固结磨料精磨手机面板玻璃的实验研究
2015-02-22周含宣左敦稳孙玉利夏保红
周含宣,左敦稳,孙玉利,夏保红
(南京航空航天大学 机电学院,江苏 南京 210016)


固结磨料精磨手机面板玻璃的实验研究
周含宣,左敦稳,孙玉利,夏保红
(南京航空航天大学 机电学院,江苏 南京 210016)
摘要:固结磨料精磨工艺具有加工效率高和清洁方便等突出优点。采用正交实验法,研究了精磨压力、时间、转速和抛光液浓度等参数对固结磨料精磨手机面板玻璃的材料去除率MRR和表面粗糙度Sa的影响,并综合优化获得高材料去除率和优表面品质的工艺参数。结果表明精磨的最佳工艺参数组合为:精磨压力为0.1 MPa,转速为 160 r/min,精磨时间5 min,抛光液浓度10%。
关键词:固结磨料;手机面板玻璃;材料去除率;表面粗糙度
0前言
光学玻璃常被用作照相机镜头、隐形雷达探照镜、激光发射装置中的光学透镜、棱镜、平板显示器等超精密零件。由于光学玻璃的广泛使用,传统的加工方法已不能满足精密加工的需要,尤其是对于非球曲面零件,特别是具有小曲率半径的非球凹面零件,用传统的加工方法加工较为困难且不能保证加工精度,不符合现代高科技发展的要求[1]。光学玻璃的加工之所以困难是由它本身特性和现有加工技术的限制:被加工的表面粗糙度要求高;光学玻璃材料硬而脆,加工的过程要保证在一定的塑性域切削;以铣磨和抛光为主要的加工方法,需要经过粗磨、精磨、抛光等多个制造工序才能加工出超光滑表面;加工过程中需要使用抛光液、抛光粉、抛光垫材料、清洗液、胶合用胶等材料[2]。B.H. Lv等采用金刚石磨粒和光敏树脂制备固结磨料精磨垫用于氮化硅陶瓷球的精磨加工,并对精磨后陶瓷表面进行观察以确定其去除机理[3].。国内长春理工大学杨建东等人用金刚石磨料与铜结合剂做成金刚石丸片,用环氧树脂将丸片固定到设计好的磨具上制成固结磨料精磨盘,开展了固结磨料抛光精磨运动轨迹分析,以及模拟了实现磨具均匀性磨损的条件[4-5]。南京航空航天大学的左敦稳、朱永伟教授等人采用亲水性光固化树脂作为FAP基体,添加微纳米金刚石或CeO2作为磨料,经紫外光固化成型工艺制备出了一种新型的亲水性固结磨料精磨抛光垫,并比较了亲水性固结磨料抛光垫与传统的游离磨料方法抛光硅片、K9光学玻璃、手机面板玻璃等的性能研究[6-7]。
实验开展了金刚石固结磨料抛光垫精磨手机面板玻璃,利用正交实验分析不同的工艺参数对手机面板玻璃的加工影响,从去除率和表面粗糙度衡量其加工效果并对其进行机理分析和工艺优化。
1实验
实验采用长春理工大学科技开发中心自行研制的PHL-350型高速研磨抛光机和本课题组朱永伟老师自制的亲水性固结磨料精磨垫,精磨垫磨粒为W14金刚石,替换了原机床上的金刚石磨盘和压盖。工件是60×60×3mm的显示面板玻璃。抛光液是由去离子水与中晶科技公司配置的加速剂组成。实验主要研究精磨压力、工作台转速、时间和抛光液浓度对材料去除率和表面品质的影响。每个因素都有3个水平,各因素的水平设计见表1。选用L9(34)作为实验的正交表。使用NanoMap 500LS三维形貌仪测量粗糙度和表面形貌,每个工件测5个点的平均值作为最后的结果。

表1 各因素水平
为了准确地得到工件表面的去除速率,将传统的单位时间厚度变化公式转化为质量变化公式,只需称量面板玻璃试验前后的质量以及精磨前的厚度,便可得到去除率。采用赛多利斯BS224S精密分析天平测重,厚度采用电子读数的螺旋测微仪来测量,取5个不同地方的点作为其平均值,转换后的式(1)如下:

