某钛合金梁加工变形控制方法研究
2015-02-20中航工业沈阳飞机工业集团有限公司辽宁110850吴广东齐东昱
■中航工业沈阳飞机工业(集团)有限公司 (辽宁 110850) 吴广东 齐东昱
某钛合金梁加工变形控制方法研究
■中航工业沈阳飞机工业(集团)有限公司 (辽宁 110850)吴广东 齐东昱
摘要:某钛合金梁零件是飞机重要承力件,结构复杂,机械加工中易变形,变形问题处理很困难,对产品加工效率和质量影响很大。根据钛合金梁类零件数控加工特点采用辅助工艺凸台的工艺方案,有效地解决了变形问题,提高了零件加工效率。
某钛合金梁零件所用的材料为TA15M,结构复杂,形状精度要求高。在零件研制加工过程中,钛合金梁常因毛坯的初始应力以及零件结构的不对称性和加工工艺的不尽完善等因素的影响导致零件变形。零件变形过大无法校正而报废的现象时有发现,不仅造成重大经济损失,而且严重影响零件交付的生产进度。如何有效的解决钛合金梁类零件的变形问题是航空钛合金零件实际生产中不可避免的现实问题,必须予以解决。
1. 钛合金梁类零件工艺性分析
某梁零件为结构部分主要受力件,零件外廓尺寸:1 100mm×80mm×70mm;零件材料为TA15M,来料为最终热处理退火状态,零件的毛料状态为模锻件。
零件材料为TA15M钛合金,在切削时产生的热量大,切削区温度高,摩擦系数大,导热性差,化学活性高,亲合力强,这样加工状况易导致刀具材料过烧和发生氧化从而加速刀具磨损,钛合金这个特点是影响其机械加工的一个最主要因素。
钛合金加工过程中刀尖应力大,后刀面热量高,钛合金的切削变形系数小(ξ≈1),切屑在前刀面上的流速快且接触面小,刀具前刀面与切屑和刀具后刀面与已加工面之间的摩擦大,再加上钛合金不易散热,所以刀尖处受力大,特别是刀具的后刀面温度高,甚至高于切削面,钛合金的这个特点是其加工刀具选择和切削用量选择的重要依据之一。
(1)结构工艺性分析:零件为双面型腔、缘条高、壁薄、槽多,加工过程中易变形,变形以翘曲、侧弯为主,扭曲为辅(见图1)。变形不但容易使零件的形位公差超出图样规定,而且在内形加工时对于保证缘条和腹板厚度造成很大的难度,因而切削加工中采用的工艺方案尤为重要。
(3)零件关键部位及尺寸控制:梁类零件最关键的技术要求是如何保证厚度尺寸和理论外形要求,因此控制零件变形是加工关键控制点。
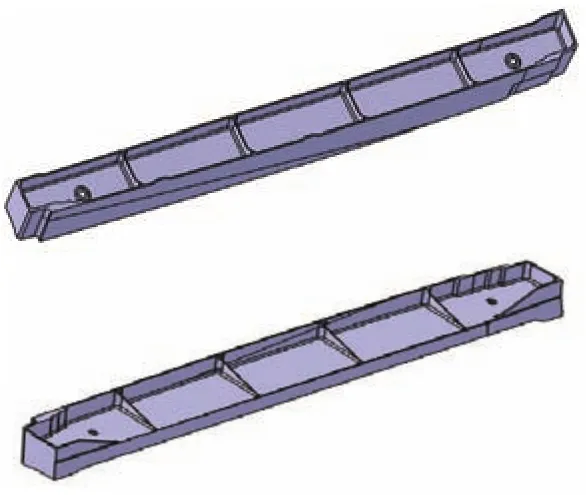
图1 某梁零件结构图(上下各为一面轴视图)
2. 钛合金梁类零件加工变形的主要影响因素
影响钛合金梁类零件加工变形的因素很多,工艺系统有关的数控机床、铣切夹具、铣削刀具和零件等都有影响关系,其中影响较大的是零件毛料的初始残余应力及零件的加工方案。
(1)材料内部残余应力的影响:零件材料内部的残余应力是当没有任何工作载荷作用的情况下,存在于零件内部且在整个零件内保持平衡的应力。切削加工是被加工材料被逐渐切除的过程,随着切削加工过程的进
行,切削层中的残余应力被逐渐释放,工件自身的刚度也发生变化,原始的自平衡条件被破坏,工件只有通过变形达到新的平衡状态。这也是残余应力释放引起工件加工变形的基本原理。
尽管近年来我国航空、航天和武器装备的发展十分迅速,但与世界先进水平差距仍然很大,其中主要原因之一就是零件毛料内部残余应力过大,零件加工变形控制困难造成的。
(2)加工方案对变形的影响:钛合金梁类零件的加工方案对零件变形的影响主要体现在零件加工装夹方式上和切削参数选择上。工件在切削加工过程中,随着被切削材料的去除,一方面引起工件内部原有残余应力的释放和再分布,切削力和切削热的作用在工件的表层产生新的残余应力,随着加工的完成零件的残余应力重新达到平衡状态,最终产生加工变形。
不同的切削参数产生的切削力和切削的热量是不同的,零件加工中相应的刀具前刀面对加工面的挤压以及后刀面处零件的回弹不同,切削力与零件表面产生的内应力不同,产生的变形量不同。已加工表面产生的内应力与切削深度大小有关,同时切削力与零件残余应力及热应力互相耦合使零件变形控制更复杂,增加切削加工的难度。同时零件的装夹定位方式对于钛合金梁类零件的加工刚性影响也很大,不同的夹紧位置及夹紧力会产生不同的切削效果,影响加工应力的产生及残余应力的再分布,使零件加工控制困难。
