膨胀节波形检测装置系统设计
2015-02-20王一宁朱庆南李宇廷杨雨图
王一宁,朱庆南,李宇廷,刘 英,杨雨图
(1.江苏省特种设备安全监督检验研究院,江苏 南京 210036)
(2.南京林业大学机械电子工程学院,江苏 南京 210037)
膨胀节波形检测装置系统设计
王一宁1,朱庆南1,李宇廷2,刘英2,杨雨图2
(1.江苏省特种设备安全监督检验研究院,江苏 南京210036)
(2.南京林业大学机械电子工程学院,江苏 南京210037)
摘要:详细介绍了膨胀节检测装置设计的原理及方法,完成了该装置的机械主体及控制系统设计。利用链轮在圆弧形导轨上的移动实现检测装置旋转测量膨胀节波形的径向变化,利用丝杠带动检测头轴向移动来测量膨胀节波形的轴向变化,采用PLC对检测装置进行实时控制,通过计算机处理数据和显示图形。
关键词:膨胀节;检测装置;控制系统
膨胀节是设置在容器壳体或管道上的一种挠性结构,其利用波纹管作为弹性元件,由波纹管的伸缩变形来吸收管线由于热胀冷缩等原因产生的尺寸变化,具有位移补偿、减振降噪和密封的功能,广泛应用于化工、石油、冶金等行业[1-2]。膨胀节要求具有较高的承压能力、良好的柔性和一定的稳定性以及疲劳寿命,在多次拉伸、压缩后,若膨胀节的波形尺寸产生较大的偏差会对其工作性能产生极大的影响[3]。膨胀节波形尺寸变化检测是保证膨胀节质量安全的关键,设计膨胀节检测装置具有重要的现实意义。
1膨胀节波形检测装置
如图1所示,膨胀节波纹管段波纹的主要数据有波高、波距、波峰曲率半径及波谷曲率半径,根据国家GB/T 12777—2008《金属波纹管膨胀节通用技术条件》的相关标准对波纹管膨胀节波纹数据进行检测,以检查膨胀节的疲劳及失稳情况[4-6]。以往膨胀节的波高、波距等尺寸都是通过人工静态测量[7],存在检测精度不高、人为因素造成误差大等问题,为此本文设计了膨胀节波形检测装置。

图1 波纹管膨胀节及波纹数据
膨胀节波形检测装置的整体结构如图2所示。检测装置包括沿膨胀节径向设置的圆弧形轨道组件、沿膨胀节轴向设置的丝杠、检测头和驱动装置。

1—驱动电机;2—丝杠;3—导向轴;4—驱动轴;5—链轮;
膨胀节波形检测装置的工作原理是:电机带动丝杠和链轮驱动检测头移动并旋转扫描膨胀节的波形,检测头将收集到的数据传输到电脑,经过软件处理后在客户端显示相应的图像和数据。

2.1 检测头的旋转运动
圆弧形轨道通过支架固定在左右立板上,左右两个弧形轨道上均固定有链条,圆弧形轨道处的驱动电机驱动轴带动链轮在左右两根链条上同时滚动,从而使得固定在连接块上的检测头随检测装置一起在左右弧形轨道上同步转动,达到检测头旋转扫描膨胀节波形的效果。由于立板下端固定在地面上,本检测装置在图3所示的82°范围内无法扫描膨胀节波形及检测波距。在检测装置上设有接近传感器,当检测装置旋转至弧形轨道的终点,或者起点时检测装置能够进行自动避让,避免检测装置继续移动而造成检测装置与轨道的损坏[8]。

图3 圆弧形导轨局部示意图
2.2 检测头的轴向运动
如图4所示,导向轴的两端固设于安装座上,连接块的一端固定在丝杠的螺母上,另一端滑动设于导向轴上,而检测头则固设于连接块上。通过导向轴的导向作用,可使检测头在丝杠轴向上移动更加稳定,测量结果更加可靠。电机驱动丝杠带动检测头沿膨胀节的轴向运动,检测头沿轴向扫描膨胀节的波形,丝杠、检测头和移动电机在左右两端各有一个,可分别对两处波距进行单独检测。在检测头上同样设有接近传感器,当检测头移动至丝杠端部时,检测头能够自动避让,避免损坏检测头。
2.3 检测装置的驱动装置
该检测装置的驱动部分主要由电机、链轮链条、丝杠组成。如图5所示,驱动电机1在控制系统的驱动下,使驱动轴转动从而带动链轮在左右两根链条内同时滚动。链条固定在圆弧形轨道内,链轮固定在检测装置上,从而使检测装置沿着左右圆弧形轨道保持同步转动。驱动电机2在控制系统的驱动下使丝杠转动,检测头通过连接板固定在丝

