不同打浆设备对漂白针叶木浆纤维细纤维化程度的影响
2015-02-22徐永建王家泳
徐永建, 王家泳, 闫 瑛
(1.陕西科技大学 轻工与能源学院 陕西省造纸技术及特种纸品开发重点实验室, 陕西 西安 710021; 2.河南中烟工业公司, 河南 郑州 410100)
不同打浆设备对漂白针叶木浆纤维细纤维化程度的影响
徐永建1, 王家泳1, 闫瑛2
(1.陕西科技大学 轻工与能源学院 陕西省造纸技术及特种纸品开发重点实验室, 陕西 西安710021; 2.河南中烟工业公司, 河南 郑州410100)
摘要:以漂白针叶木硫酸盐浆作为原料,通过不同的打浆设备进行预处理,对比不同处理方式对纤维各项性能的影响,研究了打浆预处理对漂白针叶木纤维细纤维化程度的影响.结果表明,与槽式打浆处理相比,纤维经PFI预处理后保水值增加了7.8%,内结合强度增加了31.3%,纤维单点比表面积增加了12.3%,平均比表面积增加了12.7%.由此可知,PFI打浆预处理较槽式打浆方式更有利于纤维细纤维化,并提高了纤维的吸收性.
关键词:打浆预处理; 细纤维化; 比表面积; 保水值
0引言
打浆是利用机械作用处理纸浆纤维,使纤维受到剪切力,改变纤维形态,从而满足后期产品对纸浆纤维的性能要求.打浆方法主要分为游离打浆和粘状打浆.通常在打浆的过程中纤维受到外力的机械作用会产生纵向分裂,表面分离出细小纤维,纤维两端帚化起毛,出现细纤维化现象.
在打浆的过程中,纤维除了受到外力机械作用的挤压、剪切等作用,同时纤维也会发生吸水润胀,使得纤维初生壁、次生壁等之间产生位移,而纤维表面也会出现分丝帚化,分离出大量细小纤维,发生细纤维化.
本论文拟将漂白针叶木硫酸盐浆作为原料,研究不同的打浆设备对纤维的作用效果,通过纤维的各项性能变化来研究纤维的细纤维化程度,从而探讨出一种更为合适的预处理方式,来辅助提高纸浆纤维的吸收性能.
1实验部分
1.1 原料
进口漂白针叶木硫酸盐浆板(智利银星,水分5%,白度89.6,打浆度15 °SR).
1.2 仪器与设备
纤维质量分析仪,Morfi Compact,法国 Techpap;纸样抄取器,ZQJl-B型,西北轻工业学院机械厂;多媒体显微镜,DMB5-223IPL-5型,麦克奥迪实业集团有限公司;离心机,LD4-2A型,最大离心力2 800 g,最高离心转数4 000 r·min-1;内结合强度仪,NO.2085-D型,日本;扫描电子显微镜,SNE-3000M型;比表面积分析仪,Gemini VII2390型.
1.3 实验方法
采用槽式打浆机对纤维进行机械预处理,处理浓度为2%,每隔10 min取样测定打浆度,直至打浆度为24 °SR,取样待用.PFI预处理,浓度为30%,取样测定纸浆打浆度,选取与槽式打浆方式下同一打浆度水平的浆样待用.
1.4 测试方法
1.4.1纤维形貌观察
将纤维浸泡2 h,使纤维充分的吸水润胀,而后将纤维制成玻片,在显微镜下观察纤维的形态,同时通过显微镜自带的标记及测量软件来测量纤维直径,并通过公式(1)来计算[1]纤维的润胀比γ.
(1)
式(1)中:Dswelling、Ddried分别为润胀前与润胀后纤维(绝干)的直径.
1.4.2SEM分析
绝干纤维原料经喷金处理后,采用SEM进行观察,采用二次电子成像模式,加速电压为3.0 kV.
1.4.3比表面积测定
采用BET分别测定不同处理方式下纤维的比表面积.测定条件:在氮气环境,150 ℃下吹扫90 min,以彻底清洁样品表面; 再在30 ℃下用氮气吸附,测定样品的比表面积.