(1)
式(1)中:MRR为材料去除率,μm/min;Δm为精磨加工前后的质量差,g;H为工件的初始厚度,mm;M为工件的原始质量,g;t为精磨时间,min。
2结果分析与讨论
2.1 实验结果
在W14精磨垫研磨后各试验因素对去除速率和粗糙度的影响,如表2所示。

表2 试验因素对各指标的影响结果及分析
表中K1、K2、K3分别为各水平三次重复实验结果的平均值。
2.2 精磨工艺参数对表面粗糙度和材料去除率的影响
W14精磨垫的工艺参数对表面粗糙度(Sa)和材料去除率(MRR)的影响如图1所示,每点的坐标值大小为水平重复三次的平均值。
图1(a)为压力对表面粗糙度和材料去除率的影响趋势图。去除率遵循Preston方程。
MRR=kPV
(2)
其中:MRR为去除速率,k是为材料相关的Preston系数;P指对工件施加的压力,V指工件表面某点的线速度。随着压力的增大,工件表面粗糙度在逐步降低。压力的增加使抛光液与工件表面的接触更充分,化学反应活性提高,工件表面基体能快速形成较软的反应物,此时的切削属于塑性去除,得到的表面划痕和裂纹扩展越来越少,从而粗糙度值减小。

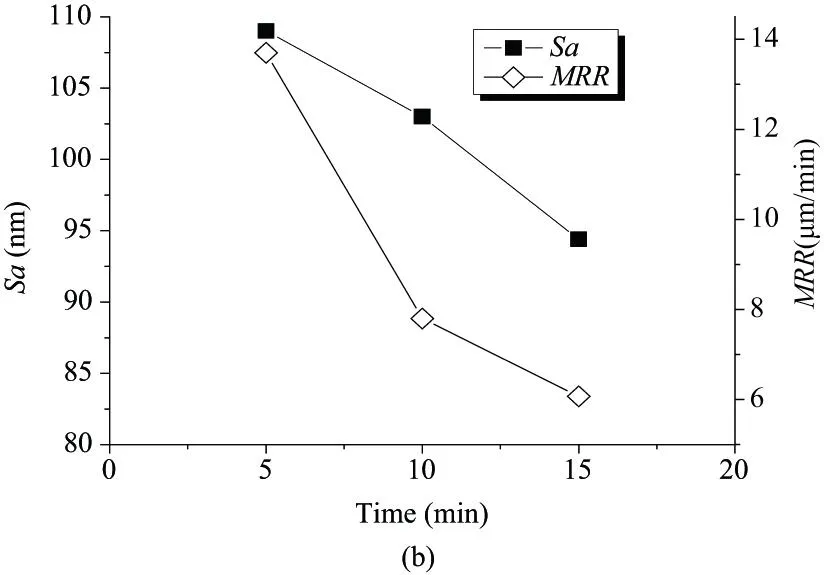
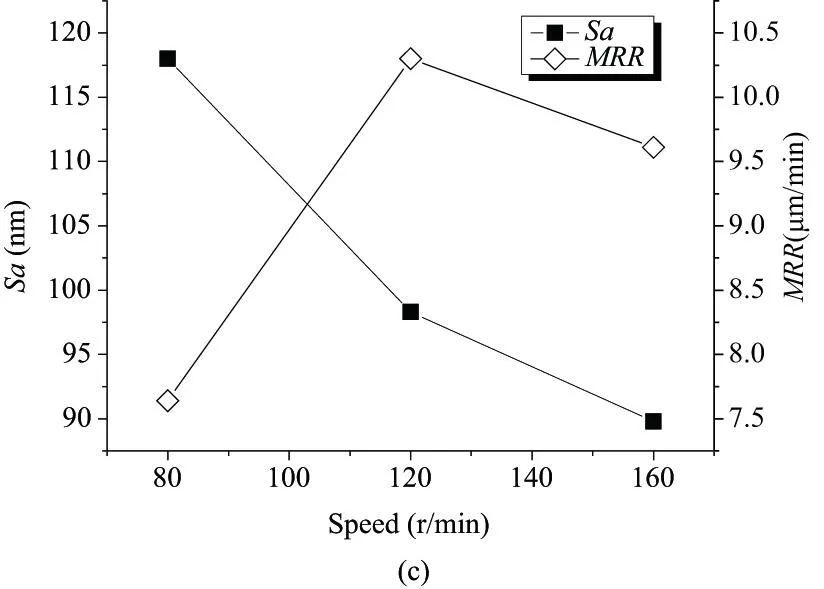

图1 各因素不同水平下精磨材料对去除率和粗糙度的影响
图1(b)为时间对粗糙度和材料去除率的影响趋势图。随着时间的增加,材料去除率逐渐降低。这是因为在精磨初始阶段工件与精磨垫处于磨合阶段,表面粗糙度值较大,整体形貌参差不齐,磨粒在与工件接触时摩擦作用较明显,会发生大颗粒的去除;随着精磨时间的增加,工件表面的品质得到有效改善,材料的去除更加均匀,同时精磨垫的表面金刚石颗粒也被磨平,造成去除率下降。
相反,随着时间的增加粗糙度却越来越低,可以根据上述去除率减小的作用机理分析出粗糙度得到明显改善。但根据文献[8]可以判断随时间的延长,材料的去除率会达到一稳定值。
图1(c)为转速对粗糙度和材料去除率的影响趋势图。随着工作台转速的增加,材料去除率先升高后有略微降低,这与Preston方程有稍微的差别。当转速较低时,工件的MRR不是很大,可能是由于工件中心点应力集中现象使工件的边缘去除没有中间的有效。当继续提高转速会使抛光液与工件的接触时间更短,还没来得及反应就因为离心力的作用被甩出,化学作用与机械作用之间的平衡被打破,表现为机械作用起主导作用。
粗糙度随着工作台转速的增加而降低,因为转速的提高会增加工价面上各点的线速度,使得在相同时间的情况下有效去除面积增大,这样工件表面去除更加均匀,表面粗糙度得到改善。
图1(d)为抛光液中加速剂的浓度与材料去除率和表面粗糙度的关系。当不添加任何抛光液时,工件精磨的过程中只有机械作用,没有任何化学反应,因此材料去除是一种纯机械加工;当添加抛光液与去离子水的比例为1:10时会提高去除率,这是化学作用与机械作用相互作用的结果。抛光液是呈碱性,显示面板玻璃工件是纳系硅酸盐玻璃,会跟碱产生化学反应,其反应方程式(3)如下:
SiO2+2NaOH=Na2SiO3+H2O
(3)
生成的Na2SiO3有粘性,属于胶体,所以在机械摩擦作用下很容易去除。随着抛光液浓度的增加化学作用也越强,使去除率得到提高。
