基于扩展属性邻接图的切削体过程模型统一描述方法研究
2015-02-20王小芳
王小芳
(烟台汽车工程职业学院现代教育技术中心,山东 烟台 265500)
基于扩展属性邻接图的切削体过程模型统一描述方法研究
王小芳
(烟台汽车工程职业学院现代教育技术中心,山东 烟台265500)
摘要:为了实现工艺设计过程中对产品设计数据的有效重用,以扩展属性邻接图为基础,描述了切削体扩展属性邻接图、工序切削特征模型和单元切削体模型,最后提出扩展属性邻接矩阵和扩展属性信息表两种特征信息存储方式。
关键词:扩展属性邻接图;切削体过程模型;单元切削体;描述方法
零件切削体模型在分解时会产生工序切削体模型、单元切削体模型及工序模型等一系列的过程模型,这些过程模型重新组合会产生多种新的切削体模型,从而实现产品的工艺规划。为了更好地描述零件切削体的几何拓扑信息,一些学者以属性邻接图(AAG)为基础,提出了新属性邻接图(NAAG)、扩展属性邻接图(EAAG)、多属性邻接图(MAAG)、再扩展属性邻接图(REAAG)等图结构[1],这些图结构从不同角度对面、边的属性信息进行了定义或扩充。本文以EAAG为基础,对切削体过程模型进行描述。
1切削体相关概念

切削体的概念包含了丰富的语义信息,包括对切削体体积的描述,对切削体零件加工表面的表面粗糙度、形位公差及尺寸精度等一些非几何要素的描述,还包括切削体可以继承的零件材料属性信息[2]的描述。
2切削特征的信息描述
2.1 切削体扩展属性邻接图
在进行工艺设计时需要用到较多的模型和特征信息,由于目前采用的基于图的边界表示方法只是对零件的面、边及拓扑结构进行描述,不能满足工艺设计的要求,因此需要对AAG进行扩展。扩展时,先定义属性邻接图AAG=G(N,E,A),其中N代表图的结点集合,E代表图的边(或弧)的集合,A代表E的属性集。本文主要通过扩展AAG的顶点及边或弧的属性,得到切削体的扩展属性邻接图EAAGΔ,EAAGΔ结构如图1所示。
在描述切削体尺寸时,需要参照图1的参数,EisConcave的作用是对凹凸边进行判断,赋值为0代表凸边,赋值为1代表凹边。边的类型集合Etype∈{-1,0,1},赋值为-1是直线,赋值为0是平面曲线,赋值为1是空间曲线。面类型Ntype的赋值为-1和0,赋值为-1代表毛坯接触面,赋值为0代表零件接触面,若Ntype>0,则说明面为分割面,分割面的标识号和Ntype等同。


图1 切削体信息描述模型
2.2 工序切削特征建模
图2描述了工序切削体特征,其扩展属性邻接图标记为EAAGP。切削体加工基准类型包括基准面(取值为1)和基准轴(取值为0);面的几何形状包括简单规则曲面、复杂规则曲面、平面、球面、圆环面等。

图2 工序切削特征描述模型
特征几何类型为复杂几何类型或基本体素类型,可以根据不同的行业自行对其定义;特征加工类型对应工序类型,如车台阶、车端面、铣键槽等。相同的几何类型具备相同的基本AAG图结构,但是当加工参数、加工面类型及基准类型不同时,则对应不同的加工类型。
2.3 单元切削体建模
单元切削体属于加工过程模型,在切割过程中会产生很多切削参数,包括切削体的几何结构、切削类型等,这些信息和切削体的剖切面、剖切基准、几何形状、凹边等信息相互映射,根据这些信息可确定单元切削体的加工链、加工类型、加工参数、加工设备。单元切削体属性邻接图如图3所示。

图3 单元切削体属性邻接图
单元切削体拓扑结构采用矩阵数据结构进行描述,单元切削体的附属信息采用面向对象的数据结构进行扩展描述。单元切削体的每个面都是一个研究对象,并且面的属性信息包括尺寸参数、类型、精度、是否为切削面等。此外,扩展信息列表中还包括单元切削体的加工基准、加工方法、材料信息等。
3基于过程模型的特征信息存储
特征信息的存储采用扩展属性邻接矩阵和扩展属性信息表的方式。假设在G={N,E,A}中,图G是由N个顶点组成的邻接图,其属性邻接矩阵用二维数组A[n,n]表示,则有如下定义:
(3)
如果fi与fj相交,则式(3)中A[i,j]代表相交边的凹凸属性值,凹边的赋值为1,凸边的赋值为0;如果两面不相交或者i=j时,则不存在相交边,此时A[i,j]的赋值为0。台阶切特征的实体图和AAG图如图4(a)和图4(b)所示。图5(a)所示为与图4相对应的邻接矩阵图;图5(b)所示为特征子图,特征子图不包含零件AAG图中的凸面节点、弧或边等;图5(c)所示为特征子图的邻接矩阵,该矩阵用Asub表示。由于不同零件的特征子图邻接矩阵可能存在相同的情况,因此为了进一步对邻接矩阵进行区分,需要对AAG矩阵进行扩展,增加矩阵值位数。

