、豆制品等。主要加工方法以生吃或根据不同要求和原料的性质,采用氽、煮、蒸、烤等加工方法。其特点是量小,口味多种多样,可单独上,也可以3种或5种一起拼盘上。根据菜肴与器皿在空间上达到和谐的原则,菜肴的数量要和器皿的大小相称,才能有美的感官效果。因此,“先付”和“前菜”多使用分餐碟或是具有日食风格形状不规整的小碟、青瓷高台、凉菜盘、花型小钵(如图2所示)等食器,在多样化造型与食物的搭配下,看似简单的小酒菜却色、香、味十足,活泼生动,使人心情舒畅。
3.2.2生鱼片
生鱼片,日语称刺身,是用新鲜北海道鲜鱼和贝类制作而成的,刀工讲究,厚薄适中,色泽与摆放颇具匠心,最能体现出其装盘的视觉美。据江户末期的风俗研究家喜多川守贞在《守贞漫稿》一书中的介绍,“刺身”的“盛付”讲究一种山水的感觉,在平坦的大盘中,用切成细丝的萝卜在左前方隆起地堆成小山状,上置一片青绿色的紫苏,旁边插放一支植物,便可使人联想苍翠的远山,再将切成花色的鱿鱼、切成薄片的鲷鱼排放在其下,犹如潺潺流水,或者再配放几枚红色的金枪鱼,并放置一朵黄菊,色彩极为悦目。
由于“刺身”在摆的数量上,要用单数,菜量较小,一般3种鱼拼一盘。摆法紧凑,或者在碗中呈山形,或在长方盘上摆开,形式不一。一般多选择为大盘、长方盘、手提钵等实用器皿,扇形、方形、菱形(如图3所示)等具有日本本土风味的食器。食器的色彩多为白色、浅色或是深色,体积较大,在“付盛”艺术注重形与色的美学追求下,鱼肉的色泽与鲜美得到烘托,菜肴与器皿在空间上达到和谐、高雅、美观效果。

1-乾山、光琳(合作),福禄寿方盘,江户时期2-高取白浊釉附手钵,江户时期3-尾部乾山,织部提梁钵,江户时期4-伊万里,青花云竹纹长盘,江户时期5-染付山水图大盘,江户时期6-锅岛烧,青瓷三足太钵,江户时期
图3生鱼片类器皿
3.2.3渍物类
渍物就是腌制的咸菜,有盐渍、酱渍、酒渍、糖渍等。其中以黄萝卜咸菜和酱瓜,最受日本人欢迎。这两种咸菜可以长期贮存,以鲜菜做原料,如黄瓜、大白菜都可以,类似中国爆腌小菜一类的食物。渍物类食物属于每餐必备的咸菜,高级宴会也不例外,因此多选择具有点缀性和美化菜肴的食器盛放(如图4所示)。一席菜的食物不但品种丰富,食器也要色彩缤纷,不然就会失去丰富多彩的特色。一些几何形和具象形的“和”式食器就成为了首选,自然色泽的流露、表面肌理的变化及浓郁的“手工”痕迹都弥补了渍物作为小菜的平淡不足,即增加了渍物的色彩,使其菜肴具有清新感,十分赏心悦目。

1-青釉四方委脚小蝶,江户时期2-志野烧,铁绘方盘,桃山时代3-伊万里,彩绘寿字赤玉纹碟,江户时期4-织部烧,方钵,桃山时代5-上野,割川椒形碗,江户时期
图4渍物类器皿
3.2.4烧烤类

1-濑户烧,织部风竹纹盘“春晓”,江户中期2-濑户烧, 织部风绘盘“春晓”,江湖中期3-濑户烧,绘濑户菊花盘,江户时期4-青织部平钵,江户后期5-吉向烧,交趾釉叶形果盘,江户时期6-刻花兰草折纸盘,江户时期 7-铁绘松枝纹花盘,江户时期
图5烧烤类器皿