可以看出粗糙度值出现先升后降的趋势,但总体对粗糙度的影响其实不是很大,只有几个纳米的范围。可能是最后接触到的软化层没有得到及时去除,导致表面基体软硬层之间凹凸坑较多粗糙度变大。
2.3 工艺参数的综合优化
从加工效率角度来看材料去除率是越大越好,最佳实验组合方案是B1A3C2D2,即精磨时间5min、精磨压力0.1 MPa、工作台转速120 r/min、抛光液的浓度10%;从加工品质来看表面粗糙度是越小越好,最佳实验组合方案是C3B3A3D2,即工作台转速160 r/min、精磨时间15min、精磨压力0.1 MPa、抛光液的浓度10%。
从上述两种最优组合可看出,当需要对材料去除率和表面粗糙度的侧重点不一样时,所采取的工艺参数的优化
结果也不一样,所以要根据主次因素来综合考虑各个工艺参数对两种指标的影响程度和趋势,选出最佳参数组合。图1(b)中可以看出时间对去除速率影响较大,对粗糙度相对来说影响较小,从精磨阶段来看优先考虑去除速率而表面粗糙度达到抛光前要求即可,所以选择B1即5min;从图1(c)中可以得出转速对粗糙度的影响较大,在去除率上也有较大变化但出现波动,所以从加工品质来考虑优先选择C3即160r/min。综合考虑材料去除率和表面粗糙度,各精磨工艺参数的最优组合为:转速160 r/min,精磨压力0.1 MPa,时间5min,加速剂浓度为10%。
3结论
1) 固结磨料精磨手机面板玻璃随着精磨压力和抛光液浓度的增大,材料去除率增大;而转速和时间增大会使手机面板玻璃去除率降低。各因素对材料去除率影响大小顺序依次为精磨时间、压力、工作台转速和抛光液浓度。
2) 固结磨料精磨手机面板玻璃的表面粗糙度随着精磨压力、时间和工作台转速的增大而减小,精磨液浓度对改善工件的表面粗糙度影响不大。各因素对表面粗糙度影响因素的大小依次为工作台转速、时间、精磨压力和抛光液浓度。
3) 综合考虑材料去除率和表面粗糙度,各精磨工艺参数的最优组合为:转速160 r/min,精磨压力0.1 MPa,时间5min,加速剂浓度为10%。
参考文献:
[1] Zhao Qingliang, Liang Yingchun,David Stephenson, et al. Surface and subsurface integrity in diamond grinding of optical glass on Tetraform's[J]. International Journal of Machine Tools&Manufacture, 2007 (47): 2091-2097.
[2] 舒朝濂,川爱玲,杭凌侠,等. 现代光学制造技术[M]. 北京: 国防工业出版社,2008.
[3] B.H. Lv, J.L.Yuan, Y.X.Yao, et al. Study on fixed abrasive lapping technology for ceramic balls[J]. Materials Science Form, 2006(6): 460-463.
[4] J.D.Yang, X.H.Wen, Y.Q.Zhu, et al. Discussing on solid abrasive lapping path[J]. Chinese Journal of Mechanical Engilieering, 1997,10(2):101-105.
