立式电机承重螺栓的螺纹配合控制
2015-02-23朱从尧
朱从尧
(上海电气集团上海电机厂有限公司, 上海 200240)
立式电机承重螺栓的螺纹配合控制
朱从尧
(上海电气集团上海电机厂有限公司, 上海200240)
摘要:对立式电机承重螺栓和与之对应的圆环内螺纹加工进行了分析改进,并归纳总结出一套具有操作性的检测方法来判断对应螺纹配合的情况,取得较好的效果。
关键词:立式同步电机;承重螺栓晃动;螺栓螺纹配合
0引言
我国水利行业标准对立式泵用电机的制造总装过程控制严谨,安装检查要求严格。其中,《SL-317 泵站安装及验收规范》中“立式机组的安装及验收”一节规定了“推力瓦抗重螺栓与推力瓦之间的配合可用百分表进行检查,其晃动值不大于±0.10 mm,否则进行处理”[1]。
为了保证南水北调国家重点项目的电机制造质量,并对以后立式电机总装过程控制积累经验,公司工艺成立专员小组,对立式电机承重螺栓螺纹配合控制进行攻关。
1螺纹配合精度要求特点
根据GB/T 197—2003《普通螺纹公差》规定了公称直径1~355 mm范围内普通螺纹的公差和基本偏差,并对内、外螺纹的配合提出了要求。标准规定了螺纹配合最小间隙为零,极易具有保证间隙的螺纹公差和基本偏差(选用参数见表1、表2)。
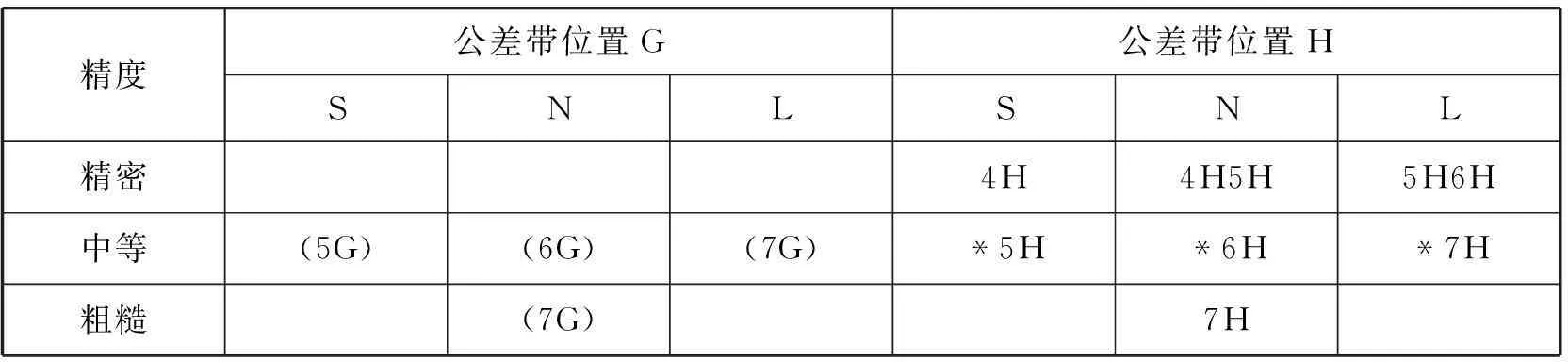
表1 内螺纹选用公差带(GB/T 196—2003)[2-3]
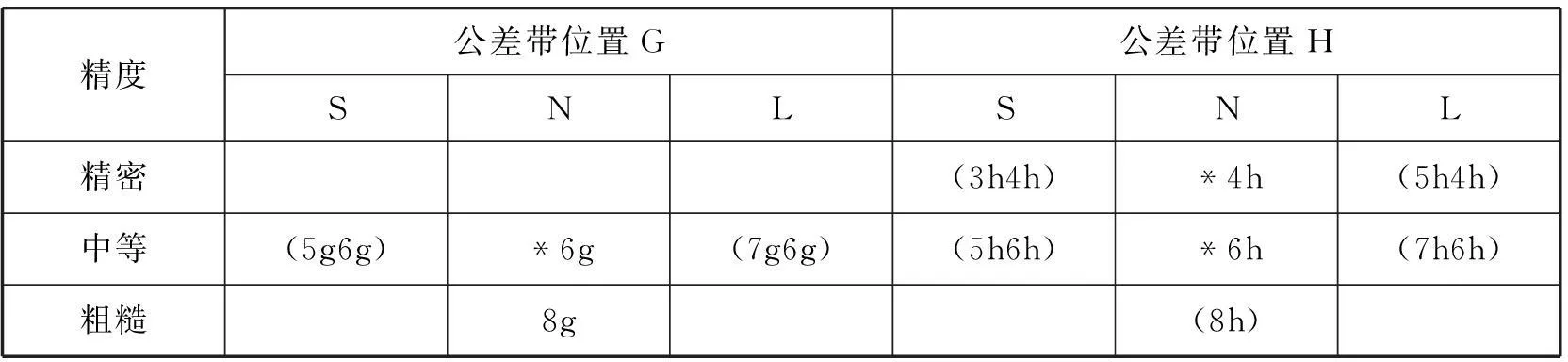
表2 外螺纹选用公差带(GB/T 196—2003)[2-3]
注:带*的公差带应优先选用,不带*的公差带其次,括号内的公差带尽可能不用。
我公司大中型电机的承重螺栓基本上选用螺栓M42×3,M48×3和M64×3系列。这些承重螺栓均需大量生产制造,且螺纹啮合长度为S等级,故选用所推荐的内螺纹公差带为5H,外螺纹公差带为5h6h,以满足实际生产制造的需要。
2原因分析及改进措施制度
结合我公司在水利工程大中型立式电机中所使用的承重螺栓类型为M42×3,M48×3和M64×3。可知,对应的螺栓和螺孔的外螺纹、内螺纹的尺寸入表3所示。
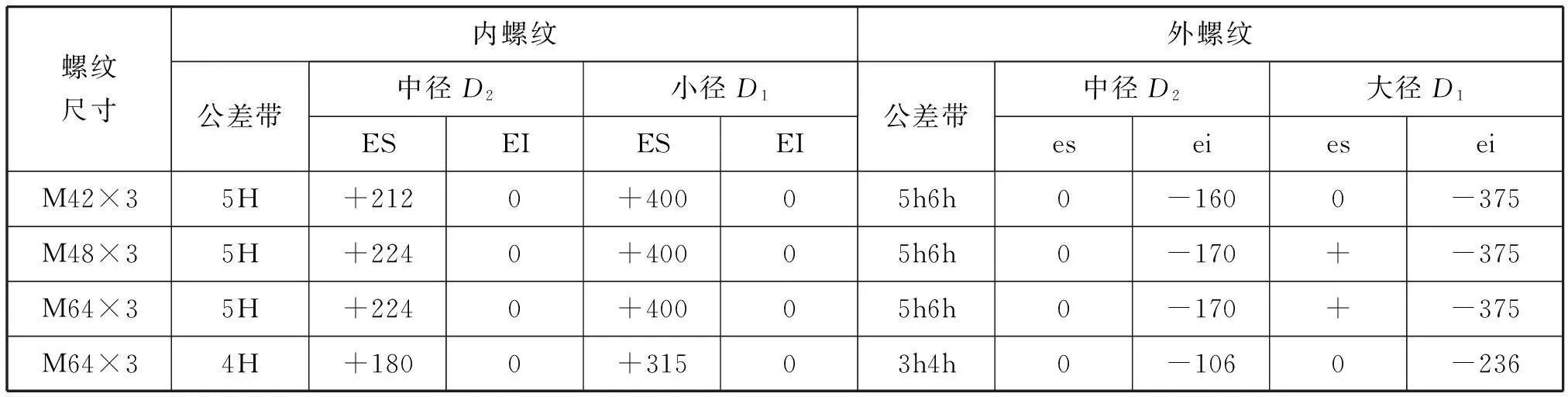
表3 普通螺纹公差带的极限偏差(GB/T 2516—2003)[2-3]