烧烤是日本料理中的一个主要类别,烤鸡、烤鱼、烤松蘑等都是日本的高档菜点。烧烤出来的食物火候适宜、着色均匀、颜色亮丽。干菜或是烧烤类菜肴一般配用平盘或碟,对煎、炸、爆等无茨汁或有茨汁而无汤的菜肴多采用平盘装置。因此根据菜肴的不同形状用“象形”、“会意”的手法配以各种形态的餐具,达到相得益彰的效果。如:烤鱼,它的形态无论是整形的,还是条块、片状的都多选择使用长盘。有些高级的筵席为了提高宴会效果,多选择叶片状、瓦块状、莲座状、四方形、长方形、菱形、八角形等(如图5所示)具有“象形”意义的食器,色彩鲜明古朴又不失活泼生动,给人愉快的感觉。食器颜色与食物本身色调统一,减轻了烧烤类食物的色暗程度,使人情绪融合,增加食欲。
3.2.5蒸物类
一般蒸物的品种称为“茶碗蒸”,日本菜中非常常见,有茶碗木须、冷鸡蛋豆腐一类的蛋制品,具有清鲜、可口、柔软的特点,也是常见于宴会和便餐中的菜点。蒸菜多盛放于带盖的深碗中,并配有成套的垫托、汤匙(如图6所示)。因日本料理的特点之一就是量少,所以体积不是很大,器物色泽多为土黑、土黄、黄绿、石青和磁青,突出蒸菜表面的完整光亮。一些具有时令性“初物”的装饰,看似随意,却点亮了整体菜肴的颜色亮度,使其流露出一种朴拙、营养而又美观的特质。
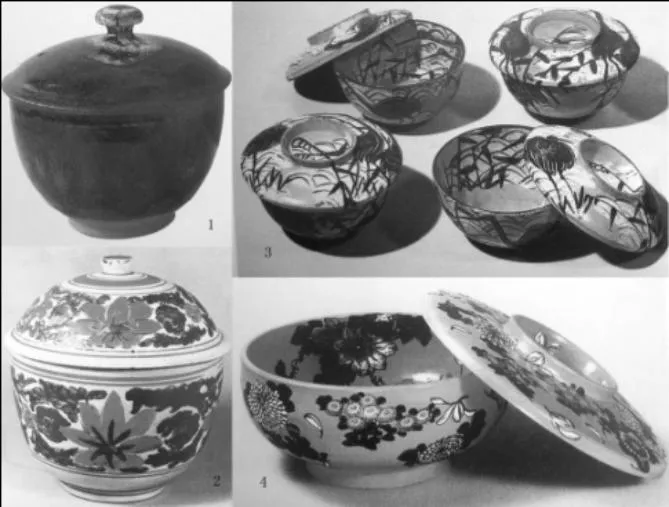
1-流釉盖物2-古伊万里,赤绘草花纹钵,江户初期3-乾山,绣绘染付芦鹤纹盖茶碗,江户时代4-松山窑,彩绘花卉纹盖碗,江户后期
图6盖物类器皿
3.3 汤羹
日本菜的汤类有3种,即:先碗汤、潮汁、后碗汤。先碗汤是饭前先上的汤类,属清汤类。一般用木鱼花一遍汤所作,通常清澈见底,口味清淡,并具有汤料的鲜味。
属于清汤类还有潮汁,主要以鱼类、贝类为主要原料,汤味体现鱼、贝本身的味道、十分清淡。这种汤一般是慢慢加热,把原料的鲜味煮出来,不宜使用旺火烹煮,故称潮汁。一般来说,用来盛汤的器皿通常所用的就是汤盘,主要是为了防止汤汁的溢出,给进餐者带来不便,这样也可避免影响菜点的美观,破坏佳肴的属性。在日本通常使用带盖茶碗、汤碗来盛装汤汁,其多为漆器或是深色陶器(如图7所示)。汤碗体积不大,汤则以八成满为宜,与清汤量少的特点相得益彰;碗盖具有保温、保鲜的作用,使汤汁鲜美留有余味;茶碗的色泽与色调多为深色系,以其古朴、枯寂的韵味烘托出汤的清澈与鲜美。
后碗汤也称为浓汤、酱汤,主要以大酱为原料,调味使用木鱼花二遍汤,口味较重,一般都放入豆腐、葱花,也有放季节性海鲜品或菌类提鲜。后碗汤一般与米饭搭配一起食用,因此多使用较大的汤碗(深底厚瓷)或是盖碗(多为木制或是漆器)、深钵、颜色较多为土黑、土黄、磁青等深色,容量较大(如图7所示)。汤里的诸多配菜取自日本的山川海洋,具有广博、清淡、融合,富有浓郁的饮食文化色彩。
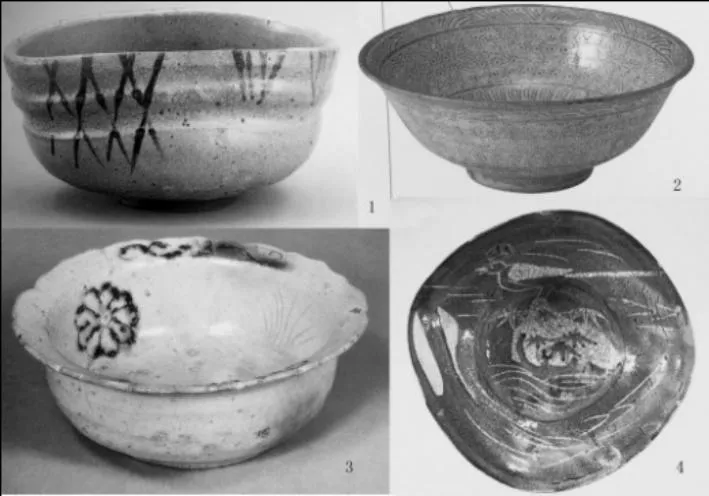
1-绘唐津,芦叶达磨四方形钵,17世纪前叶2-唐津烧,镶嵌花纹碗,15世纪3-蕙濑户,轮花钵,桃山时代4-鼠志野,鹤鸽纹钵,桃山时代
图7汤类器皿
4结论
清代著名诗人袁枚是当时广集众美的烹调爱好者,他纵观古代美食与美器的发展史,在《随园食单》中就专列了“器具须知”一节,道出了使用餐具的一般原则:
1)美食不如美器,餐具应当讲究;
2)雅丽实用便可,不必要求过高;
3)盛器因菜制宜,无须强求一致;
4)盛器力求多样,使之参错成趣。