1.4.4纤维形态分析
称取0. 3 g绝干纤维,与200 mL去离子水混合置于搅拌器中,在1 000转的转速下疏解10 min,然后将纤维悬浮液转入测量容器中并稀释至1 000 mL,采用Morfi Compact进行分析观测,测定5 000根以上纤维,从而得出纤维的质均长度、宽度、弯曲指数、扭结指数和细小纤维含量等参数.
1.4.5其他性能检测
内结合强度检测方法参见文献[2],保水值(WRV)的测定参照文献[3]所述方法.
2结果与讨论
在打浆的过程中,纤维会出现细纤维化现象.已有的研究中[4]已经发现,纤维外部细纤维化能够提高纤维间结合力,内部细纤维化能够改善纤维的吸收性能.本论文通过研究不同的机械设备预处理后,纤维外部及内部细纤维化程度的变化,来为优化纸浆生产工艺提供理论基础.
2.1 不同打浆方式对纤维长度的影响
经过不同打浆方式处理之后,纤维的长度会发生变化,处理方式不同,对纤维的切断程度不一样,且纤维细纤维化程度不同,细小纤维含量也会发生变化.因此,研究纤维的长度变化,长纤维与细小纤维组分的变化,能够在一定程度上反应纤维的细纤维化程度.
纸浆纤维经不同打浆方式处理后,纤维长度分布如图1所示.由图1可以看出,经过机械处理的纤维长度均发生了变化,与文献[5]报道一致.从图中可以发现,未经处理的原浆中,纤维长度在0.2~1.0 mm之间分布较少,在1.0~2.0 mm之间分布较多;原浆经槽式打浆处理后,浆料中细小纤维含量明显增加,与原浆相比,经过槽式打浆处理后,长度在0.2~1.0 mm的纤维含量从28.5%增加到45.3%,1.0~2.0 mm的纤维数量基本无变化,2.0 mm以上的纤维数量则减少了49.5%;经PFI磨浆处理后,与原浆相比,纤维长度在0.2~1.0 mm的含量从28.5%增加到36.1%,但较槽式打浆处理增幅小,1.0~2.0 mm纤维数量基本无变化,2.0 mm以上纤维数量与原浆相比减少22.3%.

图1 不同打浆方式处理后纤维长度的变化
打浆方式主要分为两种,游离状打浆与粘状打浆.槽式打浆处理方式属于游离状打浆,打浆速度快,对纤维的切断作用较强,因此在打浆处理后2.0 mm以上的长纤维损失较明显;PFI处理属于高浓粘状打浆,纤维以润胀、细纤维化作用为主,部分纤维会缠绕成团状[6],纤维间的摩擦较强,其主要作用是纵向分裂纤维使之产生细纤维化,因此纤维长度损失较小[7,8].