3. 钛合金梁类零件变形加工解决方案
针对钛合金梁类的材料特点及结构特点,考虑到零件的残余应力及切削变形情况,从工艺系统方面综合考虑进行工艺方案的制定。
(1)毛料的选择:设计要求的毛料形式是锻件,因此我们在锻件的余量及锻件的工艺凸台上下功夫。对于毛料的形式原则上我们要求定位容易,余量尽量少,便于找正装夹,便于加工。
某梁毛料形式如图2所示,在毛料的侧面留4个锻造凸台,两侧留2个工艺凸台,侧面工艺凸台距离约350mm。工艺凸台规格50mm×50mm×30mm(工艺凸台根据实际需要及锻造情况与锻件制造厂家共同确定)。通过毛料工艺凸台的设置使零件更便于装夹定位,并可利用工艺凸台对零件工艺基准进行修正,减少变形量的影响,这样零件在粗加工时以释放残余应力为主要目的,同时粗加工产生的应力变形可以通过精加工修正。随着钛合金加工切削效率的逐步提高,毛料的形式要求越来越受到广大数控工艺技术人员的重视,它直接影响刀具、夹具、切削参数的选择,也是工艺方案的制定上最为关键的环节。
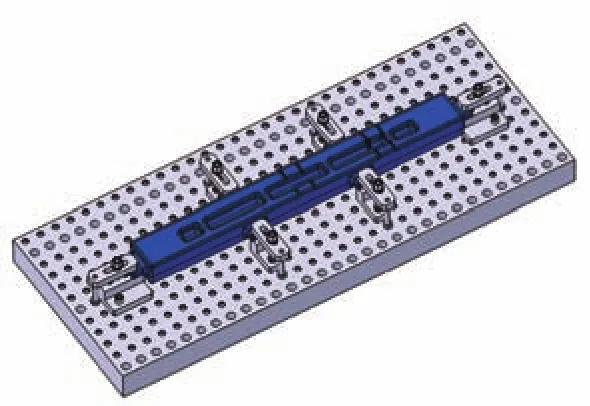
图2 某梁毛料工艺凸台示意图
(2)机床的选择:根据零件的结构和特点,采用的是数控五坐标立式铣床RAMMATIC 1201,加工除装配导孔所有表面。RAMMATIC 1201机床额定主轴功率为27kW,最高转速6 000r/min,机床加工刚性好,既可以用于以去除余量及释放应力为主的粗加工,又可以用于以保证尺寸精度和位置精度的精加工。
(3)夹具的选择:由于此零件的批量较大,精度要求较高的关键性零件,选用专用夹具是非常必要的。专用夹具是根据零件的结构特点专门设计的夹具,具有结构合理、刚性强、装夹稳定可靠、操作方便、提高安装精度及装夹迅速等优点。夹具主要压紧点与工艺凸台一致,在工艺凸台所在位置设立刚性定位支撑点,压紧安全可靠,这样既可以保证零件加工时不要窜压板,同时也能够使零件加工刚性好,变形小,装夹形式如图3所示。

图3 某梁加工装夹图
(4)刀具参数的选择:根据钛合金梁类零件易变形的加工经验,在钛梁粗加工中采用小切深、大进给、快转速的“大进给”切削方式,“大进给”的切削加工方式对于减少零件加工变形,均化毛料残余应力非常有效果,相对于普通的大切深、慢进给、低转速切削方式“大进给”加工效率要高很多。同时“大进
给”切削方式由于切削速度较大,使剪切变形区变窄、剪切角增大,变形系数减小并使切屑流出速度加快,从而可使切削变形减小、切削力降低,有利于提高零件的加工质量。
精加工主要采用整体硬质合金刀具,主要目的是在保证零件的加工精度和表面质量要求前提下,同时提高加工效率。
铣切加工中经常使用的参数:N为转数(r/min),Fz为每齿进给量(mm/z),Vc为铣削速度(mm/min),Ap为切削深度(mm),Ae为切削宽度(mm),Vf为进给速度(mm/min),Z为铣刀齿数,Q为金属切除率(cm3/ min)。它们的换算关系为
Vf=Fz·N·Z
Vc=Ap·Ae·Vf=Ap·Ae·Fz·N·Z
Q=Ap·Ae·Vf/1 000=Ap·Ae·Fz·Z·N/1 000
通过对钛合金梁类零件的切削参数的实验摸索我们得出的粗加工及精加工切削参数如附表所示。

某梁粗精加工刀具及工艺参数表
4. 结语
经实践证明,钛合金梁类零件在加工中控制变形要考虑很多因素,如材料的特点,零件的结构尺寸特点等,通过零件的工艺性分析,找出零件关键尺寸要素,给出合理的数控编程容差,采用合理的加工策略,严格控制确保零件的使用性能。通过梁类零件的数字化加工,提高了加工效率,保证了产品的质量。
参考文献:
[1] 张建中.机械制造工艺学[M].北京:航空工业出版社,2000.42-125.
收稿日期:(20150629)