食器与美食的搭配可根据时间、场所、规格、菜品之不同而变换,力求因时而异,因人而异,因景而异,因席而异,给人以视觉上的美感。因此,作为一种文化形态的陶瓷食器,在其延续与更新的演绎过程中,陶瓷食器的发展变化与人民的生活方式紧密相连。揭示出陶瓷工艺与人民物质、精神生活、文化交流的密切关系,不断为陶瓷艺术和人民的生活增辉,成为民族文化的象征,也体现了永不衰落的人文价值。
参考文献
1郑宁.日本陶艺.哈尔滨:黑龙江美术出版社,2001
2王玉新、关涛.日本陶瓷图典.沈阳:辽宁画报出版社,2000
3成美堂出版编集部编.日本民窑陶瓷图鉴.沈文训译.积木文化股份有限公司出版社,2007
4陈水源.日本传统陶艺(合集).台湾:国立历史博物馆,2006
5袁丽梅.日本料理与礼仪.长春工程学院学报(社会科学版),2010,11(2):81~83
6李悦佳.漫谈日本饮食的关感.语文学刊,2012(1):90~100
7吴正格.日本食文化一瞥.四川烹饪,2000(10):16~17
8徐静波.试论日本饮食文化的诸特征.日本学刊,2008(5):104~116
9毕翼飞.中日陶瓷食器文化比较研究:[硕士学位论文].景德镇:景德镇陶瓷学院,2007
10边冬梅.日本食文化刍议.河南教育学院学报,2001(2):100~102
11尹宝星.美食与美器的搭配原则.烹饪知识,2005(5):26~27
告示
在以往处理稿件当中,我们经常发现有的稿件有需要补充的内容,但没法与作者直接联系,为了以后我刊便于与稿件的作者联系,为了杂志的顺利出版,我刊建议各位作者投稿时最好将联系电话附上,方便我们之间沟通。
《陶瓷》杂志社
读者信箱
问:陶瓷生产用石膏粉有哪些种类?其质量的简易鉴别方法有哪些? 答:1陶瓷生产用石膏粉的种类
在陶瓷生产中,成形模型的制作和一些胎型的制作都要使用石膏粉。石膏粉按生产成形方式不同又可分为:注浆成形、滚压成形、冷压成形和母模胎型制作用石膏粉。
1.1注浆成形用石膏粉
陶瓷生产中采用注浆成形的产品品种较多。日用陶瓷的异型大件和小件,卫生陶瓷和艺术陶瓷,特种陶瓷中的理化瓷注浆件,陶瓷烧成用的一些窑具、架托等都采用注浆成形方法生产。注浆成形主要强调石膏模型的吸水性能。一般采用普通β石膏粉或部分采用按比例混合的α与β石膏粉,其细度一般为80~100目。石膏和水的比例一般为(1.2~1.5)∶1。根据生产品种和生产工艺的不同,石膏和水的比例有所差别。如,在日用陶瓷和特种理化瓷的小件注浆生产中,由于是常压成形且体积较小,对石膏模型的强度要求不高,主要强调模型的吸水性,故石膏和水的比例较小,一般在1.2∶1.0左右。这种模型的吸水率一般为45%~50%,干燥后抗折强度为2.8~3.5 MPa。而在卫生陶瓷微压注浆成形生产或日用陶瓷的压力注浆生产中,一般产品体积和模型体积较大,模型需要承受一定的压力,除了要强调模型吸水性之外,还对模型的强度和防变形能力提出严格的要求,故石膏和水的比例要求大些,一般为(1.35~1.50)∶1.00。这种模型的吸水率一般为35%~42%,干燥抗折强度为3.8~4.5 MPa。
1.2滚压成形用石膏粉