图4 台阶特征实体与AAG图

图5 台阶特征属性邻接矩阵、
矩阵扩展过程中的相关意义定义如下:
1)邻接矩阵A[n,n]中,若i=j,则[i,j]对应的值为Plane(平面)时,A[i,j]节点值为[10,10];[i,j]对应的值为Conical_surface(锥面)时,A[i,j]节点值为[31,30];[i,j]对应的值为Cylindrical_surface(柱面)时,A[i,j]节点值为[21,20];[i,j]对应的值为Spherical_surface(球面)时,A[i,j]节点值为[41,40]……
2)邻接矩阵A[n,n]中,若i≠j,两面不相交,则A[i,j]=0,扩展属性邻接矩阵中边属性值Etype为Circle(圆)时,凸边和凹边节点值为[20,21];Etype为Line(直线)时,凸边和凹边节点值为[10,11];Etype为B-Spline(样条)时,凸边和凹边节点值为[40,41];Etype为Ellipse(椭圆)时,凸边和凹边节点值为[30,31]……
扩展之后的属性邻接矩阵、特征子图、子邻接矩阵如图6所示。

图6 扩展属性邻接矩阵
本文采用扩展属性邻接矩阵存储零件的拓扑结构,同时采用面向对象的数据结构扩展方式存储其附属信息,见表1。
表1过程模型扩展属性信息表结构
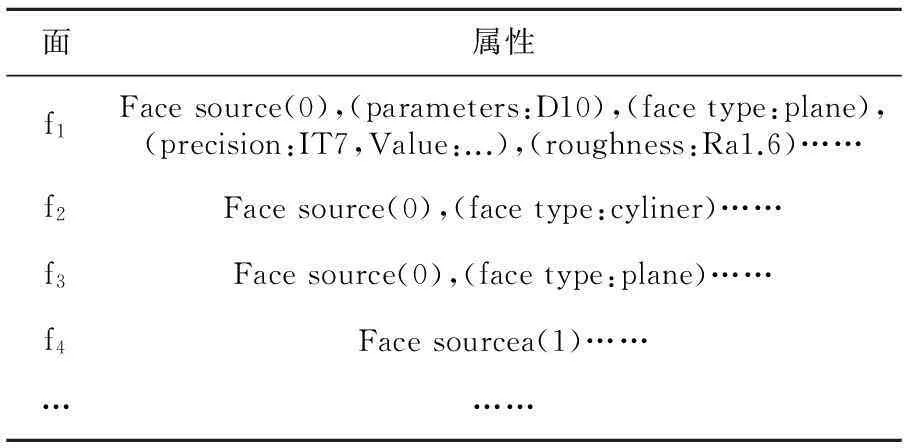
面属性f1Facesource(0),(parameters:D10),(facetype:plane),(precision:IT7,Value:...),(roughness:Ra1.6)……f2Facesource(0),(facetype:cyliner)……f3Facesource(0),(facetype:plane)……f4Facesourcea(1)……………
4结束语
工艺特征识别是实现CAD、 CAPP信息集成和数据重用的一项关键技术,Babic[3]等较为全面地概括了主要的12种特征识别方法。本文基于扩展属性邻接图对切削体过程模型进行统一描述,并将切削体分解组合过程中产生的设计信息、几何信息以及工艺知识,也应用于切削体特征识别的整个过程,为切削体的特征识别奠定了基础。此外切削体的加工公差、工艺尺寸等信息也为切削体模型的后续研究提供了参考。
参考文献:
[1]赵鹏,盛步云,邓伟刚.工艺设计过程中的切削体分解组合策略[J].计算机集成制造系统,2010,16(9):1793-1800.
[2]鲁冰,李迎光.基于再扩展属性面边图的复杂结构件特征识别技术[J].机械设计与制造,2009(5):236-238.
[3]Babic Bojan,Nesic Nenad,Miljkovic Zoran.A review of automated feature recognition with rule-based pattern recognition[J].Computers in Industry,2008,59(4):321-337.
The study on the unified description method of
cutting process model based on extended attribute adjacency graph
WANG Xiaofang
(Modern Education Technology Center,Yantai Automobile
Engineering Professional College, Shandong Yantai, 265500, China)
Abstract:It simply describes the concept of cutting bodies, and analyzes the property adjacent to the figure, process models, features cutting unit and cutting body model based on EAAG, establishes the characteristics of the information storage process model, illustrates the geometric characteristics of the process model information storage based on extended attributes adjacency matrix.
Key words:EAAG; cutting body process model; unit cutting body; description method
作者简介:王小芳(1973—),女,山东烟台人,烟台汽车工程职业学院副教授,主要研究方向为机械制造与自动化。
收稿日期:2015-09-10
中图分类号:TH166
文献标志码:A
文章编号:2095-509X(2015)12-0010-04
DOI:10.3969/j.issn.2095-509X.2015.12.003