2014年5月,公司为南水北调项目所提供的5台TL2200-36电机在用户现场检查发现M64×3承重螺栓和支撑圆环之间的螺纹配合晃动值,最大最小偏差达0.27 mm,超过水利部规定±0.10 mm要求。用户要求将其返厂退回修理达标后方予以使用。
对承重螺栓和支撑圆环上的螺纹进行检查后发现,单件尺寸均符合图纸尺寸要求及公差带等级。
根据表3《普通螺纹公差带的极限偏差(GB/T 2516—2003)》可知,对应M64×3螺纹中径最大最小值偏差为0.224+0.170=0.394 mm,大径和小径的最大最小偏差为0.375+0.400=0.775 mm。上述尺寸偏差均远大于0.20 mm的要求。这说明即使单件合格,也无法满足《SL-317 泵站安装及验收规范》的要求。
查阅表《普通螺纹公差带的极限偏差(GB/T 2516—2003)》可知,即使提高螺纹精度等级至精密等级,外螺纹为3h4h等级,内螺纹为4 H等级,对应的最大最小偏差仍然超差严重。
针对这一情况,经各方协商,决定采用对内外螺纹配合采用配对配做,以满足该要求。工艺验证过程从M42×3内外螺纹加工进行。
3实施过程
3.1 规范环板晃动值测量方法
对《大型立式电机装配》工艺守则文件修改,增加螺栓、螺孔配对检查,明确晃动检查拉力值,明确晃动检查时螺栓安装位置情况。
环板晃动测量操作流程为:
将螺栓按图纸中的安装位置尺寸调节到位,一般为螺纹伸出长度10 mm,如图1所示。安装过程中,注意按照螺栓的配对编号选择其相对应的环板上德罗孔径进行装配。并对螺栓按照四个方向等分,标注其晃动方向“1”,“2”,“3”,“4”。

图1 工艺验证支撑螺栓晃动测量示意图
1) 按图2所示装拉力计和百分表,安装过程中注意保证拉力计拉力方向、百分表探针方向均为水平方向。
2) 按照标准的方向,用10 kg力拉动拉力计,并记录此时对应百分表的晃动情况,即为对应螺栓在对应方向的晃动值,要求晃动偏差值为±0.1 mm。对应测量数据予以记录,并将对应螺孔与螺栓一一标记配对。

图2 工艺验证环板晃动值测量
3.2 规范环板、承重螺栓加工方式
配加工螺纹过程,理论上可用配加工内螺纹或外螺纹两种方式实现。但支撑圆环为内螺纹,加工时由钻床钻好底孔后,丝锥攻螺纹实现。这一过程中,内螺纹尺寸控制与尺寸测量困难。对应承重螺栓外螺纹为车加工外圆形成,尺寸测量和控制较为困难。故决定工艺验证时配加工螺栓外螺纹来实现目的。