[5] 杨建东,朱艳秋,任长根,等. 机械密封精磨模具均匀磨损探讨[J]. 农业机械学报,1998,29(1):108-112.
[6] 朱永伟,王军,李军,等. 固结磨料抛光垫抛光硅片的探索研究[J]. 中国机械工程,2009,20(6):723-727.
[7] 王军,李军,朱永伟,等. 游离和固结金刚石磨料抛光手机面板玻璃的试验研究[J]. 金刚石与磨料磨具工程,2009(2):13-17.
[8] 墨洪磊,朱永伟,唐晓潇,等. 固结磨料精磨K9玻璃的工艺优化[J]. 金刚石与磨料磨具工程, 2012(03):7-11.
Research on Fixed Abrasive Lapping of Glass Panel for Cell Phone
ZHOU Han-xuan, ZUO Dun-wen, SUN Yu-li, XIA Bao-hong
(College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics
& Astronautics, Nanjing 210016, China)
Abstract:Fixed abrasive fine grinding has many advantages such as high machining efficiency, easy cleaning and so on. An orthogonal test is used to research on the effect of pressure, speed, time and the concentration of polishing slurry on the material removal rate MRR and average surface roughness Sa of glass panel for cell phone. The optimized process parameters for the high material removal rate and good surface quality are obtained. The results show that the optimal parameters are pressure 0.1 MPa, speed 160 rpm, grinding time 5 min and the concentration of polishing slurry 10%.
Keywords:fixed abrasive; glass panel for cell phone; material removal rate; surface roughness
中图分类号:TG580.61+2
文献标志码:B
文章编号:1671-5276(2015)02-0018-03
作者简介:周含宣(1988-),男,安徽马鞍山人,硕士研究生,研究方向为精密与超精密加工。
基金项目:国家自然科学基金面上资助项目(51375237);江苏省重大成果科技转化项目“高清液晶显示屏表面超精密加工用纳米抛光材料的研发及产业化”;江苏省自然科学基金(BK2012796);南京航空航天大学人才引进项目(1005-56yAH)
收稿日期:2014-10-09