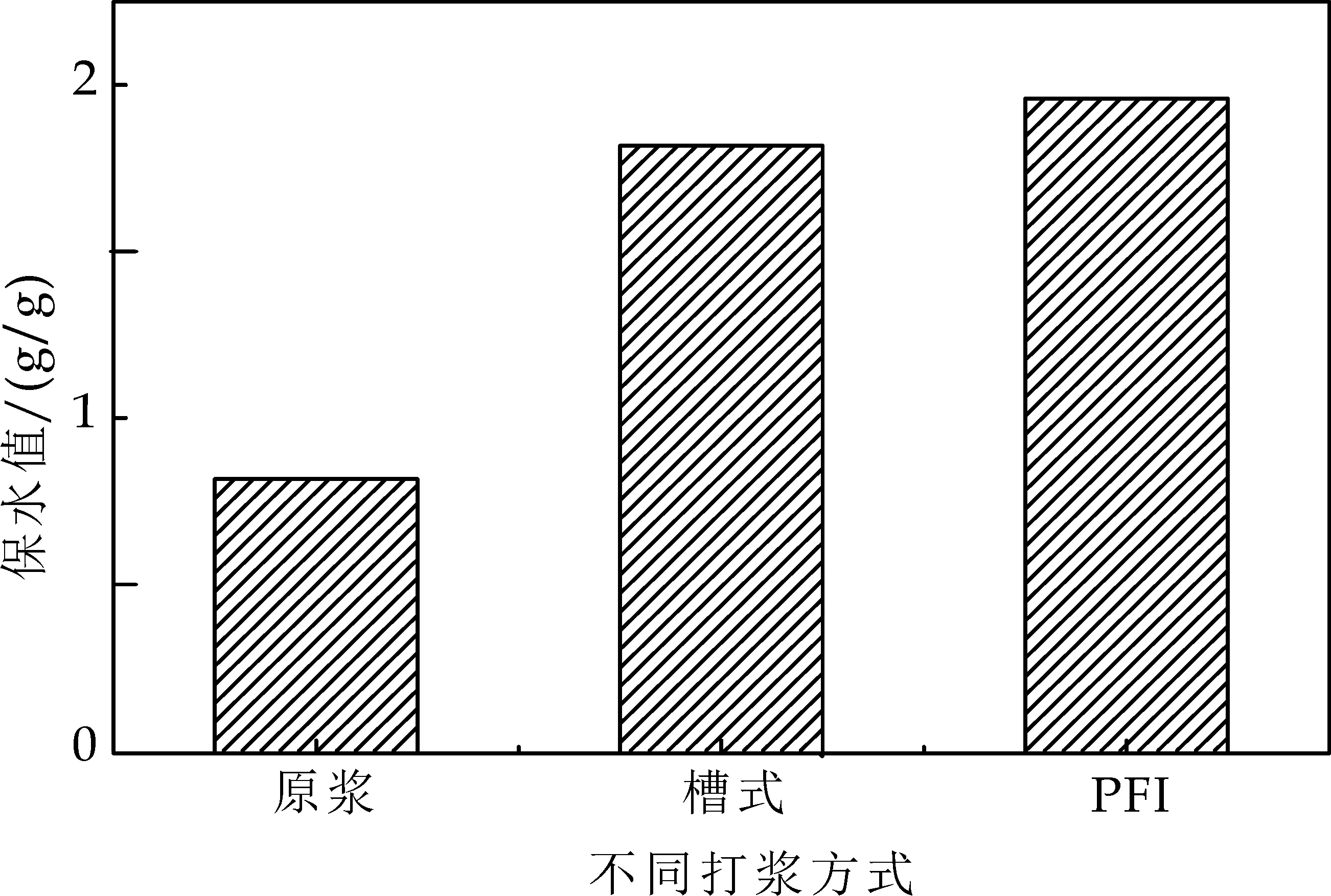
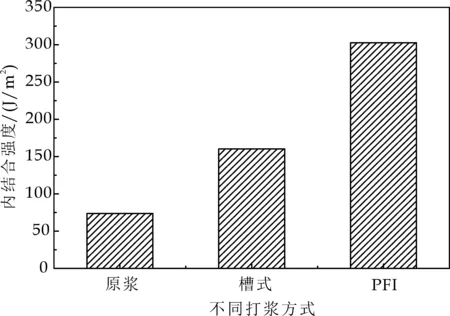
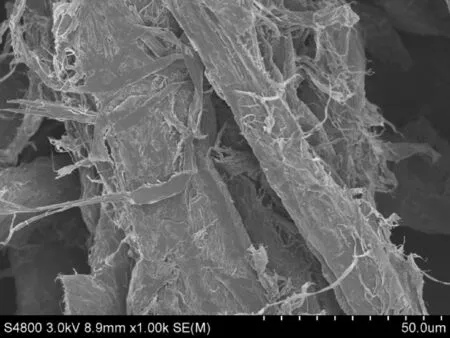
从图1中也可以看出2.0 mm以上的纤维较槽式打浆处理后的纤维损失少,其主要作用是纤维的细纤维化;同时,三种浆样的纤维长度在1.0~2.0 mm范围内基本一致,这是由于在打浆度较低时,同等的润胀程度下,长纤维的卷曲程度较大,因而机械预处理对2.0 mm以上的长纤维作用会比较明显;至于1.0~2.0 mm长度范围内的纤维,打浆的时间较短,浆料进入磨区的初期是以松散的纤维团缠绕存在的[9],故纤维切断作用较小,纤维长度变化不明显.而打浆后产生的二次细小纤维[10]的变化与相关文献[5,11] 结论一致,经打(磨)浆后,有大量的细小纤维产生,而细小纤维含量原浆纤维 有文献[12]提到,当打浆度为25 °SR时,经槽式打浆处理和PFI磨浆处理后的纤维表面均会出现起毛、分丝帚化,且有细小纤维产生.这里对三种形态的纤维微观形貌进行了观察. (a)原浆(×1 000) (b) 槽式(×1 000) (c)PFI(×1000)图2 未处理和PFI、槽式打浆机处理后纤维的SEM图像 图2为不同打浆方式处理后纤维的微观形貌,未经处理的原浆纤维没有受到机械的挤压、摩擦作用,保留了完好的纤维形态,单根纤维束完整且表面光滑,少量的沟壑纹路均清晰可见;与原浆相比,经过机械处理后,纤维表面均有破裂和起毛现象出现,且有细小纤维产生,表现出了不同程度的细纤维化,这是因为经过打(磨)浆预处理后,在吸水润胀与外力的双重作用下,纤维产生吸水润胀,初生壁、次生壁发生破裂,产生细小纤维碎片,纤维表面发生分丝帚化. 图2为1 000倍的放大倍数下三种纤维的形貌,经过槽式打浆处理后的纤维与原浆纤维相比,可以看到明显的表面分丝帚化,纤维束破裂,有碎片纤维产生,纤维表面明显起毛;而经过PFI磨浆处理后的纤维,并无明显的表面分丝帚化,但可以看到明显的纤维束破裂,纤维表面的初生壁甚至次生壁的破裂,从分离出的纤维上可以看到少量的起毛. 表1为纤维的润胀比,未经处理的原浆纤维的润胀程度并不大,而经过机械预处理后的纤维明显润胀程度较大.槽式打浆纤维,从其SEM微细结构可以看出,槽式打浆纤维已经出现了细纤维化,纤维表面有大量羽化纤维出现,被打断或破裂的纤维末端会暴露出了更多的羟基,同时还有随着纤维吸水润胀产生的内部细纤维化所带来的羟基,二者同时作用使得纤维在吸水润胀后直径变得很大;而PFI磨浆纤维,我们已经知道该纤维有破裂碎片产生,纤维表面无明显外部细纤维化,但其润胀比远高于原浆纤维,甚至高于槽式打浆纤维,这说明PFI磨浆纤维在磨浆初期的纵向分裂作用下产生了较大程度的内部细纤维化,这才导致了纤维润胀后有较大的直径和润胀比. 表1 不同纤维的润胀比 经过不同的打浆预处理后,不论是机械的挤压、切断,还是纤维吸水润胀引起的纤维内部的位移、摩擦作用,都会使纤维发生不同程度的细纤维化.