操作过程如下:
1) 钻支撑圆环上M42×3螺孔,保证其垂直度要求,以及控制螺纹加工精度满足图纸(图3)要求(通过标准螺纹塞规实现尺寸检测)。
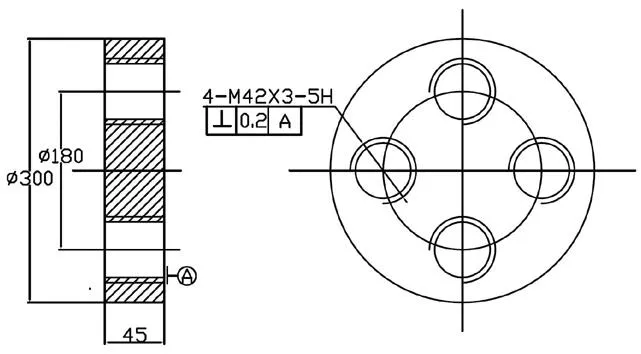
图3 工艺验证支撑圆环图纸
2) 如图4、5所示,机床车螺纹M42×3成型,将做好的螺栓放入螺孔,检查晃动值偏差。发现单边偏差接近0.13 mm(直径方向偏差0.26 mm)。鉴于这个情况,决定重新配加工另一螺栓,对应螺纹中径增大0.20 mm。重新放入对应螺孔,测量晃动值为0.02 mm,将该螺栓放入其他3个螺孔,测量晃动值偏差,偏差值(直径方向偏差)均小于0.03 mm,满足工艺验证目的。
说明按照实际螺孔尺寸配做后的螺栓(放大螺栓中径,而外径不变,测量显示均为直径φ41.36~φ41.38之间),均能够满足客户要求的晃动值偏差±0.10 mm。
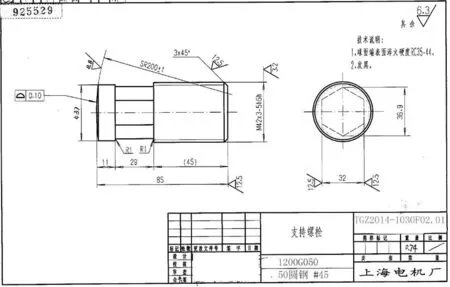
图4 工艺验证支撑螺栓图纸

图5 工艺验证支撑螺栓加工过程
4改进效果验证
经过该工艺验证后,按照这一方式,将用户退回的5台套电机所用承重螺栓(共5×8=40个)进行配车加工和一一配对检测。按照上述要求制造合格后交付用户,顺利地解决了问题。
将该工艺加工方法和检测方法在对应的制造指导文件中予以体现并固化,使我公司在后续一大批水利行业电机的制造过程中,均按此加工方式和检测方式进行电机总装。该系列均达到《SL-317 泵站安装及验收规范》要求,顺利通过对应检查验收。
5结语
《SL-317 泵站安装及验收规范》中“立式机组的安装及验收”中规定的“推力瓦抗重螺栓与推力瓦之间的配合可用百分表进行检查,其晃动值不大于±0.10 mm”这一要求很高。
立式电机承重螺栓在制造过程中,可以通过对其中径尺寸根据对应的螺纹孔尺寸进行配车加工,并使用适当的检测测量方法,低成本地达到要求,而不是忽视制造成本靠提高零部件单件加工质量的方式来达到要求。
参考文献
[1] 陈宏均.实用机械加工工艺手册[M].北京:机械工业出版社,2003.
[2] 机械设计实用手册编委会.机械设计实用手册[M].北京:机械工业出版社,2003.
[3] 中华人民共和国水利行业标准协会.SL317—2004 泵站安装及验收规范[S].北京:中国水利水电出版社,2005.