滚压成形是日用陶瓷主要的成形方法。其要求模型有足够的强度、较好的耐磨性和抗冲击能力,同时也要求模型有一定的吸水性和耐热性能。使用的石膏粉主要是高强α石膏粉,或者部分采用混合石膏粉(一般是70%的α和30%的β)。石膏和水的比例一般为(1.6~1.8)∶1.0,模型的吸水率一般为27%~31%。为了确保模型的强度和防止变形,根据石膏粉种类、产品体积大小和阴阳模成形工艺方式的不同,可微调整石膏和水的比例,一般产品体积件小时比例小些,为(1.6~1.7)∶1.0;体积大时比例高些,在(1.7~1.8) ∶1.0,有的甚至高达2.0∶1.0,这时模型的吸水率为22%~23%。但石膏与水的比例过高会出现成形卷坯、不易成形现象。
1.3冷压成形用石膏粉
冷压成形是日用陶瓷生产中一种特殊的成形工艺方法,也叫塑压成形。它是随着日用陶瓷行业异形件越来越多而发展起来的,特别适用于生产带浮雕图案的大件和异型大件产品。对于滚压成形无法生产的品种,除了采用注浆成形方法外,就是采用这种成形工艺,所使用的石膏粉也是高强α石膏粉。石膏和水的比例一般为(1.6~1.8)∶1.0,模型的吸水率一般为27%~31%。上扇模型的石膏与水的比例相对较小,一般为1.6∶1.0(强调吸水);下扇模型的石膏与水的比例相对较大,一般为1.8∶1.0。这种石膏粉能够保证模型的强度、耐磨性能、较低的膨胀系数,一定的吸水性能和透气性能。
1.4原模母模用石膏粉
这种石膏粉的细度一般为250~300目。它是在α石膏粉中加入特殊的外加剂,或者在α石膏蒸压加工过程中采用特殊的工艺,加入媒晶剂,改善了高强α石膏粉的结构性质,形成特殊的高强石膏粉。这种石膏粉对吸水率不作要求,主要要求强度高、硬度高、膨胀率低以及胎型表面有较高的光滑度。这种石膏粉的标准稠度需水量很低,生产中石膏和水的比例可达到(2.30~2.85)∶1.00,凝固时间长(可搅拌10~15 min不凝固),其干燥后抗折强度可达到11.5 MPa。实际生产表明,在如此高的石膏和水的比例下石膏浆体的流动性能、凝结性能仍然良好,工艺操作仍能正常顺利地进行,且石膏粉的膨胀率很低。这种石膏粉的价格很高,国产原模母模石膏粉一般都在5 000元/t左右。国内有一些生产这种石膏粉的厂家,如河北邢台的双华、山东的金信、河北唐山的兴华等。目前邢台双华原模石膏粉的价格降到4 000元,膨胀系数控制在0.06%以下,使用的石膏和水的比例为(2.0~2.3)∶1.0,比同类石膏可降低石膏粉用量20%~30%,各项性能指标已达到国外先进水平,是目前国内优质的特种原模母模石膏粉。
2检验石膏粉质量的简易方法
石膏粉在生产中能否使用,首要的最基本条件是能满足模型制作的注模操作,也就是说石膏粉的凝结时间(初凝和终凝)应符合标准,时间过长或过短都有影响。初凝时间过短,操作人员来不及操作,会影响生产;终凝时间过长,凝固时间慢,也会影响生产。检验石膏粉质量的方法主要有:
2.1从包装上判断
查看外观包装,若包装袋的材质质量差,松软强度低,做工粗糙、编织稀疏,颜色发灰绿色,内部没有防潮塑料袋,且为撒料,三无产品或外观标识不全的石膏粉不符合质量标准,档次低,质量没有保证;反之,包装塑料编织袋用材好,做工精致,颜色发白,强度高,编织经纬密集,内部有防潮塑料袋,封口严密,外观印刷清晰、标识完整,不撒料的石膏粉质量有保证。一般采用这种包装袋的石膏粉白度高、细度高,是质量上乘的高强度石膏粉、特种石膏粉(如母模石膏粉、原模石膏粉或树脂石膏粉),价格相对较高,是普通石膏粉的2~9倍。