在槽式打浆的过程中,纤维的切断作用比较明显,会有大量的细小纤维和碎片产生,之前也有提到纤维表面有出现剥离,纤维的比表面积必然发生变化;PFI磨浆主要是利用纤维之间的摩擦力作用,而本论文中采用的是高浓打浆,纤维之间的纵向分裂作用更强烈,挤压、揉搓、扭曲等的作用更大,纤维之间的摩擦震动作用使得纤维内部发生了较大的变化,磨浆会产生的比表面积较大的细小纤维[13],因此纤维的比表面积也一定有变化. 表2中的数据充分说明了经过机械预处理后纤维的比表面积均发生了变化.与原浆纤维相比,经槽式打浆处理后的纤维,单点比表面积增加了1.28倍,平均比表面积增加了1.19倍;经PFI预处理的纤维,单点比表面积增加了1.56倍,平均比表面积增加了1.47倍;较槽式打浆预处理,PFI预处理后纤维单点比表面积增加了12.3%、平均比表面积增加了 12.7%. 表2 不同打浆方式处理后纤维比表面积的变化 结合之前对纤维的形貌观察分析,槽式打浆纤维表面已出现明显的分丝帚化,且有碎片纤维产生,再加上纤维的内部细纤维化,三者同时使得纤维的比表面积发生了较大的变化;而对于PFI磨浆纤维比表面积的增加,虽然从其SEM图中可以看到,纤维表面出现了破裂,且有少量细小纤维产生,但并不足以使得纤维的比表面积有如此大的变化,因而这一变化就与纤维的内部细纤维化有关系,纤维的吸水润胀作用,会使得纤维之间的内聚力减小,次生壁的层与层之间产生滑动,纤维变得柔软,内部结构松弛,增加了纤维的比表面积,同时暴露出更多的游离羟基,使得纤维内部纤维化程度增加. 实验室分别测定了植物纤维原料经槽式打浆及PFI磨浆后纤维的强度、吸收性能指标,包括内结合强度、保水值. 从图3和4中可以看出,经机械预处理后,纤维保水值出现了明显增加,内结合强度也同样发生了改变.与原浆相比,经槽式打浆预处理后的纤维保水值增加了1.26倍,内结合强度增加了0.99倍;经PFI预处理后纤维保水值增加了1.44倍,内结合强度增加了1.62倍;与槽式打浆预处理方式相比,经PFI打浆处理后纤维保水值增加了7.8%,内结合强度增加 31.3%. 图3 不同打浆方式对纤维保水值的影响 图4 不同打浆方式对纤维内结合强度的影响 综合之前实验结果,经槽式打浆预处理后的纤维,产生了较多比表面积较大的细小纤维,且纤维的细纤维化较明显,纤维的分丝帚化会使得成纸中纤维间的结合力增大,同时由于比表面积的增加,也会产生更多的游离羟基,从而使得纤维的保水值增加;而不同于游离状打浆,本论文中的PFI高浓粘状打浆,在磨浆的过程中,主要是借助纤维之间的震动传递能量,纤维的纵向分裂作用较大,从而引起纤维的初生壁和次生壁快速破裂、脱落,次生壁的层与层之间产生滑动,有利于纤维内部细纤维化的进行[14]. 而不同处理方式相比,在同等条件下,表面细纤维化程度较低的PFI磨浆纤维的保水值高于槽式打浆纤维的保水值,而纤维的保水值主要取决于其内部细纤维化程度,内部细纤维化程度越高,则纤维内部的空隙越大,因而保水值越高[15],因此PFI磨浆纤维内部细纤维化程度高于槽式打浆纤维的内部细纤维化程度;同时PFI纤维的内结合强度高于槽式打浆纤维,这可能是由于槽式打浆的过程中,纤维的切断作用较大,使得纤维本身的强度减小了,而PFI磨浆的过程中纤维自身强度变化较小,因而内结合强度较大. 