图4 检测装置局部放大示意图

图5 检测装置驱动部分示意图
检测装置中,被测试件膨胀节的安装为手动操作(手动操作电机、油缸等),试验过程中参数的检测为自动检测,这是本装置区别于以往膨胀节波形检测装置之处。
3.1 测控系统的功能
测控系统的主要功能有试验参数的输入、显示、存储、计算以及波形图的绘制、试验力与试验行程关系曲线的绘制等,同时可实现数据对服务器的传输(具体的传输方式按用户要求)及完成检测后自动停机、系统泄漏报警停机等。
3.2 测控系统的实现
膨胀节波形检测装置采用PLC对整个系统进行控制,通过对各检测点传感器数据进行采集,由程序进行逻辑判断,从而实现对整个检测装置的实时控制。检测装置控制系统方案如图6所示。
由PLC控制检测装置的驱动部分,驱动电机1带动检测头旋转扫描膨胀节试验件,驱动电机2带动固定在连接块上的检测头轴向移动扫描膨胀节试验件。当检测装置运行到圆弧形轨道端点时,接近传感器向PLC输入信号控制电机停转或反转。
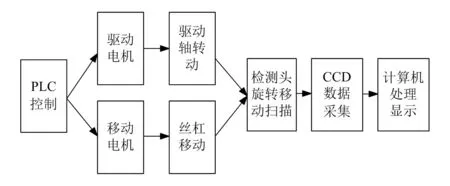
图6 检测装置控制系统方案
在检测头处装有CCD,对膨胀节拉压过程中波形变化图像进行扫描并记录,再将数据传输到计算机,由计算机进行数据处理。
3.3 计算机显示界面
检测过程中相应的参数及曲线图形通过图7所示的计算机界面显示出来,界面内容有:
1)输入参数有产品口径、试验压力、试验循环次数及试验行程。
2)输出数据有产品口径、实际试验压力、最大试验压力、实际循环次数、最大位移行程、试验前波距及试验后波距,还设有故障显示和完成检测显示。

图7 计算机显示界面
3)试验力与试验行程的关系曲线。
4)通过波探与波位移检测数据绘制波形图。
4结束语
膨胀节波形外观尺寸的变化对其性能具有非常重要的影响,对其进行精确检测是保证膨胀节质量安全的关键。本文运用机电一体化技术设计了一种膨胀节检测装置,解决了膨胀节在多次拉压后精确检测其波形变化的难题,具有重要的理论意义及现实价值。但本文的研究仍存在一些不足,如检测头在旋转测量时,在特定的角度范围内存在着测量死角,将在以后的研究中予以解决。
参考文献:
[1]仝源.波纹管膨胀节的设计与选用[J].管道技术与设备,2012(5): 28-31.
[2]牛玉华.常用压力容器用膨胀节国际标准的介绍及分析[J].压力容器,2013(10): 36-41.
[3]吴文学.波纹管膨胀节的设计、选用、安装与检验[J].广西轻工业,2010(3): 36-37.
[4]王刚.超塑成形的钛合金波形膨胀节质量检测和分析[J].压力容器, 2007(10): 43-47.
[5]孙即红.波纹膨胀节在工程中的应用[J].山西电力技术,2001(1): 24-25.
[6]高海涛,钱才富,刘颖,等.膨胀节标准简述[J].化工机械,2001,28(2): 106-109.
[7]梁宏斌,曹岩,许学斌.换热器U形波纹管膨胀节的设计[J].化工设计, 2011(4): 23-28.
[8]Li Yanbiao, Jin Zhenlin, Ji Shiming. Design of a novel 3-DOF hybrid mechanical arm[J]. Science in China Series E: Technological Sciences. 2009, 52(12): 3592-3600.
Design of convolution shape detection device for the expansion joint
WANG Yining1,ZHU Qingnan1,LI Yuting2,LIU Ying2,YANG Yutu2
(1.Jiangsu Province Special Equipment Safety
Supervision and Inspection Institute, Jiangsu Nanjing, 210036, China)
(2. College of Electronic and Mechanical Engineering,
Nanjing Forestry University, Jiangsu Nanjing, 210037, China)
Abstract:It introduces the principles and methods of expansion joint detection device and completes the machine body of the device and control system design. It uses the move of sprocket on the arc-shaped rail to rotate the detector for measuring the waveform changes of the expansion joint, and applies the axial movement of screw to drive test head to measure the waveform changes of expansion joint, takes PLC in the control system for real-time control of the detection device. The system uses the computer to process the date detected by the device and display the image.
Key words:expansion joints; detection device; control systems
作者简介:王一宁(1966—),男,江苏常州人,江苏省特种设备安全监督检验研究院研究员级高级工程师,主要研究方向为承压类特种设备检验检测及技术、新技术的工程应用等。
基金项目:国家质量监督检验检疫总局技改项目(2014JIANGS09);江苏省特种设备安全监督检验研究院项目(KJ(Y)2014013)
收稿日期:2015-02-06
中图分类号:TP23
文献标志码:A
文章编号:2095-509X(2015)12-0037-03
DOI:10.3969/j.issn.2095-509X.2015.12.010
