Z系列直流电机定子装配工艺方法
2015-02-23崔海龙
崔海龙
(哈尔滨电气动力装备有限公司, 黑龙江哈尔滨 150040)
Z系列直流电机定子装配工艺方法
崔海龙
(哈尔滨电气动力装备有限公司, 黑龙江哈尔滨150040)
摘要:介绍了Z系列直流电机定子装配在原有基础上进行了改进而制定的定子装配工艺方法。详细阐述了定子装配工艺过程,主极、换向极装配过程中具体数值的要求,及定子装配工艺的检查方法等。
关键词:直流电机;定子;机座;主极;换向极
0引言
Z系列直流电机包括大型直流电机(指电枢直径超过1 m)和中型直流电机。定子是直流电机的重要部件,定子装配的质量直接影响电机的性能。
为了提高大型直流电机的性能,在原有定子装配工艺基础上进行了改进,对直流电机定子装配提出了更高的要求。
1具体加工方法
1.1 定子装配工艺前准备过程
1) 根据图纸要求准备好所有零部件。
2) 准备好测量时所用的工具,如:内径千分尺、弯尺等。
3) 除去机座底脚面、内圆、端面在机械加工时所产生的尖角、毛刺,清除平台及机座内部油污及尘土。
1.2 定子装配工艺过程
1) 将机座用吊车平放置于平台上,用吊主极工具将第一个已套好线的主极吊起放入机座内,主极吊运工具如图1所示。将磁极螺钉穿入机座钻好的孔内,分别垫以图纸所规定的主极垫片,并用螺钉预紧。
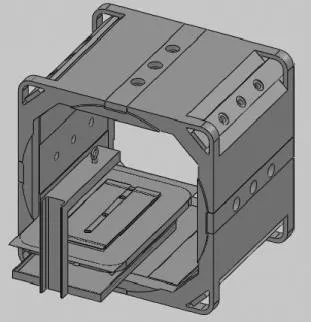
图1 主极吊运工具
2) 将机座翻转180°后调平,按要求装入第二个已套好线的主极。
3) 转动机座,按要求依次装入其它主极。
4) 预装主极后,将机座用吊车立放于平台上,以等厚的3个垫块垫平机座。
5) 用内径千分尺、弯尺等沿轴向分上、中、下3点进行测量,调整内径尺寸,使符合于图纸或图号表上所示的尺寸,定子内径尺寸的测量如图2所示。除非有特殊规定,否则不得用非磁性垫片。相对两磁极面与机座内圆面距离应相等,其“A”、“B”两值之差最大不超过单边气隙的5%。
6) 磁极的长度方向两端与机座两端之距离“H”、“L”之差最大不超过2 mm。
7) 调整其余的各主极,其所加垫片数量同第一次所装经调好气隙的前两主极一致。

图2 定子内径尺寸的测量
8) 按前述方法对换向极按图纸加垫磁性及非磁性垫片,调整换向极主、副气隙符合图纸及图号表上所规定之值。
9) 沿整个极身长度方向,内径偏差应符合电机气隙检查工艺守则所规定的。
10) 用直角尺校正各换向极、主极对机座端面的垂直度应≤0.15。
11) 沿整个极身长度方向各换向极与主极靴间距离“E”、“C”值偏差为E≤1.5 mm、C≤0.75 mm。
12) 在已装磁极的机座中,所有磁极与机座内圆应紧贴,磁极与机座间不允许有任何间隙,把紧螺钉后,极面不应有弯曲现象发生。主极与换向极线圈不应松动。
13) 按图纸将各极间连接线、补偿线圈焊连好,各连接线应做到整齐、美观,各导电的螺钉连接点需装镀锌锁片。
14) 磁极线圈引出线伸出长度应符合图纸的规定。
15) 按图纸上规定的绝缘试验规范进行半成品试验。
1.3 质量检查
1) 主极与换向极内径。
2) 相邻两主极极靴间的距离,主极极靴和相邻换向极边缘的距离。
3) 沿整个磁极及换向极长度方向的垂直度及A、B间距离。
4) 磁极极性的正确性。
5) 各连接线的把紧连接情况,连接线与机座内圆的距离。
6) 定子装配各零件的清理及质量。
7) 其它符合图纸。
1.4 技术安全
1) 质量超过20 kg的工件以吊车及其它运输设备运输。
2) 吊运过程中要防护,不得损伤已加工面。
3) 吊落时要轻放,不允许磕碰现象发生。
2结语
通过对直流电机定子装配工艺过程的细化及主极、换向极装配过程中具体数值的要求,更加严格地保证了直流电机定子装配的质量,也同时提高了Z系列直流电机的性能。