综上所述,就纤维的长度变化比较而言,槽式打浆纤维产生了较多细小纤维,说明其纤维表面破损较严重,外部细纤维化程度较大;而SEM图与纤维的润胀比结合,PFI纤维的外部细纤维化程度较小,但其润胀程度较大,说明了PFI纤维的内部细纤维化程度较大;而纤维比表面积的变化与SEM结合,也可说明PFI磨浆纤维的内部结构变化较大,PFI磨浆纤维的内部细纤维化程度高于槽式磨浆纤维;同样保水值变化,与纤维的润胀变化结果一致,PFI磨浆纤维的保水值较大,而保水值主要是由纤维的内部细纤维化决定,因此PFI磨浆纤维的内部细纤维化程度较高;综上可得,相比较槽式打浆方式,PFI预处理能够更好的实现纤维的内部细纤维化,赋予纤维较好的吸收性能,且外部细纤维化程度较小. 3结论 (1)相对与PFI预处理,槽式打浆预处理后的纤维长度损失较大,产生的细小纤维较多,外部细纤维化程度较高. (2)相对于槽式打浆预处理,PFI打浆预处理后的纤维比表面积较大,纤维润胀比较大,内部细纤维化程度较高,纤维的吸收性能较好. (3)PFI预处理能够更好的实现纤维的内部细纤维化,赋予纤维较好的吸收性能. 参考文献 [1] 陈港,吴严亮.钢纸生产过程中纤维润胀溶解的机理[J]. 华南理工大学学报,2011,39(11):12-16. [2] Anon.Tappi useful test method UM256[M].Atlanta,USA:Tppi Press,1991:54-56. [3] 邵素英,胡开堂.二次纤维角质化问题[J].中国造纸,2002,21(2):57-60. [4] 熊犍,叶君,梁文芷,等.超声波处理引起纸浆纤维结晶度的变化[J].广东造纸,1999,18(2):6-10. [5] 方刚,林涛.不同打浆设备对二次细小纤维产生及质量的影响[J].中华纸业,2010,31(22):38-42. [6] 王宜,詹怀宇.造纸用PPTA纤维打浆工艺的讨论[J].造纸科学与技术,2009,28(2):15-18. [7] 卢谦和.造纸原理与工程[M].2版.北京:中国轻工业出版社,2008. [8] 韩颖.针叶木和阔叶木硫酸盐浆PFI打浆性能研究[J].中国造纸学报,2008,23(1):61-63. [9] 宋乃建,沈文浩,杨治国.针叶木浆磨浆过程中浆料的流动、纤维受力及形变[J].中国造纸,2008,27(2):57-64. [10] 宋文.纤维在机械磨浆过程中的发展特性[J].湖南造纸,2001(1):37-42. [11] 刘丽莎,戴红旗.桉木浆细小纤维表面化学特性[J].中国造纸学报,2006,21(4):44-47. [12] 徐永建,闫瑛,岳小鹏.打浆预处理工艺对绒毛浆纤维性能的影响[J].陕西科技大学学报(自然科学版),2013,31(4):1-4. [13] 刘丽莎.漂白桉木浆细小纤维表面化学特性研究[D].南京:南京林业大学,2006. [14] 唐爱明.超声波作用下纤维素纤维形态结构与性质的研究[D].广州:华南理工大学,2006. [15] 杨静,万金泉.干燥和施胶过程对二次纤维性能的影响研究[J].