航空发动机盘类零件加工利器——山特维克可乐满CoroTurn®SL70模块式车削工具
2015-02-20山特维克可乐满供稿
■山特维克可乐满供稿
航空发动机盘类零件加工利器——山特维克可乐满CoroTurn®SL70模块式车削工具
■山特维克可乐满供稿
盘类零件(见图1)是航空发动机上具有关键特性的核心部件,它的制造质量和性能水平对于发动机和飞机的可靠性、安全寿命等都会产生重要影响。此类零件的材料往往使用非常昂贵的难加工材料,比如高温合金和钛合金,加之本身的结构特点,如薄壁、异常复杂的辐板槽形状等,这给此类零件的机械加工带来了更高的要求和挑战。只有不断创新才能适应航空工业高速发展的特殊要求,山特维克可乐满的CoroTurn®SL70模块式车削工具就此诞生,它为航空发动机盘类零件车削加工带来了稳定、高效及经济的完整解决方案。

图1
CoroTurn®SL70是山特维克可乐满推出的先进加工刀具,主要应用于航空发动机盘类等回转零件(见图2)的车削。采用模块化设计,接柄采用目前世界上最先进的Capto接口,刀板和接柄之间采用锯齿形连接,定位精度极高;互换性强,一个接柄可以连接不同的刀板,大大降低刀具库存;刀具的可达性好,能够加工复杂的零件特征。

图2
1. 产品特点
(1)卓越的稳定性和加工可达性。SL70接柄和刀板采用类似椭圆形的特殊设计(见图3),通过芯轴和锯齿进行连接,大大提高了刀具加工时的稳定性;与普通的圆形接口相比,SL70的刀板在不牺牲刚性的情况下,可以伸长更多,加工可达性更好。
(2)模块化设计,产品系列齐全。SL70系列除了有多种不同的接柄可供选择外还有各种类型的刀板与之匹配。如安装圆刀片和槽刀片的刀板等,种类之多几乎能满足所有航空发动机特殊而复杂的环形型腔和槽的加工,因此让此类零件的加工变的容易。先进的模块化设计理念,一个接杆可以安装多种刀板,使用非常灵活,同时为客户减少刀具库存,减轻刀具管理工作并降低刀具成本(见图4)。

图3

图4
(3)多任务机床和立式机床的首选。山特维克可乐满的Coromant Capto®接口是国际领先的工具连接接口,它具有高扭矩、高精度和高稳定性等优点。
得益于Coromant Capto®接口(见图5)的诸多优点,SL70成为航空发动机回转类零件加工领域多任务机床和立式机床的首选刀具。

图5
(4)运用CoroTurn®HP高压冷却技术。众所周知,高温合金和钛合金等难加工材料在切削时会产生大量的切削热,导致零件质量下将,刀具寿命减短,大大影响了加工过程的稳定性和生产效率同时还增加了刀具成本。SL70运用业内领先的CoroTurn®HP高压冷却技术(见图6),最大限度的保障了零件的安装性和加工的稳定性,在提高生产效率的同时还帮助客户降低刀具成本,为客户节约更多。
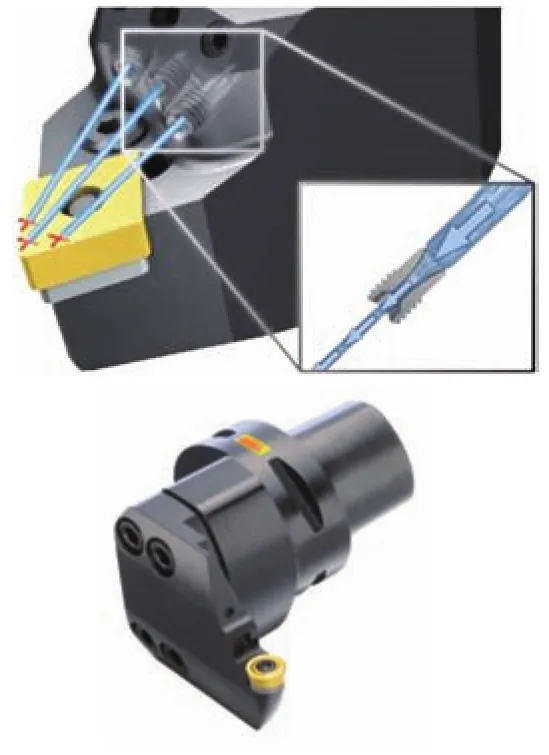
图6
2. 产品分类
(1)SL70接杆:为了满足复杂零件的环形型腔和槽的加工需求,接柄分为4种角度可供选择,分别为0、5°、45°和90°(见图7)。

图7
(2)S70刀板分类:刀板是直接用来安装刀片的,是除刀片外离工件最近的非切削部件,他的形状往往直接决定了是否与工件干涉,所以刀板的种类相对较多,按照安装刀片种类不同大致可分为陶瓷刀片刀板、CoroTurn 107刀板和CoroCut 刀板(见图8)。

图8
(3)S70非标方案:随着航空发动机技术的发展,盘类零件的结构也日新月异,在标准产品无法满足加工要求的情况下,山特维克可乐满根据客户需求和零件机床等特点,提供整套的非标解决方案,图9就是一些典型的非标解决方案。

图9
3. 典型案例分享:盘轴粗加工
零件名称:盘轴,零件材料为Inconel 718,硬度为45HRC。加工前后对比如图10所示。

图10
加工步骤:使用有效伸出长度为35mm的刀板加工(见图11)。

图11
使用有效伸出长度为85mm的刀板加工(见图12)。

图12
使用有效伸出长度为150mm的刀板加工(见图13)。
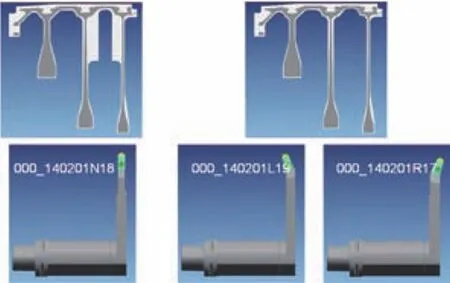
图13
收稿日期:(20150726)