2.2从颜色和手感上判断
一般白度高的石膏粉细度细,质量好,价格较高;而发灰黑、里面有黑色杂质的石膏粉质量较差。用手的拇指和食指搓捻石膏粉,手感发沙粗糙的石膏粉细度低,质量较差,价格较低;而手感细腻的石膏粉细度细,质量好,价格也较高。
2.3检测结晶水含量
石膏粉是一种结晶混合物,会含有生石膏、半水石膏和无水石膏(过烧石膏)。在炒制过程中欠火会有生石膏产生,火大、炒制时间过长会造成过烧有无水石膏,这都影响石膏的凝结时间,影响生产正常使用。或因石膏粉放置时间过长受潮,也会影响正常使用。根据实践经验,通过测定结晶水的含量,可判断石膏粉质量的优劣。一般合格的石膏粉结晶水的含量为4.5%~5.5%。若石膏粉的结晶水含量远低于此标准值,则说明石膏粉过烧,注模时凝固时间太长甚至不凝固;若石膏粉的结晶水含量远高于此标准值,则说明石膏粉欠火或者受潮,注模时凝结时间短。
2.4测定凝结时间
凝结时间包括初凝时间和终凝时间。石膏粉凝结时间的标准是:在标准稠度下一般初凝时间不小于6 min,终凝时间不大于25 min。适宜的凝结时间是石膏粉在生产中正常使用的必要条件。初凝时间过短或终凝时间过长都会有影响。如果在使用中初凝时间太短,小于6 min,则证明石膏粉没有炒熟夹生,或新炒制没有陈腐期,或石膏粉受潮,影响注模操作,表现为生产中注桶,影响生产;若终凝时间太长,远大于25 min,则说明石膏在炒制时过烧,里面含有过烧石膏,表现为石膏浆太稀,注模时易漏浆,甚至石膏浆不凝固,影响生产。
2.5测定流动度
在大生产中石膏和水的比例通过测量试饼的直径(流动度)大小,来判断石膏粉质量的优劣。检测时应固定水量的多少,所采用的工器具和实验方法应一致。在大生产中,若正常使用的合格石膏粉的试饼直径为D,待检石膏粉试饼直径为d。如果d远小于D,甚至浆体不流动平铺,则说明石膏粉没有炒熟,或受潮内部含有生石膏,影响注模操作甚至不能使用;如果d远远大于D,浆体很稀,流动性大,则说明石膏粉过烧,注模时凝固时间太长甚至不凝固,也无法使用。用此方法还可区分是普通石膏粉还是高强石膏粉。在同样的膏水比例下,若浆体稀、流动性大,试饼直径大,同时硬化后强度高,则一般是高强α石膏粉;反之,若浆体粘稠、流动性差,试饼直径小,则一般是普通β石膏粉。
2.6生产中试注
在大生产中石膏和水的比例所采用的工器具、设备和工艺方法与操作人员一致,选择一个胎型母模进行生产模型的试注,与生产中正常使用的合格石膏粉的模型浇注过程进行比对。若待检石膏粉凝结时间正常合理,操作顺利不注桶,则说明该石膏粉可用,是合格的石膏粉;若待检石膏粉凝结时间不正常,凝结时间太短注桶,或凝固时间太长甚至不凝固,都会影响生产的正常进行,这样的石膏粉不合格,在生产中是绝对不能使用的。
主题策划
中图分类号:TQ174.73
文献标识码:A
文章编号:1002-2872(2015)03-0052-06
*作者简介:解雨婷(1990-),研究生;主要研究方向为中外陶瓷文化交流史。