造纸科学与技术,2010,29(5):7-11 Effects of different beating equipment on the degree of bleached softwood kraft pulp fiber′s fibrosis XU Yong-jian1, WANG Jia-yong1, YAN Ying2 (1.College of Light Industry and Energy, Shaanxi Province Key Laboratory of Papermaking Technology and Specialty Paper, Shaanxi University of Science & Technology, Xi′an 710021, China; 2.China Tobacco Henan Industrial Corporation, Zhengzhou 410100, China) Abstract:Bleached softwood kraft pulp was used as raw material to study the influence of varied pretreatment of on fluff pulp fiber,by compareing the different beating equipment on the degree of pluff fiber fibrosis,which was delt with different ways of beating preprocessing.It turned out that, water retention value increased by 7.8%,internal bond strength increased by 31.3%,fiber single point of specific surface area increased by 12.3%,mean specific surface area increased by 12.7%,when compared with the fiber after groove beater beating pretreatment.PFI beating pretreatment showed a relative clear advantage on the realization of fiber fibrosis,as well as the improvement of fiber absorbent. Key words:beating pretreatment; fibrillation; specific surface area; water-retention value 作者简介:徐永建(1970-),男,陕西西安人,教授,博士生导师,研究方向:植物纤维资源高值化利用、清洁生产及碱回收除硅技术 基金项目:国家自然科学基金项目(31170559) *收稿日期:2015-08-28 中图分类号:TS752 文献标志码:A *文章编号:1000-5811(2015)06-0010-052.2 不同打浆方式下的纤维形貌



2.3 不同打浆处理方式对纤维比表面积的影响

2.4 不同打浆方式对纤维各项性能的影响